聚丙烯酰胺在矿物加工领域的应用现状及策略
2022-04-14 09:24崔宝玉王小宇张云海沈岩柏
中国矿业 2022年4期
崔宝玉,王小宇,,张云海,沈岩柏
(1.东北大学资源与土木工程学院,辽宁 沈阳 110003;2.矿物加工科学与技术国家重点实验室,北京 102628)
聚丙烯酰胺(PAM)的分子式为(C3H5ON)n,是一种高分子聚合物,其水溶性较好且无毒,被广泛应用于各类工业生产中的环保水处理领域,如造纸工业、化学工业、煤矿工业、纺织工业等[1-4]。在农业生产中作为土壤改良剂[5],在石油工业中作为驱油剂、堵水剂、添加剂和调节剂等[1],在生物医学方面常被制备成凝胶、纳米材料以及微球等[6],因此PAM常被称为“百业助剂”[2]。随着国民经济的发展,矿物加工技术作为矿产资源有效利用的重要一环,如何降低生产成本、提高生产效率成为当前最重要的研究方向,而化学药剂又是矿物加工技术的重要组成部分,同时也影响矿物加工产品的性能和质量[7]。因此,PAM作为矿物加工的一种药剂,深入研究其应用范围和作用机理,能够更好地促进PAM在矿物加工领域的发展,进一步指明不同类型PAM的应用方向和策略。目前,在矿物加工领域应用PAM的技术较为广泛,多种PAM可以添加在磁选、浮选、脱水等环节,起到不同的用途,但是尚无对于不同类型PAM的不同用途在矿物加工领域各个环节应用的系统性综述。本文总结了PAM及其作用机理在矿物加工领域的研究现状和方向,并给出了PAM的应用策略,有利于更好地促进矿物加工技术的发展。
1 PAM在矿物加工领域的应用
PAM按照离子特点可以分为阴离子型(APAM)、阳离子型(CPAM)、非离子型(NPAM)和两性型(AMPAM);按照分子量大小又可将其分成低分子量(<100万)、中等分子量(100万~1 000万)、高分子量(1 000万~1 500万)和超高分子量(>1 700万)[3-4]。不同类型的PAM在矿物加工领域的应用场景不同,PAM最主要用途是作为浓缩絮凝剂,约占其全部实际应用的80%以上[8]。PAM还可以作为选择性絮凝剂、过滤助滤剂以及其他用途药剂。
1.1 浓缩絮凝剂
PAM作为浓缩絮凝剂添加在浓缩机中,可以加快沉降速度,使浓缩机溢流水更澄清。PAM在我国最早被称为“3号絮凝剂”,经过长期生产时间的摸索,在浓缩机中添加PAM已经是非常成熟的工艺技术,绝大多数选矿厂都有工业应用,国内外已有大量的应用实践证明,PAM尾矿絮凝沉降技术经济性良好[9]。齐双飞等[10]应用PAM对某选厂澄清池进行工业试验,确保澄清池溢流水SS达标的同时年减少药剂费用426.45万元。
