大跨度V型墩连续刚构桥转体施工关键技术研究
2022-04-29 05:43李庆
科技创新与应用 2022年10期
李 庆
(山东省高速养护集团有限公司,山东 济南 250001)
随着时代的发展,道路桥梁施工也得以发展,其施工技术得到快速更新。我国道路桥梁施工要想提高施工质量和施工效率,应积极应用新技术,转体施工技术就是近年来迅猛发展的新技术,目前在我国已得到广泛应用。转体施工技术就是将半桥结构浇注成形,然后通过转体达到指定位置,该技术可提高施工质量和施工效率,但该技术的应用难度较高,需要做好桥梁转体各方面的准备工作,才能满足桥梁最终线形和结构内力状态。
1 项目概述
本文研究的项目工程为一个跨度较大的“V”字型桥墩刚构桥,该桥的长度多达140 m,宽为33.7 m。该项目大量应用转体技术施工,转体的半桥长度为130 m。本文研究的刚构桥是先利用钻孔浇筑桩作为桥梁的基底,然后搭建承台,其承台还分为上下两层,上层为V形,下层为矩形。对于转体施工技术而言最重要的是转体结构,本文利用环道和中心支承实现转动施工。
2 球铰的制造和安装
在本文项目发挥转动功能中最重要的结构就是球铰,是项目转动结构的核心。本文的球铰为上、下两片。上下两片的球铰表面平整度要求较高,需要在工厂中统一生产,相比于上球铰表面,下球铰更为特殊,具有铣钻四氟板镶嵌孔和振捣孔,在应用中发挥重要功能。在施工过程中,下球铰浇筑完毕后在下转盘的预埋套筒处放置转动中心轴。随后清洁顶面,保证表面洁净,按照编号将滑动片安装到铣钻四氟板镶嵌孔中,待检测安装无误后,对其安装位置进行检查,保证其安装部位处于同一球面,且误差≯1 mm。待确定好滑动片安装位置正确后,在其四周涂抹黄油聚四氟乙烯粉。最后安装上球铰,按照一定方法进行精确定位将其固定密封。
3 下承台槽口中转体系统的安装
在针对下承台进行初次混凝土浇筑后,应该先对下承台进行定位,安装定位的钢骨架,然后对钢骨架进行调平,将其焊接在承台的钢筋上,最后将下球铰吊装在钢骨架上,通过精调将下球铰的平面位置和标高调整到0.5 mm以内,再分块吊装、安装滑道骨架型钢,如图1所示。
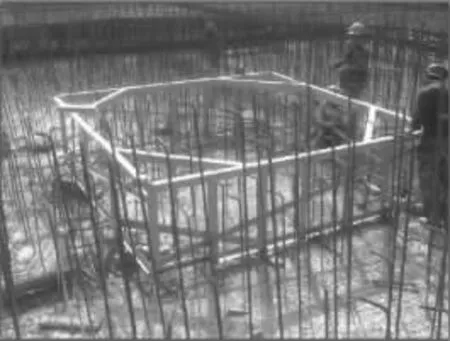
图1 粗调下球铰骨架
3.1 下转盘球铰安装
为保证下转盘球铰能够顺利安装,会在下承台中预留槽口,待转盘球铰完成固定后再进行浇筑。首先清理预留的槽口,根据施工设计进行测量和放样,对不合格的部分进行处理,之后再拼装下转盘的球铰。在进行拼装前先对球铰进行检查,主要测量表面椭圆度及结构是否符合需求。检查完毕后,安装锚固钢筋和调整螺栓,确定球铰的中线。之后主要利用锚固螺栓和球铰骨架对其进行定位及粗调,使其到达初步定位点,再进行精确定位和固定。测量会根据设计方案采用全站仪这一器材对下转盘进行中心定位,下转盘安装完毕后,利用调整架、水准仪等辅助球铰的精确定位,对定位进行精确复查。下转盘利用全站仪检查安装中心,利用电子水平仪测试标高,待检查合格后进行加固,确保下转盘球铰不会发生移位。
3.2 下承台滑道及槽口混凝土浇筑施工
在下转盘顶面采用分段式浇筑的方式安装滑道,并通过调整螺栓调整滑道的定位,施工完毕后要让滑道面处于同一水平面。下承台槽口混凝土浇筑前,按照排气孔分块,由中心向四周单独浇筑,待浇筑完毕后,冷却凝固,后敲击混凝土边缘观察浇筑效果,如因混凝土收缩而产生的缝隙可用钻孔压浆的方式处理。
4 上承台转体系统的安装
4.1 上球铰、聚四氟乙烯滑动片安装
安装上球铰之前先处理中心销轴套管,再清洁球铰顶面,确保表面无杂质,后根据滑动动片的编号确认安放顺序,将其依次安装在镶嵌孔内。
