自制气枪弹制作痕迹的探讨*
2022-04-28 02:00:32朱黔川陆林峰
广东公安科技 2022年1期
姚 琴 朱黔川 陆林峰
(1.重庆警察学院刑事科学技术系,重庆401331;2.重庆市公安局巴南区公安分局,重庆400055;3.重庆市公安局北碚区公安分局,重庆400700)
引言
近年来,我国气枪案件高发。在这些气枪案件中,多数气枪弹为自制气枪弹,制作过程中人为因素的参与增加了气枪弹制作痕迹的选取难度,给证据固定、检验鉴定和打击涉案人员带来了一定的挑战。
在涉气枪弹特别是网络制贩气枪弹的案件中,为了确保证据链的完整性,公安部门在委托鉴定时除了关注气枪弹的尺寸和数量,有时还会对涉案物证中出现的制作工具与气枪弹的关系进行鉴定。一般的自制气枪弹制作痕迹是制作工具上的痕迹和模具上的痕迹在气枪弹体上的镜像反映,具备所有工具痕迹普遍存在的特定性、相对稳定性和反映性,选取其中客观、真实、可靠的痕迹特征,不仅可以明确现场收缴的气枪弹制作工具[1],还能串并案件,从生产制造气枪弹的源头上对气枪案件进行有效打击[2]。
在国外,由于气枪弹的持有与制造并不是法律关注的焦点,所以,对气枪弹制作痕迹的研究较少。而我国虽然严格管控枪支弹药,但对气枪弹痕迹的研究仅集中在气枪弹击发后的痕迹方面的研究,对于气枪弹制作痕迹的研究几乎为零。
本研究利用现场查获的常见的冲压工具、模具和原材料,冲制圆头气枪弹,观察气枪弹内表面底部和外表面制作痕迹的种类特征和个别特征,探讨制作痕迹的影响因素和稳定性,为认定气枪弹的制作工具和串并案件以及鉴定其他非制式枪弹的制作痕迹提供一定的参考。
1 材料与方法
1.1 材料与制作工具
本实验所用的材料与制作工具均为实际案件查获的自制气枪弹的通用材料与制作工具,包括铅条若干、40 孔5.5mm 模具1 副、尖头冲压工具5枚、金属原料裁切器1架、锤子1把。
1.2 方法
1.2.1 样本制作
用金属原料裁切器将铅条裁剪成等长且质量相近的铅粒,共200 粒,分别通过上盖板的进料孔洞放置于两块组装的模具阴模中,尖头冲压工具对准模具孔,用锤子进行垂直打击,拆解模具,取出气枪弹,每枚冲压工具借助同一组装的模具阴模制作40 发气枪弹。此过程中铅粒与冲压工具尖头部位接触,形成气枪弹的内表面底部痕迹,即1 枚尖头冲压工具形成40个重复的内表面底部痕迹;铅粒与模具阴模接触形成气枪弹的外表面痕迹,5 枚尖头冲压工具形成5次重复的外表面痕迹。
