
一体织造成形技术及其在短裙上的应用
2022-04-27 05:10李玥佳鲁佳亮刘亚楠虞旭栋
毛纺科技 2022年4期
苏 淼,李玥佳,鲁佳亮,刘亚楠,虞旭栋
(1.浙江理工大学 纺织科学与工程学院(国际丝绸学院),浙江 杭州 310018; 2.浙江理工大学 国际丝绸与丝绸之路研究中心,浙江 杭州 310018)
我国已制定2030年前实现碳排放达峰、2060年前实现碳中和的目标,这对纺织行业绿色发展形成刚性要求,整个纺织服装产业应该凝聚共识,朝着生态环保,集约高效的方向发展,这也是纺织强国应有之责[1]。一体织造成形产品加工工序简单,加工过程无需缝纫与剪裁,可避免大量资源浪费。对该技术及产品的研究响应了国家实现纺织强国目标、推进行业“科技、时尚、绿色”高质量发展的号召。
目前市场上成形类纺织品大多是针织类产品,机织类成形纺织品的研究及其应用实例比较少见。机织成形技术可分为半织造成形技术和一体织造成型技术。关于半织造成形技术的研究与应用已有实例,周洁雅[2]通过纹织CAD进行数码化设计,研发出了一端具有收缩性的矩形织物,将织物两侧边缝合后可得到一件伞状的半裙,为本文一体织造成形短裙的研究带来启发,该技术虽然减省了一部分缝纫工序,但没有完全脱离缝纫工序,属于半织造成形产品,还有优化提升的空间。机织一体成形技术织出的织物具有立体结构,之后不需要再进行任何连接操作。机织人造血管是利用管状组织一体织造的较简单的立体织物,美国新泽西州奥克兰医疗研究所[3]开发出了可移植人造血管,这种人造血管可在电子提花机上织出无缝的、可变直径的管子织物,织物直径虽小,却需要较高的劳动技术,所以在提花机上织造直径较大的管状织物会受到技术和机器自身的限制而难以实现。王振永等[4]通过巧妙的设计,利用双层结构和空心袋织将织物分出固结区、遮光区、浮线区,一体织造生产出展开透光百叶窗帘立体织物,该设计扩展了机织产品的应用领域,为立体织物的一体织造的应用开创了新思路。传统家纺套件是在平面设计的基础上,经过平面剪裁再缝纫完成的,吕治家等[5]采用双层套状结构,在大提花机上织造出生态环保的一次织造成形家纺套件,对传统纺织品的生产提供了新方法。
本文在前人研究的基础上,探讨了一体织造成形技术,将该技术创新应用在短裙生产过程中,经过双层组织、单层组织、水波纹纹样的设计以及经纬纱线的选择过程,得到短裙纹板文件,最后在剑杆织机上生产出具有立体结构的提花短裙。该提花短裙使用一体织造成形技术生产,下机即成品,为纺织服装行业带来新的生产方式和产品创新设计的技术支持。
1 一体织造成形技术
1.1 成形原理
互相垂直的一个系统的经纱和纬纱在织机上经过一定规律交织可形成单层织物,多个系统的经纱或纬纱参与交织,可突破单层织物的平面结构,实现分层,织物上不仅有单层区域,还具有双层(或多层)区域,从而织物具有立体结构[6],在织物双层区域上进行提花设计,会增加织物的美感。
下面以一种织物由2个系统的经纱和纬纱交织的情况:织物上单层区域和双层区域的地部均采用平纹组织,双层区域的花部采用四枚缎纹组织,来说明一体织造成形技术的成型原理。方格图中纵格代表经纱,横格代表纬纱,“■”和“×”代表经组织点,“□”代表纬组织点,●表示里纬织入时表经全部提起[7],绘制出这种织物简化的组织图,组织图见图1。