待检查滑片位置安装正确后,在滑片的四周涂抹黄油聚四氟乙烯粉,并确保均匀涂抹。上球铰有两段销轴套管,需要借助螺栓让其固定,后在上部球铰的凸表面涂抹聚四氟乙烯粉,完毕后对准中心销轴,让其轻轻下落至下球铰位置,下落后调整球铰位置,使上球铰的外圈间隙与下球铰外圈间隙一致。安装完毕后轻转上球铰,确保其运转正常,去除多余杂质后对其边缘进行密封,防止杂质进入摩擦部,如图2所示。

图2 上球铰安装
4.2 上转盘撑脚安装
上转盘有很多组撑脚,每组撑脚都由钢管和混凝土构成,在钢管的下部会安装走板,钢管内部有浇筑完毕的混凝土。安装后可利用钢板填补,在其与下滑道之间将撑脚固定。在转体结构未开始转动前,需要利用不锈钢板将滑道固定,避免发生移位。
4.3 上转盘临时固定措施
为进一步保证在进行上部施工时,转盘和球铰的结构不移动,可对上转盘进行临时加固,采用钢楔将钢管混凝土撑脚与环道间空隙塞死,并且在下承台建筑前预埋I25工字钢,在上下承台间设置连接,待进行转体施工前再进行切断,解除连接。
4.4 上承台混凝土浇筑
上承台内设置对拉预埋件,用于桁架及基础,应与主墩承台用精轧螺纹钢设对拉措施。在对上承台进行混凝土浇筑时应保证分料均匀。在混凝土浇筑完毕并检查其强度符合设计标准后,对上承台的边膜和底膜进行拆除。其中撑脚和滑道间存在钢板,等待转体时就可对其拆除。
5 V型墩施工方案
支架基础:V型墩支架基础主要是利用承台,其他部位下设30 cm三七灰土、30 cm碎石垫层,其上为1 m×1 m钢筋混凝土条形基础。该结构为钢桁架支撑结构,桥梁的立杆布置间距设定为150 cm,横杆步距设定为150 cm,V型墩支架设计图如图3所示。
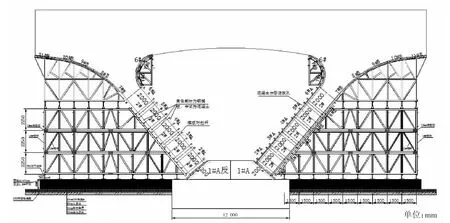
图3 V型墩支架设计图
5.1 测量放样
在进行墩身施工时,为了达到对其平面位置的精准控制,需要考虑墩身的平面位置和竖直度2个因素。在进行墩身的平面位置控制时应该准确检测墩身的平面位置是否准确,该位置的准确性会直接影响整个墩身平面位置的准确度。在日常施工之中,对其位置的计算会用全站仪进行测量放样,并且需要经过多人对测量结果进行复核,待结果准确后再安装模板。在模板安装完毕后需要对其位置安装的正确性进行检测,会利用全站仪对模板的纵、横、竖、直度进行检查,并且还会调整模板位置,精确到允许的误差范围内。
5.2 钢筋加工及安装
(1)确保V型墩劲性骨架安装与其余骨架安装的稳定性,并且保证其竖直度符合技术标准。当V型墩劲性骨架全部安装完毕后,应该对其安装的质量进行检查,待检查合格后再进行下步的操作,避免出现返工现象。由于本项目的桥梁墩柱主筋主要采用直螺纹连接,所以先按照要求对进场的钢筋进行性能测试,判断钢筋的质量是否符合标准,并且还要对不同型号、不同规格的钢筋进行分类管理。待钢筋材料性能检验合格后开始施工。
(2)对钢筋进行检验,合格后将钢筋合理保存,在需要施工时将钢筋运输到指定场地,并将其按照图纸设计的形状进行制作,按照设计图纸标准的尺寸在操作平台上精准定位。为避免弯曲钢筋大批量制作出现失误造成巨大的经济损失,在大批量制作之前会先试作,按照图纸施工后对成品进行检测,待制作的钢筋成品的尺寸、性能与设计人员的图纸完全相符后再大量制作。每次施工都需要大量制作不同类型的钢筋,在保存时应对不同类型的钢筋进行分类管理,对同一类型的钢筋进行标号处理,做好标识后再有序堆放,并做好保存工作避免锈蚀、污染。
(3)钢筋加工和安装施工要求。本项目全部的钢筋都会按照施工设计图准确安装,并且还要保证安装完毕后的钢筋在进行混凝土建筑时不会出现移位变形现象。在道路桥梁项目施工中,钢筋必须紧紧系在一起,不可再在进行混凝土浇筑时临时加设。
