电气自动化技术在热收缩膜边封包装机中的应用研究
2022-04-29 14:15赖国华
电气传动自动化 2022年2期
赖国华
(甘肃钢铁职业技术学院,甘肃 嘉峪关 735100)
由于受到产业规模以及技术水平的限制,国内有关全自动热收缩膜包装机的研究尚处于起步阶段,外国制造商制造的同类型设备占据主导地位,国内此类产品结构设计较为简单,运行速度较慢,精度较低,无法满足实际生产需求。进口的全自动热收缩膜包装机工作效率可以稳定在130包/min,可以连续工作,而国产设备工作效率仅为60包/min,无法连续工作。为了提升国产包装机的竞争力,设计人员尝试开发一款效率高、精度高、可持续工作的连续式热收缩膜边封包装设备。
1 热收缩膜边封包装机电气系统配置
研究人员以7台伺服驱动装置作为基础,选择一个搭载PLC集成模块的运动控制装置,作为上位控制器。此外,该设备还搭载了运动控制总线,并利用带有人机交互界面的HMI作为该装置的输入设备,该设备中全部IO控制点均布置在内嵌PLC芯片的运动控制装备上,并没有设计远程IO控制装置[1]。
该设备中,依靠以太网连接运动控制装置以及HMI,在提高数字信息传播效率的同时,尽可能避免出现数据丢包问题,提升信息传输的稳定性。7台伺服驱动装置借助SERCOSⅢ总线与运动控制装置相连,目前工业领域中,同步实时总线的速度可以得到100M/s,因此在本设计中,工作人员选择速度为100M/s的总线,提升包装机的工作效率以及做工精度(如图1所示)[2]。

图1 热收缩膜边封包装机电气系统结构图
1.1 运动控制装置
通常情况下,内嵌PLC控制芯片的运动控制装置,其内部的Motion运动功能与逻辑算法的控制相互分离。例如很多日系PLC控制模块,就是采用卡板的方式,根据实际需求将对应的PLC卡板插入对应的卡槽,实现对于设备的自动化控制。这种设计方式的局限性在于不同的PLC模块之间无法实现数据的互联与共享,需要在PLC模块内部进行数据的交换与运算,效率较低。
因此,工作人员为了提升包装机精度,选择集成运动控制功能与PLC自动化控制功能的运动控制装置(如图2所示)。该装置搭载SERCOSⅢ型控制总线,同时搭载以太网接口,实现与HMI以及上位机的实时数据传输。在软件方面,该设备设计了符合CoEdSys标准的系统,方面编程人员根据实际生产需求进行包装加工程序的编辑工作。此外,该程序兼容SFC时序图、ST文本以及LD梯形图等多种基础的编程语言,使得工作人员能够快速上手,选择自己熟悉的编程方式[3]。

图2 运动控制装置结构图
通过分析图2可以发现,该运动控制装置的Ethenet接口(以太网接口)主要作用是与上位机进行数据传输,并获得独立的IP地址。Sercos同步总线负责与处于下位的伺服驱动装置相连,控制伺服驱动电机工作。RS232接口负责对包装机工作过程中突然出现的故障进行及时的诊断,并将诊断报告传送至上位机以及HMI交互界面[4]。Profibus-DP端口主要负责连接各种拓展设备,增加运动控制装置的功能。日后在实际生产过程中,如果包装机需要与其他机器进行连接,可以利用该端口实现数据在不同设备之间的快速传输。此外,该运动控制装置还搭载了一块液晶屏幕,操作人员可以通过该屏幕,直观的了解运动控制装置的实时工作状态,通过为该装置绑定IP的方式,使运维人员能够快速锁定故障部位,提升后期运维工作效率。
运动控制器上搭载的CF卡槽有多种用途,插入CF卡之后可以实现对于运动指令以及设备运行逻辑程序的存储,并对控制装置的各项参数进行记录。传统的运动控制装置并没有搭载CF卡槽,如果在工作过程中运动控制装置突然受损或者失效,其内部的逻辑控制程序以及各项工作参数就会丢失,无法及时恢复生产。而采用带有CF卡槽的运动控制器就可以避免该问题,如果控制器受损,只要CF卡未被损坏,只需要更换同类型的运动控制器,插入CF卡之后就可以立刻恢复生产。
1.2 HMI界面