PAM应用于各类矿物的尾矿浓缩絮凝剂,通常阴离子型PAM可取得较好效果,随着分子量的增大,絮凝能力增强,而非离子型PAM对微细粒尾矿沉降是有利的[11]。隋淑梅等[12]对阜新阿哈来铁尾矿和同乃铁尾矿进行不同类型PAM絮凝沉降试验,阴离子型PAM取得较好效果,比非离子型和其他两种非PAM絮凝剂能够产生更快的澄清层。对铝土矿浮选尾矿,姜燕清[13]的研究结果表明:pH值=7时,PAM分子量为1 400 万,不同类型PAM对铝土矿浮选的沉降性能强弱为阴离子型>非离子型>阳离子型;PAM用量相同时,阴离子型和非离子型的沉降性能随着分子量增大而增加(1 400万>1 200万>800万),阳离子则不同。
PAM作为煤泥水的浓缩絮凝剂,除了应用阴离型子PAM,两性型PAM的应用也较广泛,而阳离子型和非离子型PAM由于合成工艺复杂、分子量低、成本高等原因很少在现场使用[14]。聂容春等[15]选取3种不同类型的聚丙烯酰胺对煤泥水进行絮凝研究,认为阴离子型对粒度大、灰分低的原生煤泥絮凝效果最好;而对于粒度细、灰分高的浮选尾煤,阳离子型效果最好;对于两种物料而言非离子型PAM效果均不理想。
1.2 选择性絮凝剂
PAM可以作为选择性絮凝剂应用于浮选、磁选等多种不同分选工艺中实现选择性絮凝技术。针对微细粒分选[16],选择性絮凝技术最早可以追溯到20世纪80年代之前,1966年,FROMER和COLOMBO关于选择性絮凝-脱泥选矿工艺专利用于铁矿去除夹杂石英[17];1979年选择性絮凝技术成功应用于美国蒂尔登铁燧岩[18]。国内在进入80年代后才对有色金属矿(如铜矿、铅矿、锌矿、白钨矿、黑钨矿、锡石矿及钛铁矿等)和一些非金属矿陆续开展研究工作。目前,PAM已经成功应用于铁矿、铜矿、金银矿、钼矿、钒铀矿等矿冶领域以及铜矿、金矿、铝土矿等选矿;部分有色金属湿法冶炼和稀土元素的提取过程中也发挥重要作用[19]。表1为各类矿物应用PAM作为选择性絮凝浮选药剂的实例[20]。
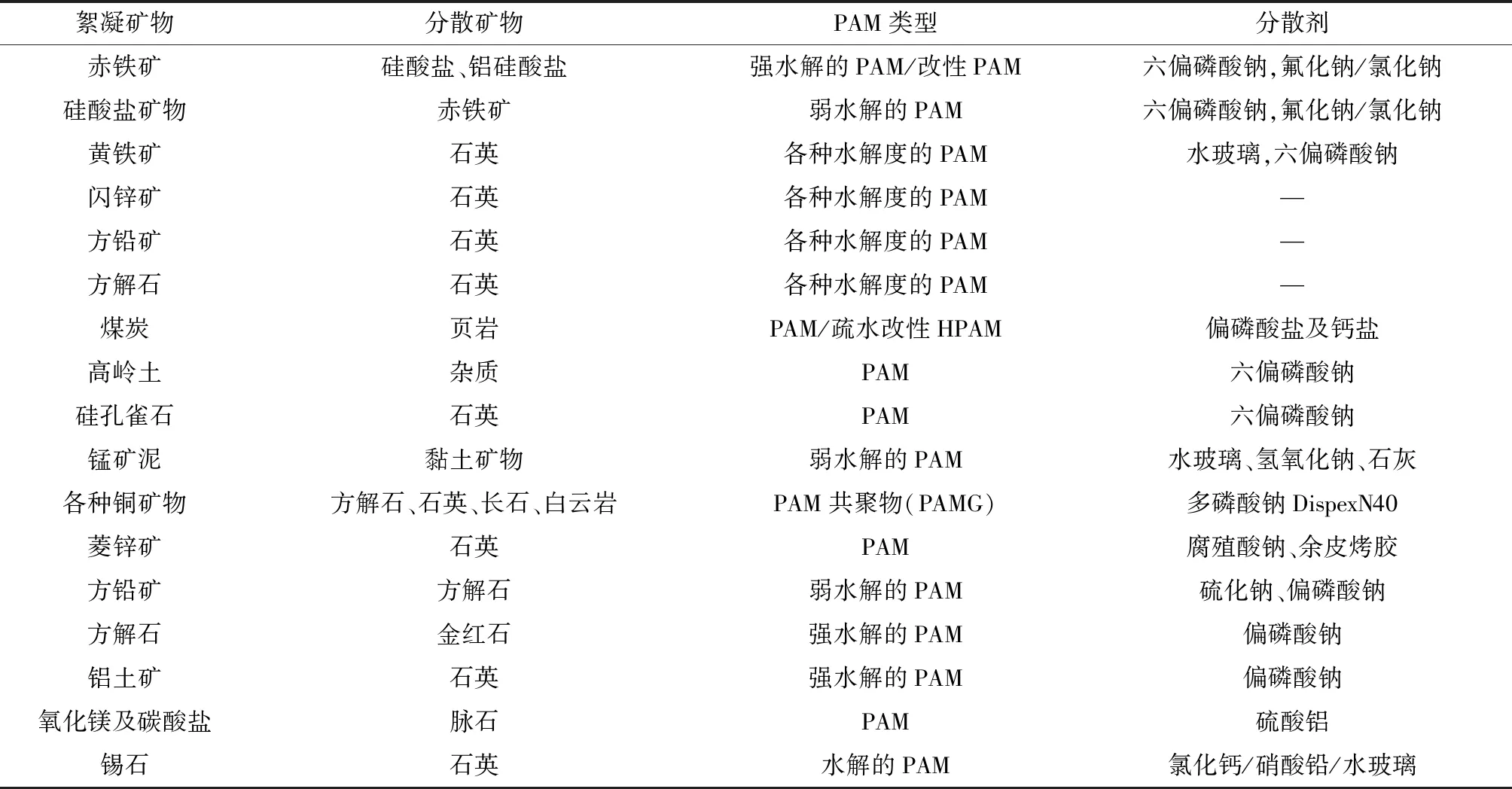
表1 PAM用于各类矿物选择性絮凝剂实例Table 1 Instance of PAM applied on some minerals as selective flocculation
PAM并不是选择性絮凝剂的唯一选择,与有机类药剂或其他无机药剂相比,普通PAM选择性较差,絮凝力更强,经过改性的PAM选择性增强。王毓华等[24]系统地考查了4种不同絮凝剂对细粒一水硬铝石、高岭石、伊利石、叶腊石以及上述4种单矿物人工混合矿的絮凝性能,选择性絮凝效果为:HSPA(一种有机絮凝剂)>CP3(阳离子聚丙烯酰胺)>CMC(羧甲基纤维素)>AP7(阴离子聚丙烯酰胺),而絮凝能力上AP7≈CP3≈HSPA>CMC。杨久流等[25]针对微细粒黑钨矿,分别用阴离子PAM、CMC、糊精和FD(自制改性)4种高分子絮凝剂对4种脉石矿物(方解石、萤石、石榴石和石英)进行选择性絮凝研究,絮凝能力顺序为APAM>FD>糊精>CMC,而在选择性上FD>糊精>CMC>APAM。