图1 组织图Fig.1 Fabric weave
图1中编号为1、Ⅰ、2、Ⅱ、9、Ⅸ、10的经纱位于单层区域。编号为3、Ⅲ、4、Ⅳ、5、Ⅴ、6、Ⅵ、7、Ⅶ、8、Ⅷ的经纱位于双层区域,其中编号为3、Ⅲ、4、Ⅳ、5、Ⅴ、6、Ⅵ的经纱位于双层区域花部,编号为7、Ⅶ、8、Ⅷ的经纱位于双层区域地部。为了更直观地说明织物成形原理,将图1组织图在EAT织物模拟软件中模拟出纱线交织的立体结构图,纱线立体结构图见图2。

图2 纱线立体结构图Fig.2 Three dimensional structure diagram of yarn
可以看出,在双层区域上层时,里经全部下沉,表经与表纬进行交织。在织造双层区域下层时,表经全部提起,里经和里纬进行交织,实现了在织物特定区域立体成形。
1.2 成形关键因素
通过研究前人一体织造成形立体织物实例,可以发现:人造血管织物选用的织物组织是管状组织;展开透光百叶窗帘面料选用的织物组织是双层组织;一体织造成形家纺套件织物是单层组织配合使用双层组织。
纺织产品织造过程中能否一体成形,关键在于织物组织设计。当织物只使用单层组织时,只能织出单层的平面结构织物。当织物只使用双层组织并设有接结点时,只能织出双层的平面结构织物。只有当织物使用非单层或非单一的织物组织时,织物才具备分层的条件,形成立体结构。以上织物组织设计与织物结构之间对应关系见表1。
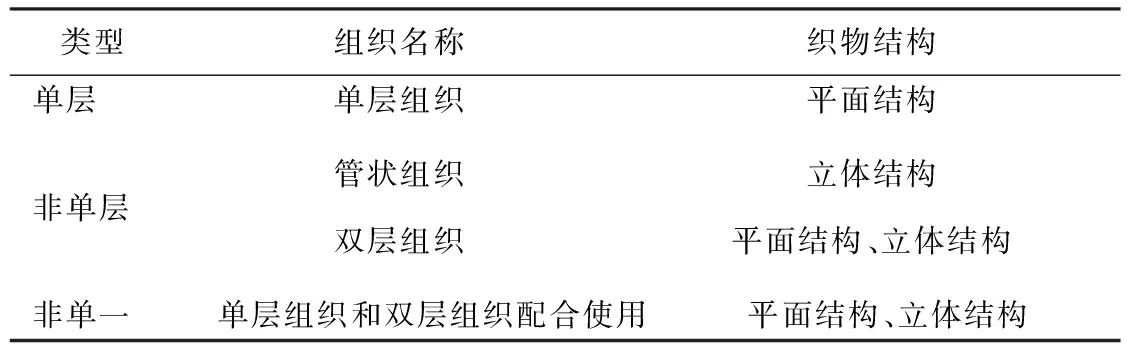
表1 织物组织设计与织物结构之间对应关系Tab.1 Corresponding relationship between fabric weave design and fabric structure
1.3 成形方法
利用一体织造成形技术生产纺织品有多个步骤,一体织造成形技术生产流程图见图3。

图3 一体织造成形技术生产流程图Fig.3 One weaving process production process diagram
一体织造成形方法指导整个织物的织造生产过程。首先根据预期产品织物的形状,获得织物尺寸并提取轮廓曲线,同时选择合适的纹样作为织物的单元纹样,该单元纹样四方连续织成的织物上图案连续。结合织物单元纹样以及轮廓曲线绘制出织物意匠图,一般是轮廓内为双层区域,实现织物分层,轮廓外为单层区域,使分层的地方进行连接。根据织物尺寸完成小样参数的计算,设置好纹织CAD中小样参数,生成织物的纹板文件。从纱线材质、线密度、捻度等方面综合考虑,选择织物原料,在工厂完成织造生产。该技术方法生产的纺织品下机后无需任何连接操作,即符合预期尺寸、结构以及纹样等要求。
2 一体织造成形短裙设计
传统机织女裙是经过挑选面料、剪裁缝纫等多个生产工序加工而成,其生产流程较长,制作较复杂,制造过程中需要消耗大量人力,并产生大量面料边角的浪费。本文尝试一种将一体织造成形技术与女裙制作相结合的生产方法,使用G6300-1900型剑杆织机(海宁中纺面料科技有限公司)直接将纱线织成短裙。这个生产方法成功运用,可为纺织服装提供新的生产方式,节约人力资源、减少原料浪费,对纺织服装行业的绿色发展具有重要意义。
2.1 纹样设计
纱线在不同织物组织中的弯曲程度不同,会产生不同收缩,为了减少这种织缩差异,保证织造顺利进行以及面料均匀度良好,在设计短裙纹样时应尽量使纹样均匀散布整个裙面。以水波纹为灵感设计出疏密均匀的四方连续单元纹样,短裙单元纹样见图4。

