
某款发动机VVT相位故障问题解析与改进
2022-04-28 03:43:40陈丽霞赵乃博胡广乔彦超
机械工程师 2022年4期
陈丽霞,赵乃博,胡广,乔彦超
(宁波吉利罗佑发动机零部件有限公司,浙江 宁波 315336)
0 引言
正时系统是发动机五大系统之一,配气正时系统由正时系统和配气机构共同组成,其功能为保障发动机正常顺畅的呼吸。VVT在正时系统中起着关键作用,在不同工况下调节凸轮相位来控制燃烧室内的进气量,对燃烧进行调节,从而调节发动机的功率和转矩[1]。
1 问题描述
某车辆在行驶中故障灯点亮,诊断仪检测后得到发动机相位故障码,通过统计市场发生的47例VVT相位故障发现,55%故障集中在30 000 km以内,86%集中在45 000 km以内,20 000~30 000 km为故障高发区间。
2 原因分析
2.1 故障排查[2]
1)对故障车辆故障码进行读取,VVT相位故障车的故障码为P034100,故障解读为进气侧相位传感器信号不合理。
2)对OCV阀接插件进行排查,插件无异常,重新插拔安装,故障码依旧复现,因此确定插件无异常。
3)更换新OCV阀,故障码依旧复现,因此确定OCV阀无异常。
4)更换相位传感器,故障码依旧复现,因此确定相位传感器无异常。
5)测量凸轮轴信号盘与相位传感器的距离为1.5 mm,因此确定相位传感器与信号盘距离无异常(如图1)。
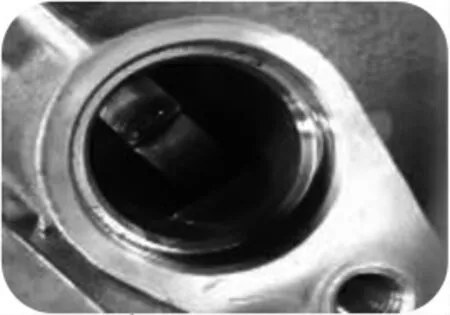
图1 相位传感器
6)一缸盘至压缩上止点位置,评价凸轮轴相位信号盘的角度,信号盘安装无异常。
7)更换进气侧VVT,车辆故障消除。故障跟随进气VVT;拆解后进行故障确认,发现进气VVT锁销表面异常磨损(如图2),转子(如图3)和定子(如图4)均存在磨损问题。
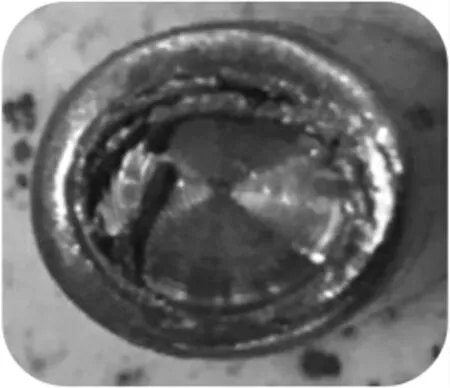
图2 VVT锁销

图3 转子
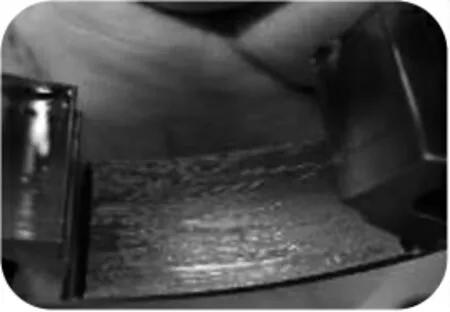
图4 定子
根据以上分析可知,进气VVT锁销异常磨损造成锁销间隙增大,转子和定子严重磨损,导致VVT相位故障问题。
2.2 故障分析
对零部件单体质量及设计尺寸进行排查[3]。
1)锁销全尺寸检测,锁销直径、高度及倒角等尺寸满足图样要求,无异常。
2)锁销金相检测。检测结果为回火马氏体组织,满足图样要求。
3)锁销硬度分析。要求为38~43 HRC,实测为39~41 HRC,合格。
4)盖板密度检测。密度要求为6.8~7.2 g/cm3,实测为6.9~7.2 g/cm3,密度合格。
5)盖板平面度评价。要求为0.05 mm,实测为0.003~0.020 mm,平面度合格且保证水平较好。
6)盖板粗糙度评价。粗糙度要求为Ra3.2 μm,实测为Ra0.67~1.90 μm,检测合格。
7)弹簧座全尺寸检测。长度、宽度、变形角及输出转矩等满足图样要求,无异常。
8)对标分析(如表1)。通过对比标杆机型,标杆机型的锁销和盖板的材料硬度高于故障机的材料硬度,锁销顶部的倒角偏小(如图5)。

图5 锁销头部圆角对比
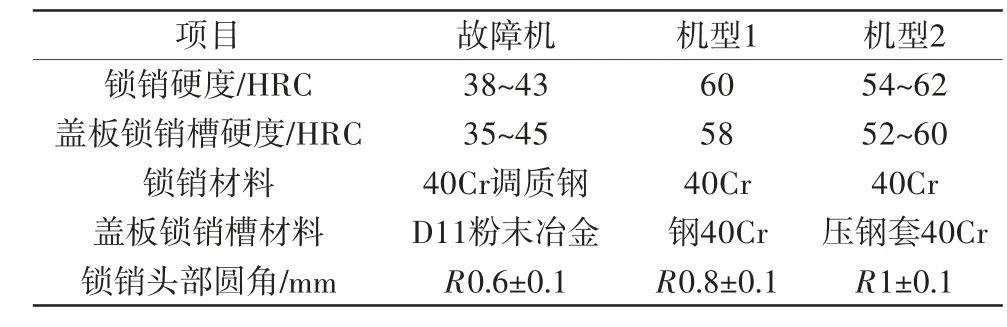
表1 零部件尺寸对比
9)VVT起落销试验。180万次起落销,锁销和盖板表面存在异常磨损(如图6)。