1.3 过滤助滤剂
PAM还可以作为助滤剂在过滤作业段中使用,用的得当既可以改善滤饼结构、降低滤饼水分,又能够提高设备处理能力。刘凤春等[26]加入PAM作为助滤剂后10%浓度的高岭土悬浮液过滤速度加快,且随着加药量的增加,过滤速度随之加快,用量约为60 g/t时效果最佳。胡海霞等[27]研究了高分子量聚丙烯酰胺在加压过滤中的助滤作用,根据加压过滤原理设计了一种试验装置,对2种不同灰分、泥化严重、难过滤的选煤厂现场煤泥进行研究,选取3种不同分子量、水解度的阴离子型PAM进行试验,得到的结论为随着PAM分子量的增加,滤饼水分降低,处理量增加。
不同类型的PAM助滤效果不同。针对不同分子量PAM,杨宁等[28]研究了300万~1 200万不等分子量的PAM对过滤的影响,结果表明不同分子量、不同药剂量对助滤效果存在一个最佳值,应根据试验指导实际生产。针对不同类型的改性PAM,杨晓玲等[29]实验表明,在相同的分子量情况下对细粒级方解石,助滤效果为SMPAM(磺甲基化)>HMPAM(羟甲基化)>PAM>AMPAM(氨甲基化)。来庆腾[30]应用PAM和表面活性剂组成组合助滤剂,研究表明PAM的分子量和离子度不宜过大,阳离子型比阴离子型和非离子型PAM效果好。
1.4 其他用途
PAM还有一些其他应用,罗东山[31]在对石棉县大理石尾矿资源化利用研究制备碳酸钙晶须中添加适量PAM,有利于促进文石相碳酸钙晶须长度的增加。PAM作为抑制剂研究较多的目的矿物是黄铁矿[32-34],作为其他矿物分选的抑制剂也有报道,如反浮选一水硬铝石[35]以及增强方解石的抑制性能[36]。
2 PAM在矿物加工领域的研究方向
2.1 药剂混用技术
PAM在选矿废水回用中发挥着重要作用,但是单独使用PAM已经不能满足当前废水回用的要求。孙伟等[37]在研究白钨矿选矿废水的研究表明,PAM虽然能够取得比较理想的沉降效果,但是上清液澄清度不够且沉降层过于疏松。
PAM与其他药剂混合使用能够取得良好的效果,混用技术包括PAM与无机盐类复配、PAM与无机类聚合物混凝、PAM与矿物材料复合等。李亚峰[38]研究了石灰-PAM法、电石渣-PAM法、氯化钙-PAM法、钙镁复配药剂-PAM法和硫酸镁-PAM法等不同PAM复配工艺处理高浓度洗煤废水,均取得了良好的工艺指标。黄小标[39]在江西省某煤矿高浓度洗煤废水上应用“CaCl2+PAM复合工艺”,处理水达到排放和回用标准,实际应用效果良好。
