
中厚板切割的应用:连续切割
2022-04-22 14:21:58葛春笋西阁玛软件系统上海有限公司
钣金与制作 2022年4期
文/葛春笋·西阁玛软件系统(上海)有限公司
连续切割是指前后两个个体(零件,轮廓或者线条)不使用空行程过渡,而是直接相接进行切割。使用连续切割能够让切割效率提升,对火焰切割而言能够节约气体,对等离子切割则能减少耗材损耗,对激光切割可以减少加工成本(穿孔)。能够实现连续切割的工艺有借孔、割缝边、共边、串割、搭桥等,这些都可以纳入连续切割的范畴。本文将分享SigmaNEST软件的设计思路和几个有意思的客户应用场景,希望能够给大家带来一点灵感和DIY的应用帮助。
首先简单介绍一下软件的设计界面和逻辑,图1所示界面是主要参数界面。图中的最大长度是指将前一个切割个体的引出和下一个个体的引入,这里设置的就是100mm进行连接(取代空运行),这样就减少了穿孔,也省去了切割头的上下动作。通过这样的设定,就可以进行基本的连续切割生产。
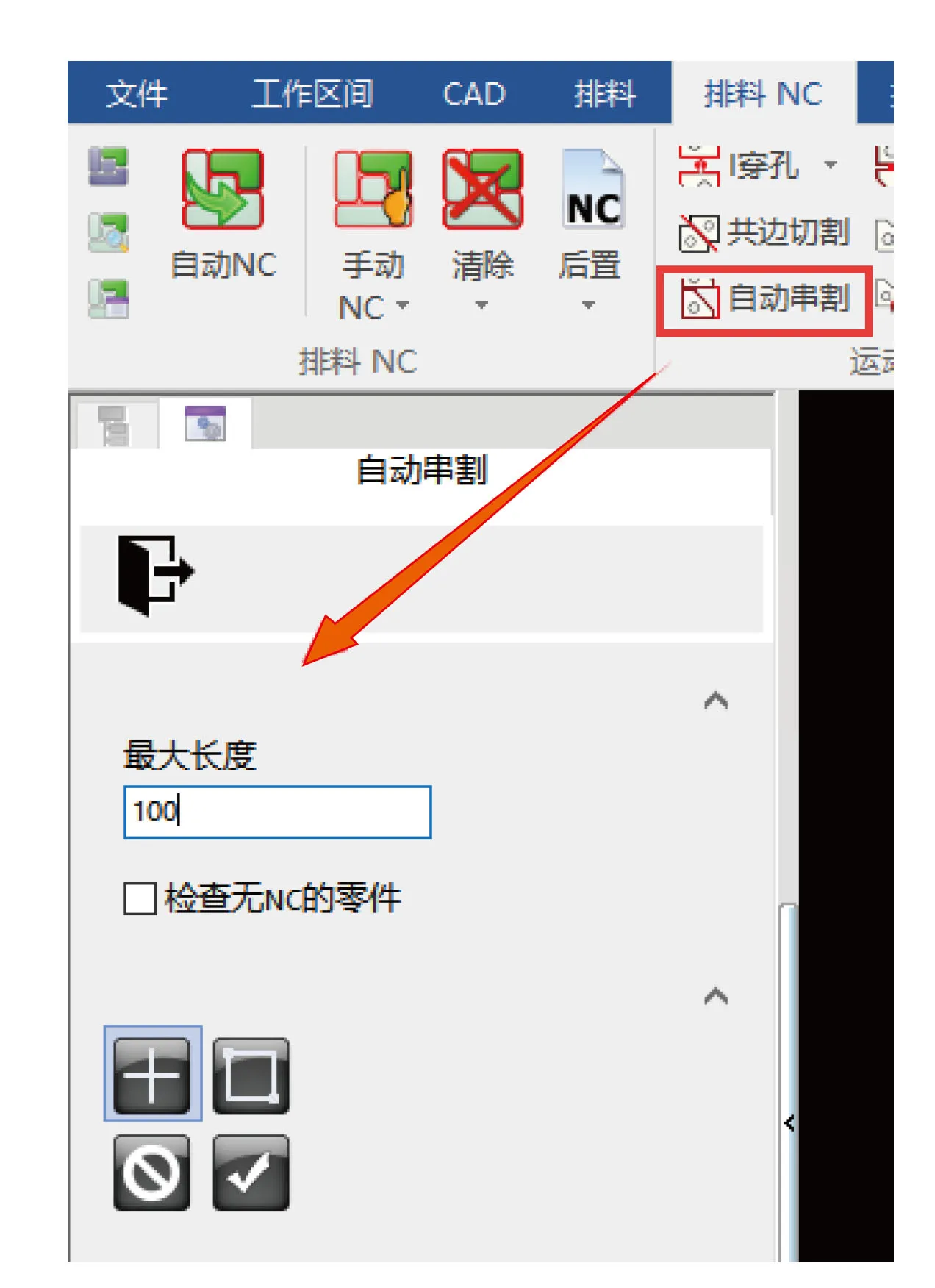
图1 主要参数界面
图2所示界面则设计了几个可以组合应用的工艺,用户可以依照零件类型进行自由组合,从左到右依次是搭桥和自动连接、快速共边、借孔边。这样就可以尽可能地减少不必要的穿孔,借助软件在整板套料和余料板套料的基础上实现切割个体间的搭桥、串割等高效切割编程,有效减少预热穿孔,去实现高效切割;同时,结合内置切割工艺和数据库,自动识别材料的割缝补偿,进行共边借边切割,有效减少预热穿孔,实现进阶的工艺组合运用。我们所熟悉的火焰和等离子,包括大功率的激光切割,就可以运用连续切割这一工艺,实现“快”和“省”。对此,有三个实际案例进行说明。

