
浅析铝电槽槽体结构节能降耗技术策略
2022-04-25 01:11刘君鹏
新疆有色金属 2022年2期
刘君鹏
(新疆生产建设兵团第八师天山铝业股份有限公司,新疆石河子 832000)
1 引言
铝电解工业主要槽型是200~500 kA 等不同容量的预焙槽型,目前最大槽型已经达到600kA。随着经济技术发展的需要,铝电解槽向着大型化、智能化方向发展,高产出、低能耗、低排放是整个电解铝行业的发展趋势。众所周知,电解铝工业是有色冶炼行业中的耗能大户,电解铝生产的耗电量占全国总发电量的7%~8%。根据相关数据,在大型预焙铝电解槽的能量耗损中主要包括电流效率损失、电压降和热量损耗,电耗是一个非常重要的技术经济指标[1]。因此探究电解铝生产节能减排技术显得尤为重要。如何大幅度降低铝电解生产能耗及排放指标是电解铝企业面临的首要问题。
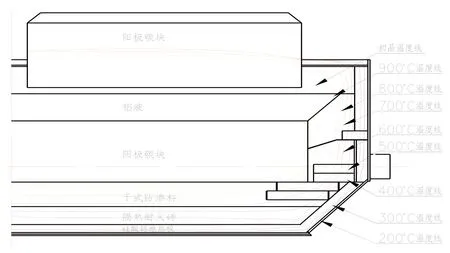
2 内衬结构优化
在铝电解生产实践中,能耗与内衬结构及材料密切相关。电解槽的内衬设计需要考虑侧部有效散热与建立稳定的、合理形状的炉帮即正常槽槽帮非冷槽、热槽槽帮。内衬中等温线分布:900℃等温线应在阴极碳块层下面,避免电解质在炭块中凝固结晶,造成炭块损坏;800℃等温线应在保温砖层以上,以免保温砖受高温作用而破坏[2]。根据铝电解槽结构特性,电解槽可划分为三个区,它们分别是:侧部区、阴极区、保温隔热区。
2.1 侧部设计有序散热
适宜的炉帮形状和槽底保温既是电解槽长寿命的基础,也是实现高指标的必要条件。要实现这一点,就要求电解槽的散热必须是有序的。传统结构的槽型,角部易发冷,伸腿过长,整体的热平衡调节能力差,槽帮不易形成且不规整,这些因素均与侧部散热息息相关,归根结底散热与侧部结构设计和材料使用有关。采用整体烧制成型的侧部异形炭块,其上槽施工较扎糊更为便捷,不会在生产过程中产生扎糊分层的情况,整体性优于扎糊。
2.2 阴极区优化导电性能
2.2.1 阴极钢棒材质与结构优化
(1)异型阴极结构,实现有序内部电流场。异型阴极技术[3]可以降低熔体流速和波动,减弱电解槽内铝液中的水平电流,提高铝液液面稳定性,提高有效极距,可以降低槽工作电压,提高电流效率,实现节能。实践表明,异型阴极技术在电解槽上确实取得了比较显著的节电效果。
(2)石墨化阴极。石墨化阴极具有更优的导热、导电性能,有利于降低阴极压降,有利于提高阴极区的散热能力,利于形成良好热平衡,有利于提高阳极电流密度。石墨化阴极具有更低的钠膨胀率、更高的体积密度和较低的灰分,使其具有更优的抗电解质腐蚀和渗透性能,有利于延长槽寿命。
2.2.2 阴极炭块-钢棒组装
根据电解槽大修统计资料[4],90%以上的铝电解槽停槽大修均是由于阴极底部破损所致。主要原因是阴极炭块间缝渗入电解质和铝液导致电解槽发生早期破损。根据实践经验表明,阴极炭块间缝是整个槽体结构的最为薄弱的部分。组装扎固质量决定着炭块与钢棒的整体性,直接影响着阴极炭块电流分布。
目前,国外电解铝行业已普遍采用磷生铁浇铸设备进行阴极钢棒组装,而我国电解铝企业采用人工进行布料及扎固作业,每次扎固作业存在施工人员多、施工人员能力有差别、施工环境差、劳动强度大、扎固质量参差不齐的问题。为此,提升自动化扎固水平,研究自动化扎固设备和磷生铁浇铸工艺与设备意义深远。
2.2.3 保温隔热区优化
该区域底部结构应具有足够的耐压强度,能够抵御重力、内应力引起的变形,另一方面,此区域还应具有较好的保温性能,以减少阴极表面沉淀。从阴极底部至槽壳底部的区域,自下而上采用氧化铝、电解质、混合料粉分层构筑阴极炭块保温隔热层,会获得良好的保温隔热效果。
2.3 阳极钢爪优化
目前,绝大多数电解铝企业采用中频炉炼钢与消失模铸造生产的阳极钢爪。由于铸造工艺自身的缺陷,铸造钢爪中的铸态组织晶粒十分粗大,存在夹杂、气孔等缺陷,由于这些缺陷的存在造成钢爪导电性和力学性能较差,在正常电解生产使用过程中,铸造钢爪在热状态下形变内弯严重,严重时甚至发生断裂。
结构型节能钢爪选用热轧钢通过焊接成型,组织致密,机械性能高于铸铁,不存在气孔等缺陷,综合性能明显优于铸造钢爪。因而结构型钢爪替代铸造钢爪有利于实现节能目的。
3 结束语
在世界能源日趋紧张的环境下,作为高能耗的电解铝企业应做好节能降耗工作。从铝电解槽节能角度讲,一是以内衬结构设计作为突破口,改变熔体非稳流特性,二是选用高质量导电材料,如石墨化阴极和结构型节能钢爪,提高各组成部件的导电性,降低电能损耗,三是优化电解槽施工工艺,提升相关设备及工艺自动化水平。努力寻求电解槽周期寿命、能耗、环境之间的最佳结合点。
猜你喜欢
学苑创造·C版(2022年8期)2022-06-18
大众科学·上旬(2019年8期)2019-09-10
科学与技术(2019年1期)2019-02-14
中国新技术新产品(2018年3期)2018-02-01
中国新技术新产品(2017年6期)2017-03-20
印刷技术·包装装潢(2015年12期)2016-02-18
科技与创新(2015年10期)2015-07-07
城市建设理论研究(2012年35期)2012-04-23
小火炬·阅读作文(2009年5期)2009-05-27
