
10 kV成套自动化环网柜交接验收及典型案例分析
2022-04-19 01:20王晓丰苏淑婉
农村电气化 2022年4期
王晓丰,苏淑婉
(1.广东潮州供电局,广东 潮州 521000;2.广东潮州电力设计有限公司,广东 潮州 521000)
10 kV成套自动化环网柜由环网柜本体、母线TV、单相TV 及通信和电源屏组成,一般由厂家组装后运送至施工现场开关柜基础进行安装,屏柜组装、二次接线保护接线、电源接线等均在工厂完成组装,现场重点须要做的是交接试验、电缆头制作、光纤安装以及通信和保护动作调试。现场重点须要做好交接试验、电缆头安装及光纤安装。
1 现场交接试验
根据《电气装置安装工程电气设备交接试验标准》[5]进行试验,包括绝缘耐压试验、回路电阻测试、交流耐压实验和机械特性试验。绝缘耐压试验检测成套自动化柜的整体受潮、污秽以及其他缺陷导致绝缘降低的风险,从而判断设备是否存在缺陷。回路电阻测试主回路动静触头的接触电阻是否达到要求。交流耐压测试是检验开关设备绝缘强度的一种破坏性试验,如表1所示。
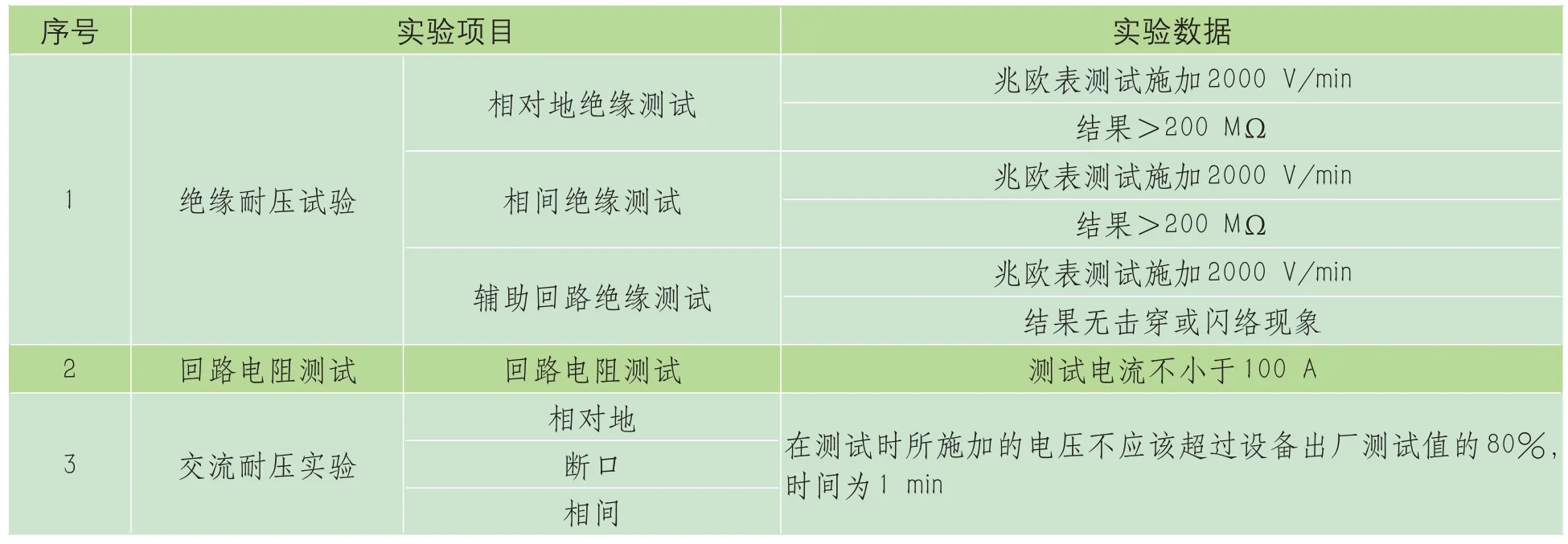