图2 组合应用工艺界面

图3 切割工艺
第一个案例如图4、图5所示。某工程机械客户用到的耳块,消耗量大约每月1000件,耳块厚度为16mm,尺寸105mm×75mm,最大的单件重量可能就要到1kg,客户激光切割单件时间为12秒左右。2000mm×1500mm的材料可以排306件,三种不同切割方式时间分别为:单切割用时1h2min23s,加共边用时45min15s,共边加连割用时31min57s左右。
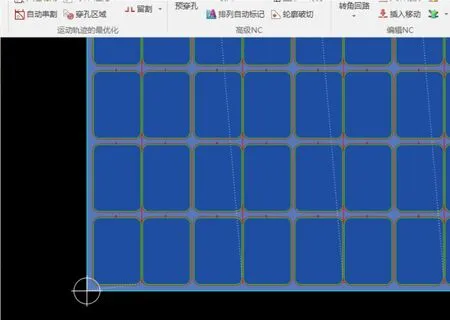
图4 案例一软件界面

图5 案例一切割模拟界面
可以明显看到使用连续切割之后减少了不必要的穿孔,时间上结合共边切割,较单件切割效率提高了近一半。
第二个例子如图6、图7所示,这个案例也是我们客户的实际案例。产品使用等离子去切割,所以没有采用共边模式,同时出于自动落料的需求,所以希望同类型零件能够集中落料,故采用了这种绕出连割方式。这里截取了当时的一些方案对比和数据。
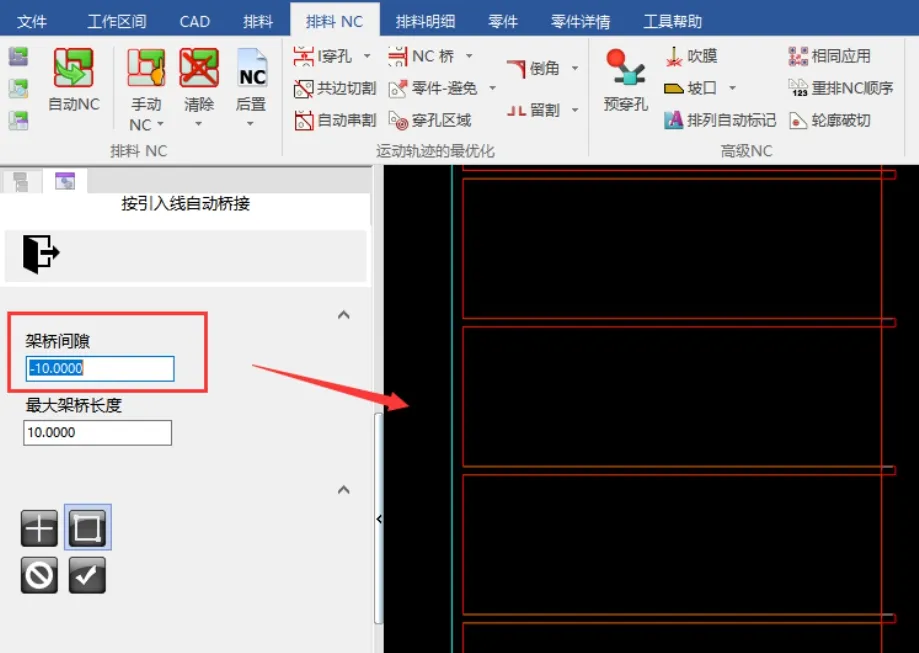
图6 软件界面