2.2 改性技术
随着PAM改性技术的发展,难处理物料的絮凝问题能够得到有效解决。改性技术能够使PAM连接特殊的官能团,从而有针对性地进行药剂设计。方子川等[40]研究了有机-无机杂化改性后的Al(OH)3-PAM和Mg(OH)2-PAM两种改性PAM,沉降效果与CPAM、无机盐与PAM复配絮凝剂相比更好,且改性后的药剂用量比复配法药量更低。
2.3 降解技术
PAM在实际使用过程中,难免有一定的残留量,因而降解技术也是研究的热点方向之一。含聚丙烯酰胺废水的处理技术包括机械降解法、絮凝法、生物净化法、Fenton法、光催化氧化法、低温等离子法及复合型处理技术等[42]。戴雯[43]对选煤厂循环水中残留的聚丙烯酰胺进行复合菌种降解试验研究,针对淮南矿业集团望峰岗选煤厂残留的PAM,利用球红假单胞菌和枯草芽孢杆菌进行驯化,采用原生质体融合子技术对比单菌种及复合降解菌种降解,效果良好。
2.4 其他研究方向
超高分子量PAM也是目前研究的方向。吴玲玲[41]合成了一种超高分子量(2 100万)阴离子型PAM,并进行了对矿山废水的试验研究,作用24 h时的SS去除率能达到93.37%,水中悬浮物含量为27 mg/L,虽然达到工业外排水的要求,但是超高分子量PAM由于其成本等因素,目前仅停留在实验室研究阶段。对于极难处理的物料絮凝,可以考虑改性技术叠加药剂混用技术更加复杂的工艺技术路线。
3 PAM的作用机理研究
3.1 机理研究现状
人们对于高分子聚合物作用机理(包括絮凝和助滤机理)的研究是由浅入深的渐进过程。目前PAM的絮凝机理普遍认同的是吸附-架桥理论,最经典的吸附-架桥模型由国外研究发展,可以将整个絮凝过程分为7个步骤,如图1所示,助滤机理的研究同样基于架桥絮凝的简单认知层面。由于PAM普遍作为絮凝剂添加,而作为助滤剂的应用相对较少,因此,对絮凝机理的研究多于助滤机理。
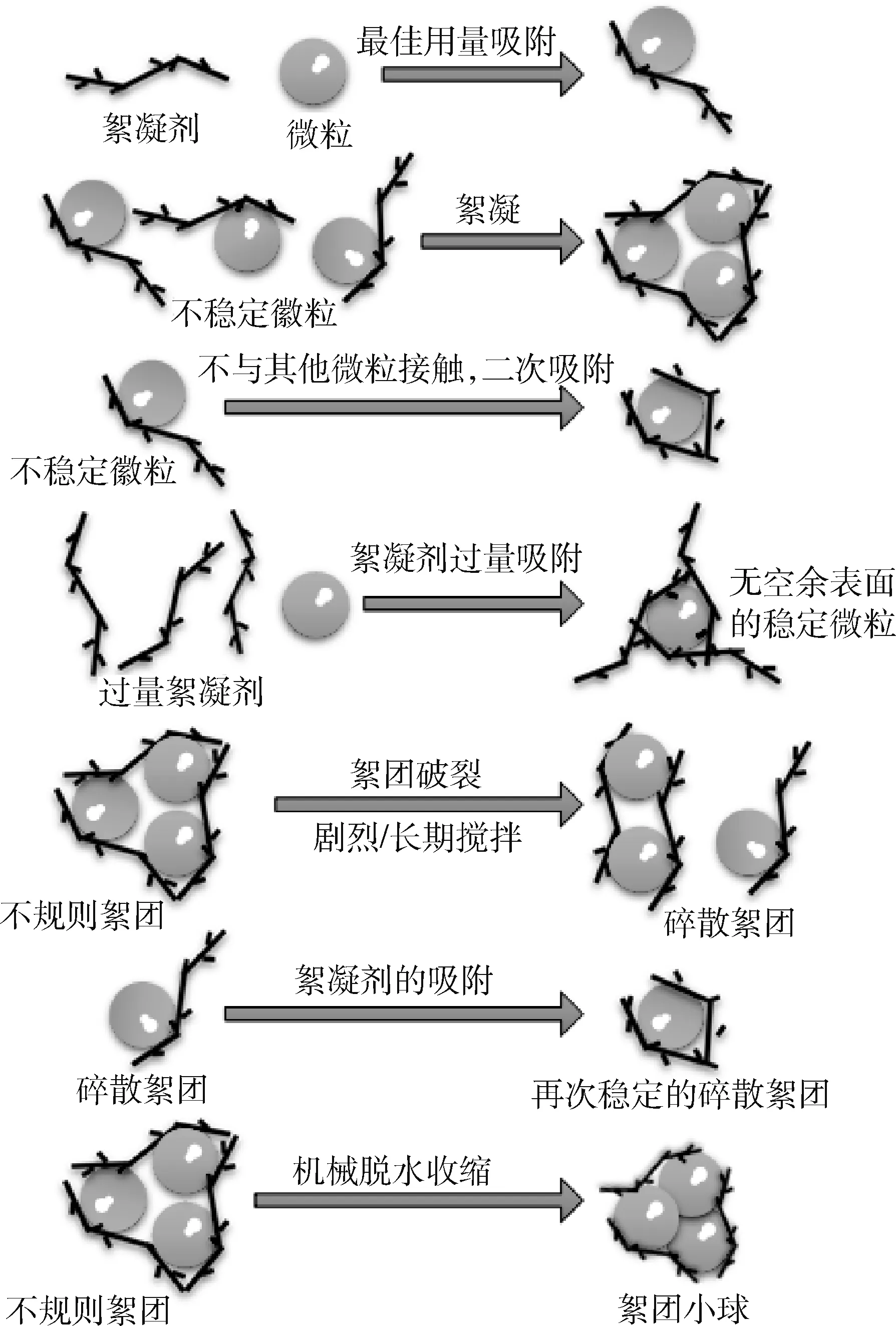
图1 絮凝过程中吸附架桥机理Fig.1 The mechanism of adsorption-bridging in the process of flocculation(资料来源:文献[44])