1.2.2 拍照观察
用尼康D810数码照相机拍照记录气枪弹的外观形态;用VHX-600E 超景深三维显微系统分别观察气枪弹内表面底部和外表面制作痕迹的种类特征和个别特征。
2 结果与讨论
2.1 气枪弹外表面制作痕迹的特征
气枪弹外表面制作痕迹的特征主要由模具阴膜的种类特征和个别特征引起。
2.1.1 气枪弹外表面制作痕迹的种类特征
一般而言,铅弹制作主要有轧制和冲制两种方式。由于轧制需要通过输料、冲孔、落坯和滚轧成形,工序繁琐,要求的制作部件复杂,一般用于制式气枪弹的制作[3]。而对于自制的非法的气枪铅弹,目前主要还是通过较为简单的模具冲制而成。而冲制的模具,在制作过程中为了方便取获气枪弹成品,阴模由两片相互契合的可拆卸的模具板合并而成,合并处会出现一定的缝隙,由此构成区别于轧制方式的模具种类特征。这种种类特征体现在铅弹上就会形成贯穿整个外表面的平分弹体的凸起线条(见图1)。因此,该凸起线条成为了区分制式与非制式气枪弹的重要依据。另外,值得注意的是有时因该凸起太明显,还需要借助修剪工具人为修剪后才能得到成品,人为因素的参与会增加外表面制作痕迹的复杂性以及特征痕迹的选取难度,影响检验鉴定。
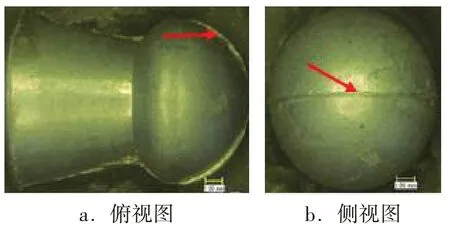
图1 气枪弹外表面因模具阴模挤压形成的凸起线条
2.1.2 气枪弹外表面制作痕迹的个别特征
气枪弹外表面制作痕迹还具有一些稳定的个别特征,如凹陷痕迹(如图2 红色圆圈内所示)和线条状痕迹(如图2 绿色圆圈内所示),它们呈不规则分布,皆能稳定反映模具阴模的凹凸不平、裂纹、缺损等特征。
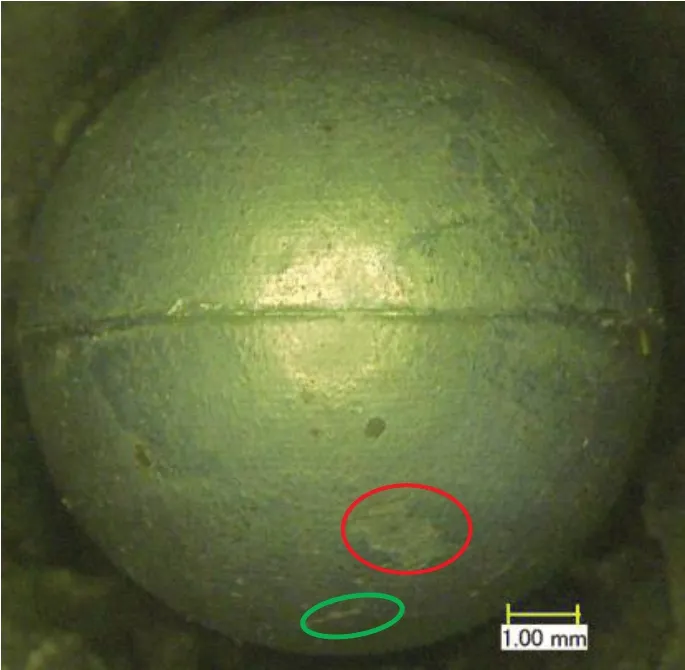
图2 气枪弹外表面制作痕迹的个别特征
