
双工位双向卧式框架伺服数控挤压液压机设计与开发
2022-04-29 07:28:44司宗青苏州虹逸重工科技有限公司
锻造与冲压 2022年9期
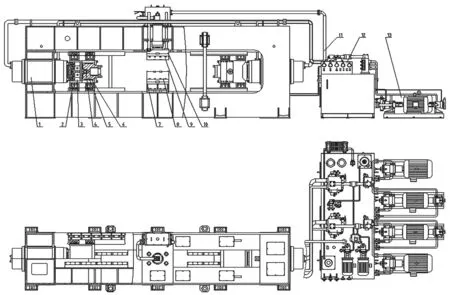
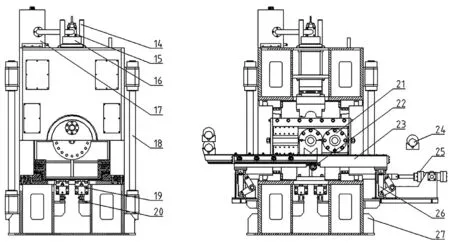
双工位双向卧式框架伺服数控挤压液压机(图1 和图2),主要适用于借助专用模具和步进梁输送工件机构或桁架机器人的工况,可实现圆管材、圆棒料以及方材等两端同时同步高效热(冷)挤压成形新工艺,是专门用于满足汽车车桥、火车车辆轮轴、汽车半轴、汽车传动轴的卧式挤压液压机,是车辆行业特种锻造专用液压机。
工作过程
我公司开发的此款设备采用伺服比例数控控制系统,结合独立液压系统与集成数显数控按钮站,使得整机性能可靠、结构紧凑、外观美观、节能降耗、数控数显自动化程度高。另外,此机设有调整、手动、半自动、联动四种操作方式,工作压力、工作行程均可在规定的范围内无极数字化调整,并可实现“定程”“定压”两种工艺动作。
现结合附图对此设备作进一步说明:工件放置在自动输送工件机构上,输送至机床中心下夹紧模具中;夹紧滑块对工件压紧,两侧的挤压水平滑块实现快进、压制、回程动作;挤压双工位模具自动实现换模功能,两侧的挤压水平滑块再次实现快进、压制、回程动作;夹紧滑块压紧松开,通过自动输送工件机构作用使工件自动输送至主机之外的输送线上,整个自动线工作完成。
设备介绍及优势
⑴双工位双向卧式框架伺服数控挤压液压机具有伺服数显数控、节能降耗、节约人力、精度高、噪声低、占地少、自动集成化高等优点,以及锻件质量一致便于后续批量数控机加。以生产两端花键汽车半轴为例,目前是使用两套加热炉与两台立式预镦机,一端加热镦粗后再加热另一端镦粗,此处需要约3 ~4 人,存在劳动强度大、工作环境差、效率低、产品质量不可靠等问题。现使用此设备一台即可完成全部工序,具有造价低、效率高、产品稳定而且易实现自动化,人力大大降低等优点。
注释:文中数据来源于《2015年江苏省科技进步统计监测结果与科技统计公报》,《常州统计年鉴-2015》和常州市科技统计数据。
⑵机身为整体焊接框架式结构,具有良好的强度和刚度,同时兼顾外形美观,并且人、机安全性能高。
3)导向套和上下导向杆中的机构,采用四柱式导向结构并且导向长度长、间隙合理,导向精度高,抗偏载能力强。四柱导向部分经表面热处理并经磨削加工,表面耐磨,滑块导套内安装有耐磨支撑环并且配有润滑系统,使整体输送支架运行稳定可靠。
伟翔愤怒地抬起头,看着我,说:“你能不能不这么俗?”我的火腾地窜上了头顶:“李伟翔,你终于嫌弃我了,我就是俗,是你把我变得这么俗的。我从前也喝着咖啡聊泰戈尔的!”