PAM与颗粒表面的吸附机理是众多文献中广泛研究的重点,在选择性絮凝体系中,研究普遍应用简单的吸附理论解释相关机理,如螯合作用[23]、静电吸附和氢键吸附[21]。在絮凝沉降体系中,普遍认为PAM的作用机理是吸附电中和及架桥网捕等多种作用同时存在。张雪菲等[45]针对常见的脉石矿物石英进行絮凝特性研究,认为“电性中和”“吸附架桥”以及“网捕作用”是微细石英颗粒与阳离子型PAM之间的主要作用方式,而阴离子型和非离子型PAM的作用方式以“网捕作用”为主。而对于PAM与其他药剂复配使用或者经过接枝共聚等技术改性后的PAM相关作用机理则更为复杂,一般也通过上述几种机理的不同组合进行多角度分析。
3.2 研究方法
由于絮凝过程是相当复杂的物理化学过程,研究絮团动态形成的过程是探索絮凝作用机理和设计高效絮凝剂的有效途径,然而要确切描述絮团在生成/破碎过程中的规律是十分困难的,往往采用多种先进的分析检测方法也不能十分明确地揭示其机理。随着检测手段的不断进步,人们也再不断完善相关机理。
FTIR技术用来表征PAM/改性PAM与矿物颗粒表面发生吸附的特定基团,如C=O或N-H等;粒度分析仪器描述PAM絮团的粒度分布特征;Zeta电位仪描述PAM形成絮团前后的矿物表面电位,考察压缩双电层作用;电镜(如SEM/TEM)技术更可直观描述PAM絮团表观特征。ZOU等[46]在研究改性P(AM-NaAA-C16DMAAC)与细颗粒煤和黏土表面选择絮凝机理时采用了上述多种方法表征。
常规的图像分析技术均可能导致絮团原始结构的破坏,从而影响对机理分析的准确性。FBRM(聚焦光束反射分析仪)[47]能够实时原位在线追踪颗粒和颗粒结构的变化程度以及变化速率。阮竹恩等[48]应用FBRM研究了Magnafloc 5250絮凝剂在全尾砂中的絮凝沉降行为分析。由此可见,随着检测手段的进步,PAM的作用机理研究方法也逐渐丰富,例如PVM(在线颗粒成像分析仪)已经应用于结晶、悬浮、乳液等多种场景,能够更直观地观测到絮团形成的过程。
4 PAM在矿物加工领域的应用策略
4.1 贮存或使用不当
首先,贮存聚丙烯酰胺时应注意,由于PAM容易吸附水,经常可能出现受潮结块等现象,容易导致添加PAM干粉时堵塞管路,影响系统正常运行[49]。其次,现场使用PAM应尽量来自正规厂家的合格产品。《水处理剂:阴离子和非离子型聚丙烯酰胺》(GB/T 17514—2017)[50]中规定了PAM中残留丙烯酰胺单体含量(干基)一等品为≤0.02%,由于单体丙烯酰胺有毒,非合格品在实际使用过程中存在使用风险,因此,建议操作人员注意加强防范意识,采取必要的防护措施例,如使用乳胶手套等不直接接触PAM粉末或其溶液[51]。最后,PAM的正确使用与否直接影响经济效益,现场应用的聚丙烯酰胺通常是固态白色粉末,难溶是其中一个缺点,在工业生产中使用时,PAM溶液需要与矿浆充分接触并有一定的反应过程,否则会造成药剂浪费。自动加药系统也是取代现场人工加药的趋势,可使药剂的添加量可根据条件变化及时调整,降低药剂单耗。先进的药剂配置方法(如高速旋流制备PAM[52])也能够提高PAM的使用效能。