图4 短裙单元纹样Fig.4 Unit pattern of skirt
2.2 工艺设计
本文所用剑杆织机纹针数为7 680针。短裙织物工艺规格见表2。

表2 短裙织物工艺规格Tab.2 Process specification of short skirt fabric
2.2.1 原料的选择
涤纶长丝具有弹性回复性好、保形性好、强度较高、不易起皱等优点,所以经纱选用涤纶全拉伸丝。纬纱选用具有弹性的涤纶/氨纶包芯纱,织物纬向具有弹性,省去了在裙子上绱拉链的步骤,更加突出本设计一体织造成型的特点。夏季炎热,短裙织物以质地轻薄为宜,所以选用的纱线线密度较高。
2.2.2 意匠图绘制
勾勒短裙轮廓考虑的因素:一是在长度上选择风格较活泼、体感清凉的短裙长度,裙摆到大腿中部;二是在版型上选择对女性身材包容性较强的A字形短裙。裙腰腰线设计在人体腰部最细处。选择中间体号型的短裙尺寸规格为参考[7-9],短裙结构图见图5。

2a—裙腰;2b—臀围;c—裙长;2d—下摆围;e—裙腰宽;单位:cm。图5 短裙结构图Fig.5 Structural drawing of skirt
短裙小样参数设置。短裙意匠图上,短裙轮廓内是双层区域,其余为单层区域,双层区域需左右居中,先计算短裙双层区所需纹针数,见式(1):
(1)
式中:B为双层区域纹针数,针;d为腰宽,cm;Pj为经向密度,根/(10 cm)。
计算出B的值为5 500针,修正为5 504针(8的倍数)。剑杆织机总纹针数有7 680针,还有2 176针空针,左右单层区域各有1 088针,数值刚好为8的倍数。意匠图采用展经叠纬画法,经纱数和总纹针数相同为7 680针。设计短裙上下裙边宽度f各为2 cm,计算纬纱数:
L=c+e+f+f
(2)
式中:L为花回长度,cm;c为裙长,cm;e为裙腰宽,cm;f为裙边宽度,cm。
(3)
式中:M为纬向数,根;Pw为纬纱密度,根/(10 cm)。
纬纱数M的值为1 275根,修正为1 280根(8的倍数)。因此设置意匠参数:经纱数为7 680根,纬纱数1 280根,经向密度110根/(10 cm),纬向密度25根/(10 cm)。在浙大经纬纹织CAD系统中引入短裙单元纹样和轮廓图,绘制出短裙意匠图见图6。

图6 短裙意匠图Fig.6 Pattern gird of short skirt
2.2.3 织物组织设计
织物组织设计是女裙一体成形的关键,双层组织和单层组织配合使用可以织造出满足本次设计要求的立体结构。在设计短裙的织物组织时应该考虑组织平均浮长差异,避免经纱织缩过大,保证织造的顺利进行。为了短裙外观更加美观,一体织造提花短裙采用反织法织造[10],短裙成品下机后里外翻转即可。意匠图上短裙轮廓区域内使用无接结双层组织,甲经∶乙经=1∶1,甲纬∶乙纬=1∶1,其余区域使用单层组织。双层区域地部使用平纹组织,纱线交织更紧密,可以更好地固结具有弹性的纬纱,地部组织图见图7。缎纹组织做双层区域花部组织,缎纹组织结构稀疏,交织点少,纬纱有弹性收缩的空间,地部与花部一紧一松的组织搭配方式可以更好地显现裙面花纹的效果,花部组织图见图8。图7和图8中“×”表示表层经组织点,“■”表示里层经组织点,“□”表示纬组织点。