2)采用变频减速电机与齿轮齿条导向机构的结合,可保证工件在运行时的速度可控可调;保证工件在运行时无冲击和颤动等现象的发生。两侧均设有转动皮带机构,可保证整机传动机构的同步与平稳,无噪声、节能、持久耐用且便于维护保养。
⑹夹紧滑块导向机构采用四柱式导向结构并且导向长度长,间隙合理,导向精度高,抗偏载能力强。四柱导向部分经表面热处理和磨削加工,并且导套内安装有耐磨支撑环,表面耐磨且运行稳定可靠。在保证整体框架焊接机身强度下,夹紧油缸的压紧力远远大于挤压油缸的回程力,不会出现工件一端脱离模具另一端还没有脱离的现象。机床设有夹紧滑块,安装在机床中心线方向,以适应不同规格长度工件的夹紧,保持工件稳定。采用夹紧机构大大地增加了工件在挤压时的稳定性,防止在挤压时失稳。
⑸双工位模具机构包括换模油缸、换模滑块、换模滑块导轨、挤压双工位模具等。设有位置检测装置以及固定挡铁等多层保护装置,不到位下个动作不执行并且报警提醒。为提高挤压工件的多次挤压效率(因工件锻造比需求),本机设有双工位自动换模机构(实现两台设备并用),并且同种规格夹紧模具可通用,可以在夹紧工件保持不动情况下,进行两个工位的自动快速换模机构的转换,提高工作效率。双工位换模机构转换平稳、定位精度高、使用稳定、模具更换便捷且通用性强、造价低。
表1为各支流生态需水量和生态景观用水流量表。从表1可知,通过分析流域面积大的大岸冲、八尺江、良凤江、四塘江,天然来水量是满足要求的,其余支流虽然生态用水满足要求,但是保证率90%的来水量难以满足景观水量要求。
⑻主伺服油泵电机组选用高压内啮合双联齿轮泵系列,给挤压油缸快速供油以实现挤压水平滑块的快进以及快速退回工作,可大大提高压机动作的稳定性及可靠性、节能降耗、降低机床噪声等。两侧的挤压油缸、夹紧油缸、输送工件机构的推拉油缸分别都有各自独立的阀体系统和各自独立的伺服油泵电机组,便于调试和维护保养。动力站上设有液位控制继电器,防止系统缺油和超限而报警。设有温度传感器,到临界温度时自动启动冷却系统,温度过高时,主机停止工作并报警。液压系统中设有独立的油液过滤系统,出现故障时,操作面板上设有报警提醒。
1)运行中高效、平稳、可靠、耐用、安全,可与主机互锁,而且在恶劣的锻造环境中工作,速度需要根据实际情况可控可调的伺服驱动;加热工件在运行时无冲击颤动、安全可靠性高、噪声低,放置主机内无需占地、整套造价低。
⑺两侧挤压水平滑块的压力控制分别采用独立比例压力控制系统,通过压力传感器将压力信号转变为电信号传输给PLC,进而在触摸屏显示和调整,比例溢流阀控制系统可以使滑块压力在公称力的10%~100%内无级调节,显示精度达到±0.1MPa。行程位移分别采用独立数字显示、数字控制;位移传感器采用直线位移传感器,抗粉尘等污染能力强,位置的显示和调整通过触摸屏实现,显示精度达到±0.1mm。
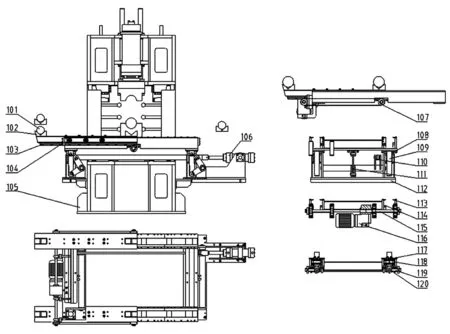
⑼自动输送工件机构见图3,因工件不仅重量比较重,而且加热后温度为1100 ~1200℃,需把工件放置在下夹紧模套内,完成后可自动把工件放置在主机之外的输送线上。采用桁架机器人或关节机器人成本很高,采用步进梁输送效率低,控制精度不高,现采用自动输送工件机构具有如下优点。
⑷水平导轨采用四角八面导轨导向,导向精度可通过挤压水平滑块和立柱上的楔铁来调整,以保证挤压水平滑块的运行精度及与模具的同轴度,使运行平稳。精度调整方便,调整后精度保持性好,抗偏载能力强。滑块导轨面带有可以自动程控定时的滴注润滑油装置,以便润滑运动导轨,并且下侧立柱导轨加装防护罩,防止粉尘及氧化皮进入。挤压滑块导轨机构内有高强弹簧和轴承等,以保证两侧的挤压水平滑块加压运行时无振动、抖动,并且有效提高导轨的运行寿命。