设计热收缩膜边封包装机的电气自动化系统时,设计人员为其加装了一套可触摸HMI设备。借助该设备,工作人员可以直观读取包装机运行参数,以及各项辅助设备的实时状态,通过点击HMI交互界面上的选择按钮,就可以实现对于生产流程以及设备参数的调控。其优势主要体现在以下几个方面:①操作简便。可视化的操作系统,让工作人员可以快速读取有用的信息,节省人机交互时间。②缩小操作台体积。采用HMI设备后,利用虚拟按键代替传统的实体按钮,能够显著缩小操作台的体积,使得该设备能够在更为复杂的生产车间中得到推广。③减少编程量。传统的HMI操作界面要让屏幕中的虚拟按键以及对话框起作用,编程人员需要事先对按钮以及对话框进行程序设计,如果设备功能复杂则需要很多HMI界面,每一个界面中都包含着大量具有特定功能的按钮,编程人员需要逐一设计程序,工作流程非常繁琐,且工作量巨大。而采用触摸屏HMI界面,可以在不借助任何外部输入设备的情况下,实现人机交互,省去了大量编程工作[5]。
2 热收缩膜边封包装机伺服运动设计
工作人员为包装机配备了7台伺服电机以及配套的驱动装置,每一个伺服电机均具有独立的动作逻辑以及运行参数。在实际工作中,除了7台伺服电机实物,该系统还搭载了4个虚拟轴,内嵌于运动控制装置的运动逻辑框架中,其作用是协调轴与轴之间的动作,令包装机能够实现一些复杂的加工动作,提升加工精度(如图3所示)[6]。
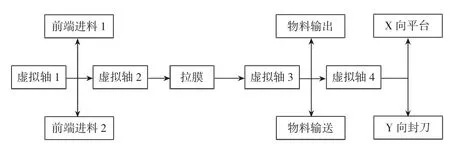
图3 伺服轴主从结构
2.1 虚拟轴1
对于整台包装机电气自动化系统而言,虚拟轴1是该系统的主轴,其他虚拟抽以及各项设备的运动,都要与虚拟轴1保持协调。与传统的实体轴相比,虚拟轴可控制性更高,其原因在于虚拟轴存在于运动控制装置内部,以虚拟的状态存在,实际工作中不会受到外界因素的影响,因此可以长时间保持稳定运行的状态,能够有效提升主轴的精度,对于功能复杂且拥有众多从属轴的设备而言,主轴的稳定转动能够有效减少从属轴工作误差,提升整台设备的控制精度。
2.2 前端进料1
该轴是整套系统中第一个实体轴,主要负责进料工作,通过进料1实体轴,将前一个生产模块产品与物料输送至包装机操作平台。同时,进料轴1也是整台设备关键的执行轴。进料1采用同步行进模式,需要与主轴(虚拟轴1)保持同步动作[7]。需要注意的是,主轴与进料轴在位置关系上,要根据产品的尺寸以及规格进行灵活调整,传统的包装操作平台,需要通过人工调整的方式处理长度不同的产品、物料,无法实现连续包装。而搭载了电气自动化系统的包装机,借助工业照相机确定伺服电机的位置,同时计算相邻待包装产品之间的距离,将实际距离与系统中设定的距离值进行对比,如果实际距离值与设定值不符,则自动进行理料,确保相邻待包装产品之间的距离与设定距离值相等。
2.3 前端进料2
前端进料2也是实体轴,但其功能与前端进料1存在显著差异,其主要作用是将虚拟轴1传送来的待包装商品传递到下一个加工步骤。进料2也采用同步运动模式,但其间距设计要在进料1的基础上,再增加一个产品长度,与伺服轴相连的传动辊周长,以及产品尺寸,决定了虚拟轴1与进料2的位置关系。由于多出了一个产品长度,因此在实际工作中,进料2的转动长度要大于进料1,为了保持传动工作平稳进行,进料2实体轴的转速要快于进料1,通过这种方式将相邻的待包装产品分开,在不出现打滑或者异常振动的情况下,依靠两个实体轴的转速差,就可以确保相邻待打包产品之间的距离等于设定值,为后期收缩膜切封工作的稳定进行奠定基础。
2.4 虚拟轴2
虚拟轴2的主要用途是清除包装加工生产线上的空包,待包装产品经过进料2运送至拉膜工作单元的过程中,可能会出现空包问题。产生这一问题的原因是两个进料口不间断输送产品至包装操作平台,但是无法保证上一个工序生产的产品不会出现缺损,如果不对空包进行及时处理,会浪费大量的包装材料。此外,空包一旦被包膜切封,很容易混在商品中被转运至库房,导致实际生产数量少于合同要求,对企业的经济效益以及声誉造成负面影响,因此需要利用虚拟轴2剔除空包。工作人员在进料2与虚拟轴之间安装工业照相机,采用凸轮同步的方式运行,根据实际情况自动调整凸轮运动曲线,确保凸轮的转动与主轴保持一致[8]。