本研究中的两块模具上下两面皆有阴模(见图3),两块模具上下拼装方式不同会导致气枪弹外表面出现两种情况。以该模具为例,假设气枪弹一侧的外表面制作痕迹对应A 号阴模的结构特征,则另一侧的外表面制作痕迹有可能对应B号阴模的结构特征,也有可能对应C号阴模的结构特征。因此,在气枪弹外表面的检验鉴定过程中要考虑全面,应以气枪弹外表面凸起线条为中轴,以气枪弹单侧为单位进行观察,以免影响检验鉴定结果。另外,气枪弹因质地软、密度小、强度低、内应力弱、易发生形变等原因,在储存、运输、填装等过程中其外表面易受人为因素的影响,形成不稳定的痕迹,在鉴定过程中应制作多个重复样本排除此类痕迹。

图3 模具阴模面
2.2 气枪弹内表面底部制作痕迹的特征
气枪弹内表面底部制作痕迹由冲压工具在力的作用下打击形成,为凹陷状痕迹,主要反映的是冲压工具尖头部位的痕迹特征。
2.2.1 气枪弹内表面底部制作痕迹的种类特征
利用实验中的模具,通过5 枚不同尖头冲压工具重复制作出的气枪弹,其内表面底部痕迹均出现了位置和形态相对稳定的特征,即在气枪弹内表面底部中心处具有不规则的近圆形痕迹(如图4 红色圆圈内所示),在该痕迹周围还存在数条以其为圆心,半径大小和粗细各异的线条状凹凸相间的痕迹(如图4 箭头所示)以及底部边缘处面积较大的形态各异的凹陷痕迹(如图4 方框所示)。值得注意的是制作气枪弹的过程中,用同一枚冲压工具制作多枚气枪弹,因敲击的作用力大小和方向、敲击次数、冲压工具与铅粒的相对位移,中心处的痕迹形态可能会出现重叠或错位,底部边缘处的凹陷痕迹数量和形态也会发生改变。另外,虽然线条状凹凸相间的痕迹是尖头冲压工具在车制过程中形成的纹线结构的镜像反映,但是在多次使用尖头冲压工具制作气枪弹过程中,该痕迹会造成一定的磨损,线条数量可能会发生一定的改变。因此,在鉴别时需要综合考虑以上因素进行合理的评断。
2.2.2 气枪弹内表面底部制作痕迹的个别特征在自制的气枪弹样本中,气枪弹内表面底部还具有稳定的长短和粗细不一的线条状凹陷痕迹(如图4 绿色圆圈内所示)。该类线条状凹陷痕迹的形态、大小、方向、所在位置及其相互间的关系可以作为鉴别不同冲压尖头工具制作痕迹的主要依据。
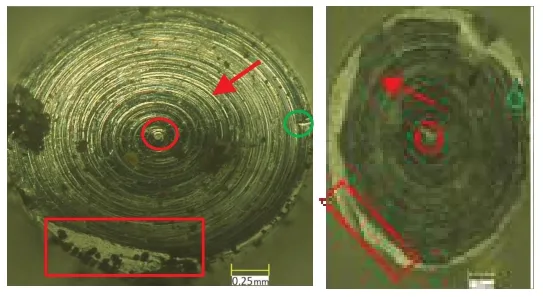
图4 气枪弹内表面底部制作痕迹