(4)焊接要求。在焊接钢筋时,应该及时清除在焊接表面位置的杂质,与电极接触的部位也应该保持洁净,避免出现灰尘、锈蚀。工作人员在进行焊接时应时刻观察电源电压变化,根据电源电压的变化情况进行操作,避免出现失误。当电源电压在5%~8%时调节焊接变压器,提高级数;当电源变化大于或等于8%时立刻停止焊接。在焊接钢筋时,应选择合适的焊条型号。在一般施工中,通常采用E506焊条完成钢筋焊接,且焊接方法最好利用双面焊。除此之外,对焊接的工艺也有要求,焊接接头的焊缝厚度不得小于主筋直径的0.3倍,宽度不应小于主筋直径的0.8倍。
5.3 墩身模板加工及安装
通常采用钢模较大的材料完成墩身模板的加工,在设计图纸中,其模板的高度高达2.0 m,面板采用6 mm厚度的钢板制作,模板的背梢主肋采用[10槽钢制作,背梢次肋采用L63×63×5 mm角钢材料制作完成,模板的接头采用Φ22型号的螺栓完成连结,模板纵横向间距1.5 m设置对称的水平拉杆,以提高模板整体性。模板设置混凝土分层浇筑孔,在外层浇筑后对其进行检查,确保制作加工后的模板表面光滑平整,尺寸严格按照图纸标注施工,并且接头紧密。
5.4 混凝土浇筑
墩柱设计为C50混凝土,在进行混凝土浇筑时应先对基面进行凿毛处理,并在洒水保持湿润后再进行浇注,混凝土需一次浇筑完成,防止形成施工冷缝。在浇筑混凝土的过程中振捣可有效避免振动器与墩身模板、钢筋结构及其他预埋件发生碰撞。并且为提升浇筑的效果,避免因灌注速度不佳影响工程质量,应控制好施工速度,如果施工速度过快,容易导致混凝土振捣不实、漏振,混凝土不断振捣,直至浇筑的表面平整、泛浆。如在浇筑过程中因施工速率影响振捣效果,出现不实、漏振以及过振的现象,会对其表面的平整度造成影响,出现蜂窝、麻面现象。在进行混凝土浇筑时,应采取措施避免模板、钢筋和预埋件受到影响出现松动、形变以及移位的现象,应采取专人对其进行监督,按照图纸施工。在施工过程中出现移位、形变等问题,应及时修正处理,避免其影响施工质量和施工效率,在完成混凝土的浇筑之后会检查混凝土表面是否平整。
5.5 模板拆除及混凝土养护
待混凝土强度达到设计要求后进行拆模,在拆模时应松螺杆,利用吊车或塔吊等工具进行拆除,遵循先支后拆的顺序,避免发生碰撞,对混凝土造成损伤。将模板拆除后应该即可清理,然后将其放置在硬化场地上。在完成混凝土浇筑这一工序后,应在收浆时对其进行合理养护,如在混凝土表面覆盖薄膜及洒水保持湿润,在进行薄膜覆盖时应时刻注意保证混凝土表面的平整性,不可以对其表面造成破坏和污染。当利用模板覆盖养护时,应对模板进行洒水保持湿润。当环境温度指标低于5℃时,利用塑料薄膜覆盖模板进行保温,此时不在混凝土面上洒水。
6 结束语
V型桥墩连续刚构桥转体的施工难点有二:一是转体系统的施工与安装,二是V型桥墩的施工与控制。
本项目通过施工前的精心准备和严控组织,积极引进先进的施工人才和技术,整个项目的转体施工及球铰安装等关键工序都安排专业的技术人员到达现场进行指导,在施工之前举办技术研讨会,对施工要点和注意事项进行交底,避免出现技术失误。
除此之外,还邀请监测单位进行施工,对施工过程进行模拟计算,并且根据计算结果进行施工,使桥梁转体后的各项技术指标达到设计及规范要求的精度,合拢精度达到毫米级。
猜你喜欢
建材发展导向(2022年20期)2022-11-03
建材发展导向(2022年12期)2022-08-19
建材发展导向(2022年12期)2022-08-19
云南画报(2021年8期)2021-12-02
建材发展导向(2021年20期)2021-11-20
建材发展导向(2021年20期)2021-11-20
科学导报(2020年74期)2020-12-21
天津诗人(2020年2期)2020-11-18
考试与评价·高二版(2020年2期)2020-09-10
文萃报·周五版(2019年31期)2019-09-10