图7 模拟界面
客户当时的验收总结是:此方法能够做到连续切割,同时有效减少热变形。从图6、图7我们可以看到零件轮廓边采用的是“弓”字形切割方式,最右测的轮廓边最后一次切断,从而达到这一纵向部分的工件全部落料完成的动作。优点是能够一次性落料完成,并且能够较好地解决热变形。工件厚度为10mm,尺寸300mm×100mm,切割单件时间为19秒(包括穿孔)。以200A、3460mm/min的切割速度为基准,纵向10个工件为例,数据对比为:单独穿孔切割用时3min5s,加上此应用后仅用时2min26s。可想而知,运用此工艺后时间的节约和热变形的减少。
第三个例子如图8、图9所示。这个例子相对来说对于火焰切割比较适用,等离子和激光因为原理不同容易断弧、断流。这个方法对于规则的零件,比如矩形件进行“阶梯”切割,也叫“一笔画”切割。从图8就可以看到结合软件的共边排版,软件按照已经切割过的轮廓边和未切割过的轮廓边进行阶梯式渐进切割,从而达到借用割缝进行起枪达到连续切割的效果,切割时间节约的同时借用割缝边直接切割省去了穿孔。
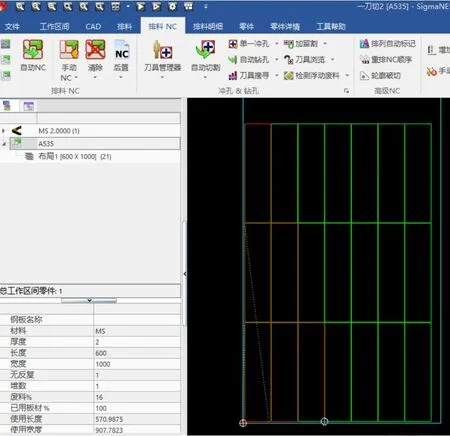
图8 软件界面

图9 模拟界面
要使用好连续切割,不仅需要编程设计人员懂得加工工艺和切割机的参数,还需要编程人员能够灵活运用CAM软件的设计点以及组合,设计出优质的排版图和NC路径,进而去提高板材利用率和提高切割效率,这样用户才可以节省成本,提高企业生产效率,从而使企业获得最大效益,扩大企业在制造行业中的竞争优势。因此笔者认为,编程人员是影响企业降本增效的重要角色。
猜你喜欢
红领巾·探索(2022年5期)2022-06-02 22:32:46
天津音乐学院学报(2022年1期)2022-05-23 13:43:30
轻工机械(2021年4期)2021-12-30 12:40:50
锻压装备与制造技术(2021年2期)2021-07-19 08:50:50
中华养生保健(2020年7期)2020-11-16 01:13:40
装备制造技术(2019年12期)2019-12-25 03:06:56
模具制造(2019年4期)2019-06-24 03:36:42
纤维复合材料(2018年4期)2018-02-18 19:02:51
山东工业技术(2016年15期)2016-12-01 05:30:44
焊接(2016年1期)2016-02-27 12:57:53