⑶机身两侧挤压油缸采用复合式快速活塞油缸结构,缸体与机身安装采用对开卡套式,便于在机身外安装,而且后期保养方便。液压缸具有足够的强度和刚度,主油缸采用进口密封元件,确保密封性能可靠。两侧的挤压水平滑块各自采用独立的伺服数控系统控制,结合各种独立的位移传感器、压力传感器以及比例阀等实现速度及压力的双闭环控制,能精确控制挤压水平滑块的同步压制在±0.25mm 之内的精度。并且挤压油缸与挤压水平滑块采用球头球碗结构,受力时自动找正中心不偏载受力,可提高模具寿命。
科技创新是通过效率的提高使人拥有更多的自我时间,而文化创意则是通过内容的创造使人在有限的自我时间中拥有更多精彩的体验,达到资源共享的目的[16]。像案例中“互联网+健身参与”类的“智能夜跑”、“VR仿真体验”、“悦动跑团”等,属于典型虚拟与现实结合的体育参与方式转型,即“从实地参与变虚拟参与”、“从线上参与变线下参与”等,将新科技应用到全民健身参与的整个过程,提高了参与体育锻炼的时效性,并通过信息技术的更新,实时掌握参与全民健身活动的效果,还可以查找需要的运动处方,科学指导全民健身,最终推进全民健身健康发展的进程。
4)固定限位挡块具有多重保护装置(机械和电气同时具有),不到位下个动作不执行并且报警提醒,可与主机实现动作互锁;两侧均布设有多套导向轮机构和滚动轮机构,可保证工件在运行中不跑偏。
Lederer模型是基于Arrhenius模型演化而来,如式(14)。有学者利用黏度相差较大的油品掺混对该模型进行验证,发现该模型特别适合于黏度比大的场合,甚至黏度比在103~108范围内仍具备较高的预测精度[19-20]。还有文献表明,该模型适用于多相流动场合[21-23],但该模型的经验常数α是通过一定的黏度数据拟合而来,所以应用起来较为局限。印度学者Shu研究发现α(α=0~1)与组分油密度、黏度三者之间的关系式,从而使改进后的Lederer模型(又叫Shu模型,如式(15))在应用范围和预测精度上均有较大的提高[24-25]。
5)推拉油缸的液压系统采用伺服控制系统,保证此套设备的控制精度高、节能性好,电气控制采用PLC 与彩色大屏显示触摸屏控制系统。
结束语
此设备目前已在客户处安装调试完成,并进行了一系列的生产验证(图4),试制的产品质量非常好,完全满足客户要求。此机型的开发成功,使得我司在车辆行业特种锻造专用液压机领域的实力更加雄厚。

猜你喜欢
中国新闻周刊(2023年42期)2023-12-03 14:39:41
中学生数理化(高中版.高考理化)(2022年3期)2022-04-26 13:41:28
物流技术与应用(2020年5期)2020-06-25 02:48:12
意林(2020年10期)2020-06-01 07:26:37
中国特种设备安全(2019年7期)2019-09-10 07:30:42
新能源科技(2018年10期)2018-02-15 20:23:20
杭州(2015年9期)2015-12-21 02:51:49
中国塑料(2015年9期)2015-10-14 01:12:35
制造技术与机床(2015年10期)2015-04-09 07:05:58
河南科技(2015年2期)2015-02-27 14:20:28