该系统配备了两种不同的凸轮曲线,第一种凸轮曲线是按照1:1的比例设定虚拟轴1与虚拟轴2的位置,将凸轮曲线的斜率调整为1,确保在正常状态下,待包装货物能够顺利从主轴传递至从属轴。第二种凸轮曲线是在确保虚拟轴1与虚拟轴2位置比例1:1的基础上,将虚拟轴2的位置控制在0,即停止虚拟轴2的转动,通过这种方式避免将空包传递至拉膜环节,进而实现空包过滤效果。
2.5 拉膜
拉膜轴为实体轴,其主要作用是进行拉膜动作,通过该轴将处于卷放状态的包装膜拉出,在产品行进过程中将包装膜覆盖在产品表面。实际工作中,拉膜轴要根据实际情况选择运行或者停止,如果出现空包或者没有产品就要及时停止拉膜动作,等工业相机检测到产品时再继续进行拉膜动作。从位置关系上看,拉膜轴的主轴为虚拟轴2,因此在布置拉膜轴位置的时候,需要确保其与虚拟轴2同步。
2.6 虚拟轴3
虚拟轴3的功能是改变拉膜轴的位置,实际工作中,拉膜轴行进轨迹并不固定,需要根据产品长度以及空包等情况灵活调整。但是作为下层从轴的主轴,拉膜轴的周期长度要保持固定,如果周期不固定,下层从属轴的位置比例以及凸轮曲线就无法确定。因此,通过虚拟轴3对拉膜轴进行360°旋转,再将调整好的位置参数传输至下层从属轴,确保无论产品长度是否改变,拉膜轴经过一个周期的运动重新回到初始位置。
2.7 物料输送
物料输送轴的主要功能是将覆盖好包装膜的产品传送至X平台,物料输送轴的主轴是虚拟轴3,要根据间隔比例确定物料输送轴位置。本次设计中,由于物料输送轴位置比例与拉膜轴位置比例相同,因此考虑到设备成本以及后期运维等因素,将该步骤省略,产品在经过拉膜环节之后,直接送入X平台。
2.8 虚拟轴4
实际开展包装工作过程中,安装在前端进料2部位的工业相机与切刀之间的距离是固定的数值,但是产品的长度经常发生变化,想要确保切刀下落时处于相邻两个产品的中间位置,就要在产品传送至X平台且未进行切封时,利用虚拟轴4进行主轴偏置,使得产品在X平台与切刀中间做小范围的平移[9]。
2.9 物料输出
物料输出轴的主要功能,除了将包装完毕的产品送离生产线,还要确保切刀在合适的位置下刀。产品包裹包装膜运送至X平台之后,其表面的薄膜处于紧绷状态,薄膜的周长与周期产品的长度相等,如果不对封刀位置进行调整直接切封,就会出现包装膜破损问题,同时产品受到薄膜的拉扯,也会出现一定程度的位移(如图4所示)[10]。

图4 切封示意图
为了避免这一问题,需要利用物料输出轴,在切刀下落进行封口动作之前,缩进一小段距离,延长产品包装膜的长度,当切刀落下之后仅会封住封口,不会出现拉扯包装膜的情况。
3 结论
为了解决国产热收缩膜边封包装机工作效率低、无法连续工作的问题,本文尝试设计一种依托于电子自动化系统的新型热收缩膜边封包装机,利用配备的电子显示屏以及CF卡槽的运动控制装置连接7台伺服电机,并配置HMI人机交互装置,提升包装机的可操控性以及自动化水平。通过对主轴、进料口、拉膜、出料口的设计,确保包装机伺服运动的合理性,为提升包装封口自动化水平提供帮助。
猜你喜欢
包装工程(2022年13期)2022-07-27
包装工程(2022年11期)2022-06-20
农业工程学报(2022年4期)2022-04-24
科学家(2022年3期)2022-04-11
北京工业职业技术学院学报(2022年1期)2022-01-26
当代陕西(2019年24期)2020-01-18
价值工程(2019年18期)2019-07-25
科学与财富(2018年29期)2018-11-21
大陆桥视野·下(2018年2期)2018-03-03
科学与财富(2016年34期)2017-03-23