综上所述,对比气枪弹内表面底部制作痕迹和外表面制作痕迹的特征(见表1),可得出气枪弹内表面底部制作痕迹和外表面制作痕迹皆存在种类特征和个别特征。内表面底部制作痕迹的造痕体为冲压工具,外表面制作痕迹的造痕体为模具阴模。内表面底部制作痕迹受外界影响因素少,同一认定难度小,检验鉴定结果可靠;外表面制作痕迹分布范围广,影响因素多,需要在制作样本后对不稳定的痕迹特征进行排除。
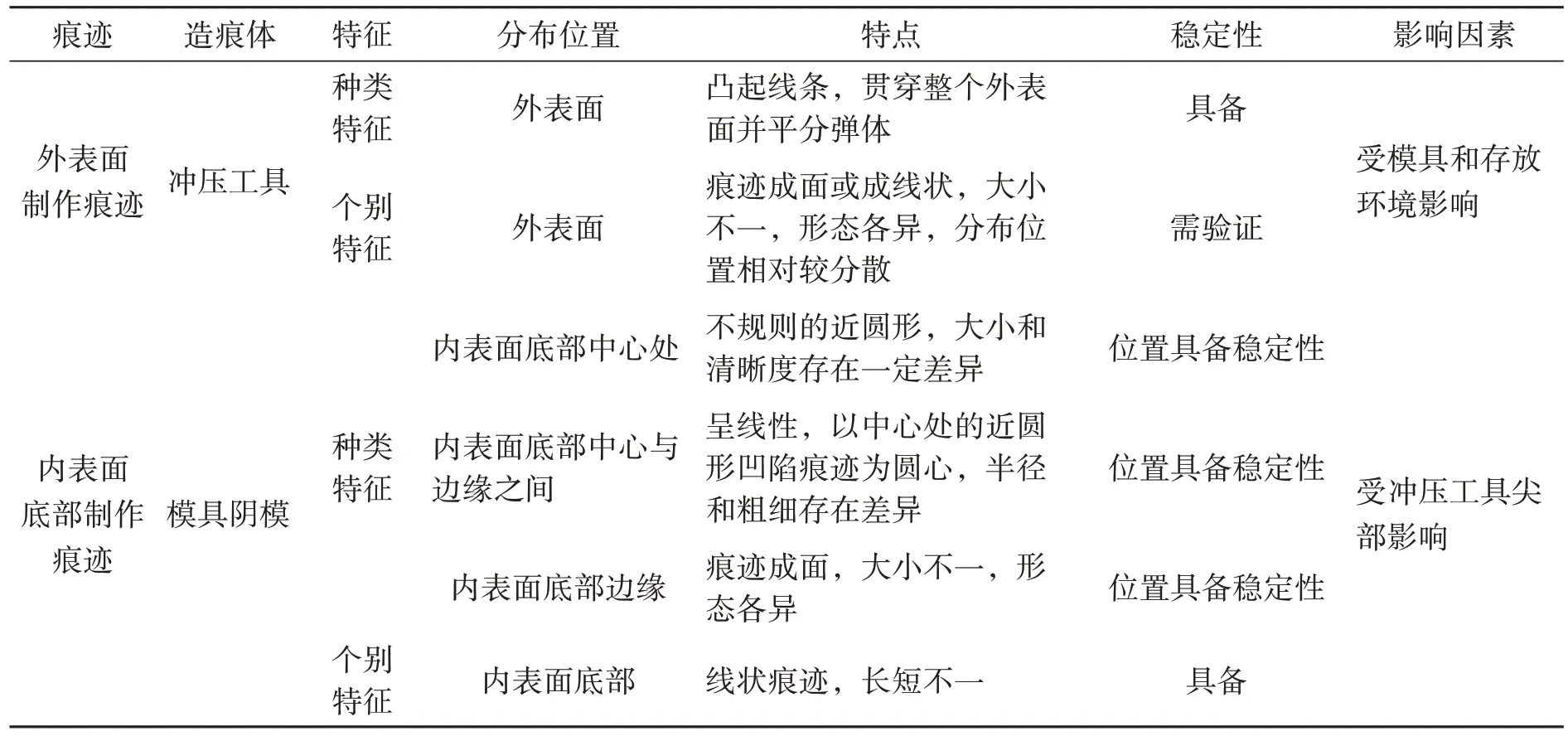
表1 气枪弹外表面制作痕迹、内表面底部制作痕迹综合比对表
3 结论
本研究通过系统地观察气枪弹内表面底部制作痕迹和外表面制作痕迹的种类特征和个别特征,探讨了气枪弹制作痕迹的影响因素和稳定性。鉴定过程中可先检验气枪弹外表面是否有贯穿弹体的凸起线条从而判断该气枪弹是否为非制式,然后在模具组装不变,敲击力度和方向一致的情况下制作样本,特别是要以单侧为单位观察样本和检材的外表面稳定的痕迹特征。本研究中出现的痕迹特征只是通过缴获的常用制作工具和嫌疑人供述的制作工艺获得的特征,针对自制气枪弹的其它制作工具和工艺形成的痕迹特征可能会有所不同。但总的说来,在实际工作中,当查获大量有鉴定条件的自制气枪弹时,利用现场查获的工具和原材料制作气枪弹样本,以气枪弹内表面底部痕迹和外表面痕迹的种类特征和个别特征为对象,与检材进行同一认定,从而完善证据链,可为高效打击气枪案件提供一种新的途径。
猜你喜欢
装备制造技术(2020年9期)2021-01-26 00:14:34
电子测试(2018年6期)2018-05-09 07:31:36
轻兵器(2017年19期)2017-10-23 12:43:42
轻兵器(2017年2期)2017-03-10 15:52:59
小资CHIC!ELEGANCE(2014年9期)2015-03-16 09:56:41
世界制造技术与装备市场(2015年6期)2015-02-28 22:20:24
水生生物学报(2015年1期)2015-02-28 15:59:57
优雅(2014年2期)2014-02-24 10:08:36
科技传播(2013年22期)2013-10-17 11:16:36
警察技术(2013年1期)2013-03-20 14:11:22