表1 成套自动化环网柜电气交接试验
机械特性试验主要检查开关设备的手动、电动合分闸操作和机械特性,以此检验开关的基本性能,如表2所示。
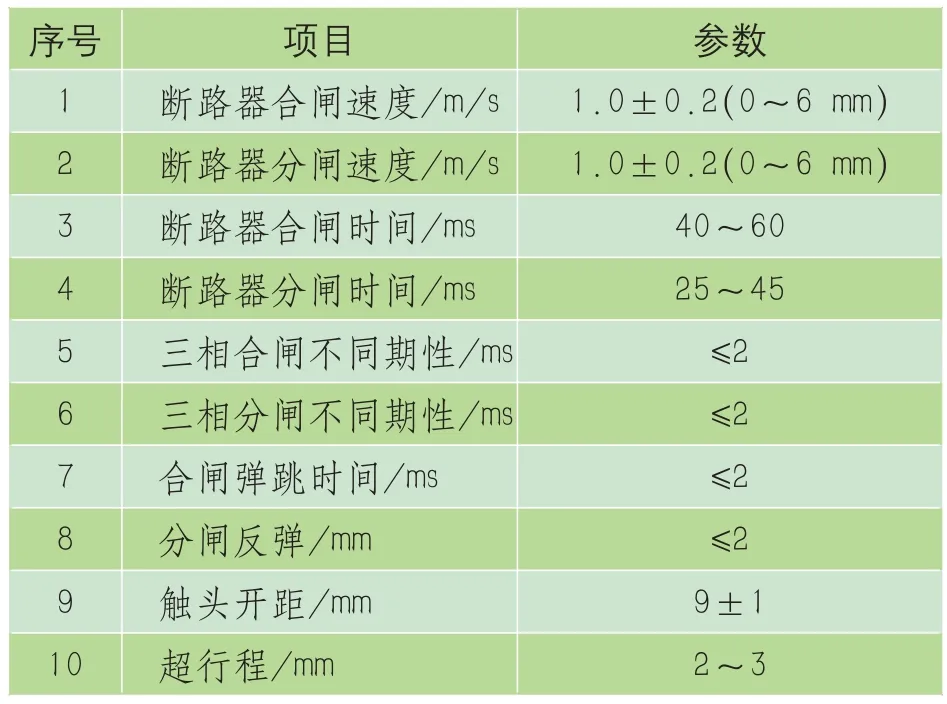
表2 机械特性试验项目及参数
2 电缆终端头安装
电缆终端头安装时应严格按照电缆附件安装工艺要求(安装说明书、制作卡尺)进行制作,严禁私自按照工作经验判断进行制作安装,如图1所示。
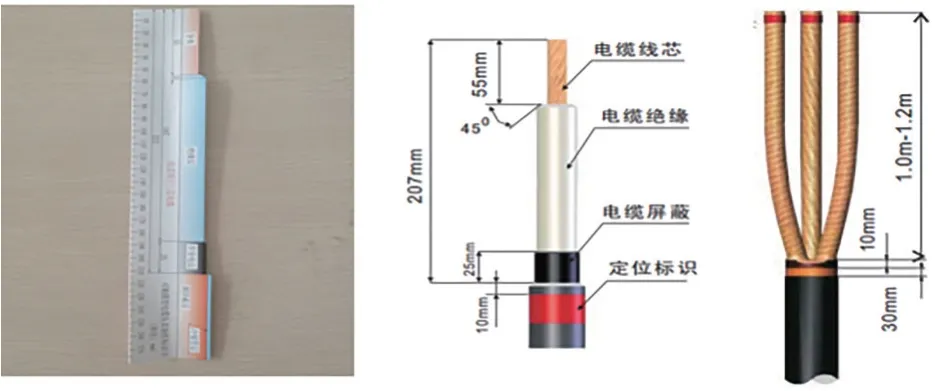
图1 电缆终端头剥切工艺要求
电缆附件安装时应使用同厂家型号规格附件,严禁出现各厂家附件混用情况。各厂家预制式电缆附件不统一,规格尺寸存在差异,混装后会导致电缆附件密封不严、接触不实等情况发生,造成设备运行安全隐患,如图2所示。
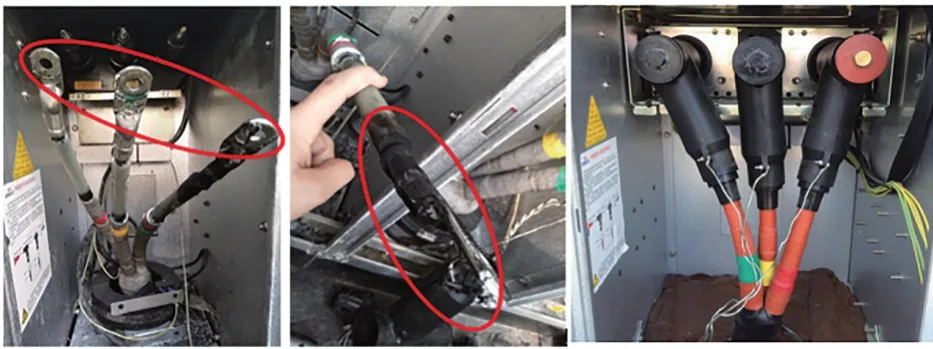
图2 电缆附件错误案例
避免现场安装电缆制作工程中相间交叉、电缆未固定导致受力情况的发生,任何一项均会对设备套管产生严重损害,造成设备运行安全隐患,如图3所示。