正确配制PAM应着重注意配置溶液的浓度、PAM颗粒的分散预溶形式、搅拌速度、溶解温度、溶解容器的结构形式、水质的影响、溶解时间以及溶药罐的材质等几个方面。配制后的PAM溶液贮存应注意尽量按需现配现用,一般浓度越稀有效期越短,还应注意尽量避免铁离子接触,与溶液接触的设备最好是塑料、镀锌、不锈钢、铝制或表面涂树脂的碳钢制造。投加PAM溶液时,应明确加药制度、混合尽量充分、保证投加浓度尽量稀一些[53]。在使用PAM时,往往有可能与其他药剂复合使用,还应着重注意添加顺序的影响。
4.2 过量残留
在使用PAM作为助滤剂或絮凝剂时,如果过量添加造成循环水中的残留,不但会影响回水质量,还会对选别造成影响[54]。如回水残留絮凝剂影响铝土矿浮选指标[55],磁选铁矿物品位随着回水中PAM残留量的增加而降低[56],在煤泥水回水中残留影响浮选药剂的吸附能力从而对精煤洗选造成不利影响。此外,含聚丙烯酰胺的废水黏度大,还可能造成腐蚀设施甚至更严重的后果,外排后污染环境。因此,在使用PAM时应按照合理剂量添加,不宜过度使用。
5 结语与展望
1)不同类型聚丙烯酰胺具有不同的用途特点。阴离子型PAM能够作为浓缩絮凝剂满足大部分矿物的浓缩脱水要求,PAM作为选择性絮凝剂应进行针对性的改性,低聚合度的阳离子型PAM更适合做助滤剂。
2)PAM药剂混用技术和改性技术是未来的研究方向。药剂混用技术能够取得单一药剂不可比拟的效果,改性后的PAM可以设计拥有特定基团从而实现特殊用途,深入研究这些技术具有广阔的发展前景。
3)PAM作用机理的研究还将不断深入。先进的表征检测技术有助于从更微观的层面认识PAM与矿物表面的相互作用,从而指导设计开发新型结构的PAM。
4)PAM的精细化使用具有良好的经济和社会效益。先进的PAM技术不仅能够节省药剂费用,最大化经济效益,还能减少药剂残留量,降低环境风险。
猜你喜欢
食品安全导刊(2021年30期)2021-11-28
纺织科学研究(2021年7期)2021-08-14
药学研究(2021年6期)2021-07-26
安徽化工(2021年3期)2021-05-29
中国金属通报(2021年21期)2021-03-08
皮革制作与环保科技(2020年16期)2020-12-11
海峡科技与产业(2019年4期)2019-10-26
科学导报·科学工程与电力(2019年36期)2019-09-10
食品界(2018年8期)2018-09-03
中国新技术新产品(2016年20期)2016-12-08