图6 盖板+锁销磨损图片
根据以上分析可知,通过起落销单体耐久验证,故障原因为锁销和盖板的材质硬度偏低且锁销顶部的倒角偏小,结合故障大多发生在长里程范围的情况,可判定锁销长时间运动过程中易产生异常磨损,造成配合失效,导致故障发生。
3 整改对策
对于锁销,调质处理改为淬火处理,硬度由38~43 HRC提升到53~58 HRC,锁销头部圆角由R0.6 mm 更改为R0.8 mm,对VVT锁销头部进行抛光处理[4]。
对于盖板锁销孔,淬火位置由盖板锁销孔改为钢套结构(盖板锁销槽更改前如图7所示,更改后如图8所示),材料由粉末冶金改为40Cr,硬度由35~45 HRC提升到48~53 HRC。

图7 盖板锁销孔

图8 盖板锁销孔压装钢套
4 效果验证
对优化后的VVT开展性能试验验证,性能均满足要求,整改有效。
1)整车VVT跟随性、台架VVT跟随性、NVH、VVT起落销、耐脏油落销试验,验证均满足要求。
2)VVT整车跟随性试验。稳态偏差≤2 CA,目标与实际相位偏差>4 CA时间小于1 s。
3)VVT台架跟随性试验(如图9)。响应时间≤0.6 s,调节时间≤1 s,稳态偏差≤1.5 CA,超调≤3 CA[5]。
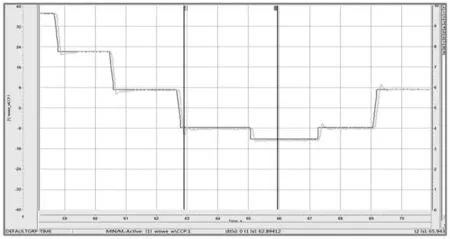
图9 VVT台架跟随性试验
4)NVH 试验。2POT,3WOT,IDLE冷启动,对比NVH,无敲击噪声,相比原状态无恶化(如图10)[6]。
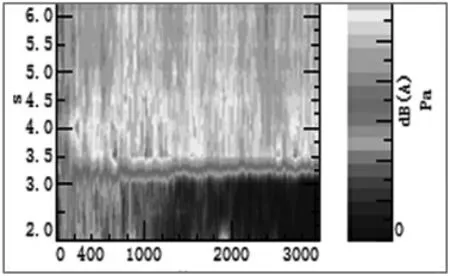
图10 NVH试验
5)VVT起落销试验。VVT带动链条起落销,链条力为600 N,频率为1 Hz,试验500 h(180万次起落销),锁销无异常磨损(如图11)[7]。

图11 试验后锁销状态
6)耐脏油落销试验。油温为(100±5)℃,油压为(500±20)kPa,OCV阀外接控制VVT 工作,频率为1 Hz,每隔10 min检查锁销复位情况,检查50次。锁销可正常落销。
7)台架及整车试验锁销磨损对比。整车10 万km综合耐久验证,整改前VVT锁销磨损量为0.55 mm(如图12),整改后磨损量为0.012 mm(如图13),整改有效。

图12 整改前锁销
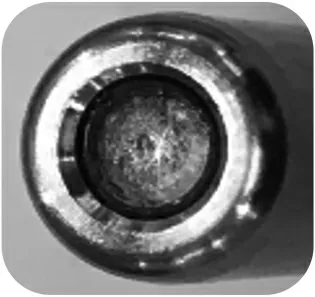
图13 整改后锁销
对整改后样件完成整车VVT跟随性、台架VVT跟随性、NVH、VVT起落销、耐脏油落销试验及耐久试验,均通过试验,整改有效。
5 结语
本次针对VVT相位故障问题进行了全面的解析,从故障现象开始对相关零部件进行尺寸检测、硬度检测、金相检测及单体耐久分析,对故障零部件金相进行全面剖析,并对标杆机进行对标,分析耐久性强的机型相关结构及相关零部件的技术参数,针对差异点进行剖析论证,结合故障失效原因确定零部件整改对策,整改后对零部件单体进行全面的可靠性验证。优化了锁销的硬度和倒角,优化了盖板锁销孔结构并提高硬度以改善销孔的耐磨性能,从而解决了锁销和销孔异常磨损带来的VVT相位故障问题。
猜你喜欢
中小企业管理与科技(2022年6期)2022-06-14 06:03:08
建材发展导向(2022年1期)2022-03-08 01:53:04
纺织器材(2021年5期)2021-11-11 06:05:18
工程技术研究(2021年7期)2021-05-30 02:55:04
智富时代(2018年7期)2018-09-03 03:47:26
纺织器材(2017年2期)2017-04-20 02:58:33
时代农机(2017年2期)2017-04-02 19:19:12
山东工业技术(2016年15期)2016-12-01 05:31:51
上海金属(2016年2期)2016-11-23 05:34:40
石油知识(2016年2期)2016-02-28 16:20:21