图3 电缆头应力锥安装案例
现场制作电缆过程中,压接端子时应与套管截面进行平行对齐压接,避免因端子没有与套管截面对齐,造成后期螺栓紧固时端子与套管截面行成夹角接触(接触面变小,载流量达不到技术要求),致使后期其连接处虚接发热,影响设备安全运行,如图4所示。
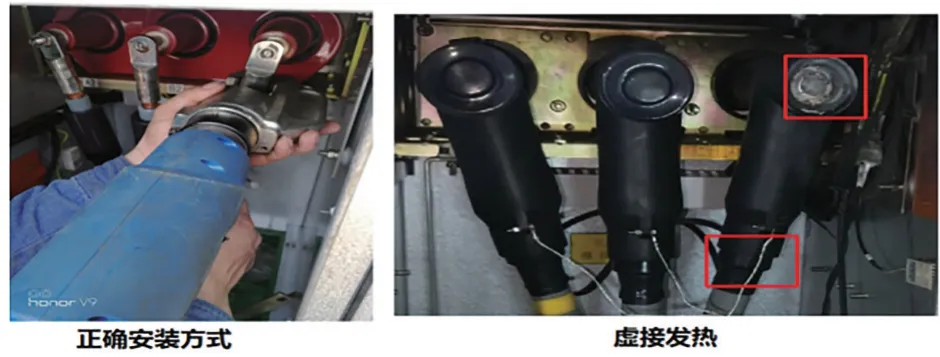
图4 电缆套管安装案例
3 电缆附件安装
电缆冷缩附件安装方式:冷缩指套安装后,电缆往下放置,给预制式电缆附件预留一定的安装空间,如图5所示。