图7 地部组织图Fig.7 Fabric weave of background field
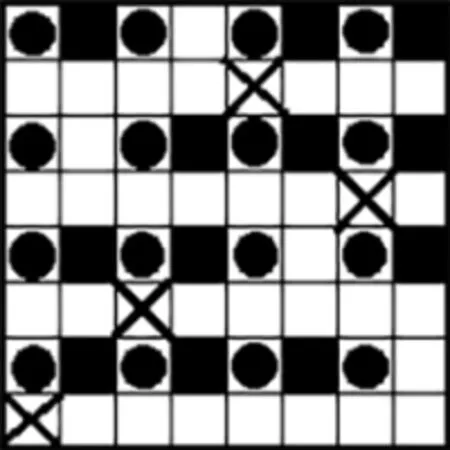
图8 花部组织图Fig.8 Fabric weave of pattern field
单层区域织物密度是双层区域上织物密度的2倍,因此两侧区域的组织应适当稀疏。综合以上考虑,单层区域使用循环单元更大的缎纹组织:八枚缎纹,单层区域组织图见图9。图9中,“■”表示经组织点,“□”表示纬组织点。

图9 单层区域组织图Fig.9 Fabric weave of single layer area
在纹织CAD软件中经过建立纬纱排列信息、主纹针轧法说明、组织与组织库以及辅助针轧法说明等得到纹板文件[11]。
2.3 短裙成品展示
工厂打样得到提花短裙实物后,经过100 ℃沸水浸泡5 min的后处理过程,短裙面料收缩,具有弹性。短裙实物图见图10。

图10 短裙实物图Fig.10 Photo of skirt. (a) Skirt front; (b) Skirt side; (c) Skirt side seam; (d) Skirt waist detail
后处理使短裙面料上具有独特的泡泡绉外观,面料不黏皮肤、凉感舒适且褶皱感强烈。裙腰处缎纹组织结构稀疏,给弹性纬纱留下了收缩的空间,使得腰间弹性好、不紧绷。短裙侧缝处花纹连接工整,没有传统方式生产短裙时因缝纫工技术不佳或剪裁不齐,造成花纹拼接不齐的困扰。
3 结 论
本文从分析一体织造成形技术的成形原理出发,总结出该技术适用的织物组织,即只有使用非单层或非单一的织物组织时,织物才能织出立体结构。从组织结构设计、纱线选择、纹样设计三方面对一体织造成形技术进行研究。将该技术创新性的与服装生产相结合,最终在剑杆织机上生产出一体织造成型的短裙,并得出以下结论:
①一体织造成形生产方式简化了短裙生产工序,降低了人工成本,节省了纺织材料,是一种新的机织短裙服装生产方式。
②由于短裙的板型不是本文研究重点,本文只简单提取了短裙轮廓曲线用于短裙意匠图绘制,使得成品板型并不完美,在今后研究中,通过在短裙上分区设计织物组织或优化短裙轮廓曲线,可使设计的短裙更符合人体工学。
③在材料选择上,可以选取熔纺氨纶和锦纶做短裙的原料。熔纺氨纶和锦纶的交织混纺织物具有在一定温度和加热时间下能定形的性质,可随意剪裁且裁切边缘整齐不脱边。这种材料的使用,将进一步简化一体织造成形短裙的生产工艺流程。
猜你喜欢
分子催化(2022年1期)2022-11-02
学苑创造·A版(2022年6期)2022-06-20
江南诗(2020年3期)2020-06-08
凤凰生活(2018年10期)2018-10-31
中国建筑金属结构(2018年4期)2018-05-23
领导文萃(2018年7期)2018-05-18
动漫界·幼教365(小班)(2018年3期)2018-05-14
科技创新与应用(2017年26期)2017-09-12
环球时报(2017-03-02)2017-03-02
环球时报(2016-12-15)2016-12-15