图5 预制式电缆头结构及安装示例
电缆安装方式:因设备套管属平行放置,电缆安装时应注意三相电缆裁切长度不同(中间B相短,A、C 相较长)。应先安装B 相电缆附件,安装完成后在进行A、C相电缆裁切、制作安装。
电缆固定方式:前期制作电缆时固定不应过紧,应在安装B 相后,再根据A、C 相电缆安装方式进行方向校正,校正没有问题后再将电缆充分紧固。防止设备套管受电缆应力,造成套管损伤。
4 电缆故障分析
4.1 施工工艺不规范
施工工艺不规范如应力锥安装不到位如图6 所示、虚接发热如图7所示、剥切不合格如图8所示等。

图6 应力锥安装不到位

图7 虚接发热案例图

图8 剥切不合格案例图
4.2 环境因素
环境因素如环境潮湿引发放电如图9所示。

图9 境潮湿引发放电案例图
5 环网柜故障分析
5.1 电动操作拒动故障
电动操作拒动一般有闭锁问题、机构问题和控制器问题。闭锁问题排查有机械五防闭锁、电气闭锁、SF6气压低气压告警,如图10所示。
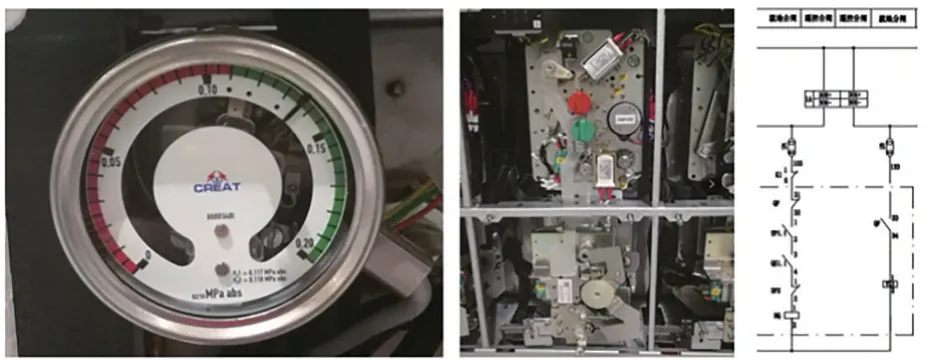
图10 闭锁故障排查
控制器问题检查,主要检查控制器运行是否良好,接线是否错误,遥控板件是否损坏,如图11所示。
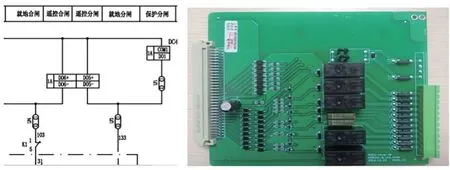
图11 控制器故障排查
机构问题检查主要检查机构各个辅助接点状态是否正确,合分闸线圈是否烧毁,机构是否卡涩等,如图12所示。

图12 机构故障排查
5.2 预防措施
凝结的水汽、水滴,会对电气设备的绝缘(尤其是空气绝缘)是有害的,有可能引起闪络接地、短路故障;对暴露的操作机构,也会增加生锈卡死的几率;对控制器来说凝露也是造成故障的重要原因。
设备要有充分的有利于空气流通的通风孔和散热孔。同时设备的地基要有良好的排水系统。尤其在潮湿严重的南方及昼夜温差较大的地方,还要加上温控,保持内部的干燥,保持内外温差的平衡性,防止凝露的产生。
在设备底部加装封堵板,防止潮气的上方的散发。
6 光纤安装
预留光缆在电缆沟内挂壁盘放安装,一般预留10 m左右,并用防锈的金属线捆扎,同时挂牌,如图13(a)所示。光缆接头盒安装,一般余缆预留10 m左右,并用防锈的金属线捆扎,同时在进出光缆处都要挂牌,如图13(b)所示。

图13 光缆安装现场示意图
电缆通道中敷设光缆须采用PE 管保护,PE 管接驳处采用剖开PE 管套接且应用不锈钢抱箍紧固。配网光缆保护子管套接接头宜设置在光缆入孔井内。选用不锈钢套管抱箍要求能够适合户外潮湿等恶劣环境,防锈抗腐蚀,如图13(c)所示。
7 结束语
文章总结了10 kV 自动化成套环网柜现场交接试验、电缆终端头和附件安装、光纤安装工艺要求,分析总结典型故障及防范措施。自动化设备必须按照要求进行安装和调试,确保自动化设备功能能够有效实现,设备能够安全问题运行。
猜你喜欢
中国电气工程学报(2020年15期)2020-11-16
科技风(2020年1期)2020-02-03
电子制作(2019年22期)2020-01-14
商品与质量(2019年8期)2019-11-28
电子制作(2019年12期)2019-07-16
科学与财富(2019年36期)2019-06-29
中国管理信息化(2016年15期)2016-11-17
建筑工程技术与设计(2015年17期)2015-10-21
建筑工程技术与设计(2014年35期)2014-10-21
中小企业管理与科技·中旬刊(2014年7期)2014-09-24
