304L/Q235B 大面积金属板爆炸焊接物质点法模拟分析*
2022-04-11 03:14王宇新李晓杰杨国俊范述宁王小红闫鸿浩
爆炸与冲击 2022年3期
王宇新,李晓杰,杨国俊,范述宁,王小红,闫鸿浩
(1. 大连理工大学工程力学系,辽宁 大连 116024;2. 太原钢铁(集团)有限公司复合材料厂,山西 太原 030003)
爆炸焊接是一种特殊的爆炸加工技术,在炸药爆轰压力驱动下复板高速冲击碰撞基板,从而使两种不同金属材料焊接复合在一起。金属爆炸焊接过程涉及炸药爆轰、金属板材高速碰撞和材料塑性变形等,由于历时非常短,一般几十毫秒,实验测试难以捕捉整个爆炸焊接过程。过去几十年,对金属爆炸焊接机理以及技术工艺研究,已有了大量的数值模拟、理论计算和实验工作。工程中,通常采用经验公式设计爆炸焊接参数,或者利用格尼公式、列契特公式等计算复板的飞行姿态和碰撞速度,虽然可以解决一些工程问题,但要深入研究爆炸机理离不开数值模拟。目前,数值模拟仍然以有限元法为主,而爆炸焊接问题相对复杂,涉及炸药爆轰、复板高速冲击基板和金属塑性变形等,必须考虑接触碰撞算法和有限元网格重新划分,如果网格发生畸变和扭曲会造成计算精度和速度严重下降,甚至计算过程终止,特别是复板与基板的厚度相差较大时,还必须考虑二者网格尺度与空间的协调性。
近些年,为了解决有限元法的缺陷与不足,无网格粒子法在爆炸冲击问题中应用比较多。例如:光滑粒子流体动力学法(smoothed particle hydrodynamics, SPH)模拟爆炸焊接界面波、高速碰撞和材料大变形等动力学。SPH 法主要利用核函数在紧支域内进行搜索计算,虽然具有良好的自适应性和灵活性,但是计算规模受到限制,而且在模拟三维问题时计算效率很低。本文中,针对长7.5 m、宽2.15 m 的大板幅304L/Q235B 金属爆炸焊接,采用物质点法(material point method, MPM)对整个爆炸焊接过程进行三维数值模拟和分析。由数值计算结果,与有限元法或者SPH 法以及其他无网格法相比,MPM 法在计算规模、数值精度和计算效率等方面都具有比较大的优势。尤其在炸药滑移爆轰作用下金属爆炸焊接的数值计算中,MPM 法不仅可避免有限元法因网格畸变而重新划分网格的难题,还可以为爆炸焊接技术工艺参数设计提供依据。
1 物质点法
物质点法是将欧拉背景网格与拉格朗日粒子单元相互结合的一种数值计算方法,其算法最初在质点网格法(particle in cell, PIC)和流体隐式粒子法(fluent implicit particle, FLIP)基础上发展而来。
MPM 法最重要的特征就是将拉格朗日法和欧拉法结合在一起,粒子单元的数值计算采用显式积分算法求解。建模与有限元法不同,连续介质或离散介质在背景网格内按空间体积划分为粒子单元集合,每个粒子单元都集中了体积、质量、密度、速度和其他材料力学属性,如图1 所示。

图1 背景网格与粒子单元Fig. 1 Background meshes and particles
在每一个积分步计算完毕后,背景网格节点参数全部归零,其形状始终保持不变。背景网格还有一个作用,即作为欧拉网格求解运动方程和更新粒子力学参量的中间媒介。MPM 法主要用于材料塑性大变形、炸药爆轰、高速冲击、流-固耦合分析以及材料损伤问题的数值计算。
对于爆炸冲击动力学问题,MPM 法主要采用显式积分算法,基本计算过程如下:(1)定义求解域和划分背景网格;(2)在背景网格内将材料离散为粒子单元,并初始化粒子材料属性和运动参数;(3)求解粒子单元的控制方程(连续质量方程、动量方程和能量方程),然后再施加各种边界条件,更新粒子的速度梯度、应力与应变等。
MPM 法的显式积分计算过程与有限元法等类似,都必须满足连续质量方程和动量方程:

当完成一个时间步长积分计算后,背景网格重构,即网格节点参量归零,然后再重复下一个积分步长计算,直到完成所有时间步长的计算。
2 计算模型
2.1 前处理建模
在实际爆炸焊接工程中,要实现两块不同金属板材的全面积焊接复合,通常应用炸高(金属支架)将复板与基板保持一定间距平行布置,然后在复板上表面均匀地铺装炸药,装药厚度与爆炸焊接窗口和复板材料属性有关。对于长度大于5 m 金属板材的爆炸焊接,一般都采用中心起爆方式,即雷管置于板面中间位置,这样有利于提高爆炸复合质量,如图2 所示。
图2 爆炸焊接布置Fig. 2 Distribution pattern of explosive welding
本文中,爆炸焊接模拟源于实际项目。炸药为铵油,装药厚度为30 mm,现场测量该厚度炸药的密度ρ 为608 kg/m,爆速仪测得爆速为2 500 m/s;复板材料为304L 不锈钢,密度为7 930 kg/m,板面尺寸为4 mm×2 150 mm ×7 500 mm;基板为Q235B 碳钢板,密度为7 850 kg/m,板面尺寸为25 mm×2 500 mm ×7 500 mm;基板和复板间在爆炸焊接前需要保持一定的间隙,设计炸高为8 mm。
采用物质点法前处理软件WPM(无极粒子建模软件)对炸药、复板和基板进行粒子单元剖分。背景网格单元数量为100×200×100,背景网格单元大小为4 mm,在每个背景网格单元中布置8 个物质点,其中炸药质点的数量为430 560,复板质点数量为53 820,基板质点数量为349 830。计算模型的前处理结果如图3 所示。

图3 爆炸焊接前处理模型Fig. 3 The preprocessing models for explosive welding
在构建三维爆炸焊接前处理模型时,需注意炸药和金属板材粒子单元的划分密度,通常每个背景网格内设置8 个粒子。虽然增加粒子数量,可以在一定程度上提高计算精度,但也会降低数值计算效率。因此,前处理建模要定义适当的粒子单元数量,这样才能获得较理想的计算结果。
2.2 材料模型
2.2.1 复板与基板金属塑性模型
为了实现爆炸焊接三维数值模拟,先构建炸药爆轰及其传播的计算模型。爆炸焊接一般都使用铵油炸药,铵油属于非标准中低爆速炸药,因此爆轰产物状态方程可以应用JWL 状态方程,也可以采用:

式中:为爆轰压力,经过爆轰实验测定,铵油炸药的多方指数γ=2.0,铵油的比内能=3.8 MJ/kg。该爆轰状态方程在计算中低爆速炸药的爆轰问题时经常采用,能比较准确地计算出爆轰压力。
在计算炸药爆轰过程中,为使炸药的化学反应和燃烧过程持续地传播下去,MPM 法的数值计算中还要定义炸药化学反应率方程,并与爆轰产物状态方程相结合来计算爆轰压力。一般常用的炸药反应率函数使用Wilkins 函数:

式中:燃烧函数因子=0~1.0,为表征炸药已经完成爆轰反应的比例系数;为当前积分步长的计算时间,为爆轰波到达未起爆炸药粒子的时刻,即炸药粒子开始点燃起爆的时间;Δ=/(),和分别为炸药粒子所在的背景网格单元的最大边长和面积,为炸药爆速,参数=3.0~6.0,用于控制炸药燃烧过程。燃烧函数描述了炸药爆轰3 个不同区间,分别是炸药未起爆凝固区、爆轰反应过渡区和爆轰气体产物区。
应用燃烧函数,将未起爆炸药与爆轰产物状态方程结合,获得炸药爆轰方程:

为了模拟炸药粒子持续的爆轰传播过程,在起爆点附近定义炸药粒子的为1.0,其他炸药粒子的初始都为0。当炸药起爆粒子单元被定义和初始化后,接下来就可以应用MPM 法对炸药爆轰过程进行三维数值模拟。
2.2.2 复板与基板材料模型
复板材料为304L、基板材料为Q235B,爆炸焊接整个过程历时较短,复板与基板的接触碰撞时间为微秒范围,可以认为是绝热过程,数值计算不考虑材料热传导效应。与有限元法类似,MPM 法计算必须定义材料模型。为了描述基板和复板金属材料的塑性变形,材料模型均采用Johnson-Cook 塑性模型,该模型能够很好地描述金属应变率效应和塑性大变形过程,普遍用于计算金属锻压、塑性大变形和高速碰撞等。Johnson-Cook 材料模型为:


表1 304L/Q235B 材料模型参数[14-15]Table 1 Material parameters for 304L/Q235B[14-15]
3 三维模拟
爆炸焊接计算模型经过前处理粒子单元划分以及不同部件所定义的材料模型,以施加中间起爆点作为初始条件,不考虑空气以及爆炸复合后与地面的接触碰撞过程,并认为爆炸焊接是在绝热条件下,求解过程不使用能量方程。
将前处理模型输入到MPM 法求解器中进行计算,设置积分时间步长为0.001 ms,计算总时间为1.0 ms,计算步长总数为1 000。分别得到爆炸焊接的全过程、等效塑性应变场、复板与基板碰撞速度场等模拟结果。
(1)爆炸焊接全过程模拟是对304L/Q235B 爆炸焊接板面中间起爆的炸药滑移爆轰、复板与基板高速碰撞变形和两金属板材复合的整个动态过程进行模拟,如图4 所示。
图4 爆炸焊接全过程的模拟Fig. 4 Simulation of the whole process of explosive welding
(2)为了评估分析爆炸焊接复合板塑性变形量大小,模拟基板与复板在不同时刻的有效塑性应变结果。关于有效塑性应变场变化,如图5 所示。

图5 金属板材的有效塑性应变Fig. 5 Effective plastic strains of the metal plates
(3)在双金属爆炸焊接中,复板与基板的碰撞速度直接影响着复合板界面结合强度和爆炸复合率,复板和基板在垂直方向的碰撞速度如图6 所示。
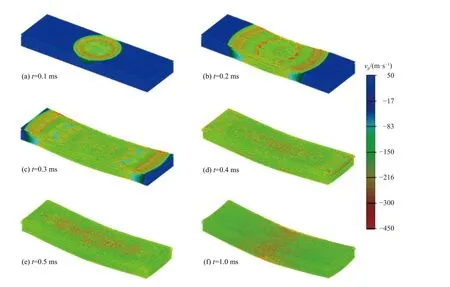
图6 金属板材的碰撞速度Fig. 6 Impact velocities of the metal plates
4 讨论分析
在炸药爆轰压力驱动下,复板高速碰撞基板使两种金属界面材料发生微熔和塑性流动,从而形成界面波并焊接复合在一起。由塑性应变和碰撞速度模拟结果(见图5~6),随着爆轰波持续地滑移推进,炸药爆轰压力和爆轰波沿着板面以近似圆形曲面形式向前持续传播与推压;而由爆炸焊接实验后的复合板面表观看,复板与基板的板面在滑移爆轰压力作用下发生比较大的塑性弯曲变形以及板材边缘材料损伤撕裂等现象,如图7~8 所示。

图7 爆炸焊接的304L/Q235B 复合板Fig. 7 An explosive-welded 304L/Q235B plate

图8 爆炸焊接的304L/Q235B 复合板边缘Fig. 8 Edge of the explosive-welded 304L/Q235B plate
比较爆炸焊接实验后的复合板与数值模拟结果(见图4~6),可见MPM 法的数值模拟结果与爆炸焊接实验复合板的板形和边缘破损现象基本符合。
接着,分析爆炸焊接的复板与基板的碰撞速度。这是一个重要的参数,确定了就可以设计炸药爆速、装药厚度和炸高等。由于爆炸焊接实验测试碰撞速度比较困难,为了验证MPM 法的三维数值模拟精度,在MPM 法数值模拟结果中选择复合板中间的粒子单元,提取复板在0~8 mm 间距范围的碰撞速度,同时采用Richter 公式对复板飞行姿态进行计算,得到在垂直方向不同位移下的弯折角。计算公式为:

式中:为复板在垂直方向上的位移,为水平方向坐标,θ 为复板弯折角,θ为复板最大弯折角,为质量比,γ 为炸药多方指数,δ 为炸药装药厚度。复板最大弯折角θ和质量比倒数有线性关系:

为了求解Richter 公式,采用复化Simpson 积分算法获得在复板方向不同位移的弯折角θ 后,通过爆速和弯折角θ 得到碰撞速度的理论值:

这样,就可以由MPM 法的数值计算和Richter 公式所得到的数据,得到复板向下飞行速度的变化曲线,如图9 所示。

图9 复板的碰撞速度曲线Fig. 9 Impact velocity curves of the clad plate
MPM 法和Richter 公式两种方法,在方向位移4 mm 处的碰撞速度分别为348 和399 m/s,在8 mm 处分别为401 和438 m/s,两者相差30~50 m/s,MPM 法的数值偏小一些。这是由于两种计算复板飞行速度的算法不同,Richter 公式针对二维理想爆轰条件下复板飞行姿态算,并且不考虑与基板碰撞,而采用显式积分算法的MPM 法对炸药爆轰驱动复板碰撞基板的整个过程进行三维数值计算。尽管这两种计算方法得到的曲线有所差别,但还在合理范围,两条数据曲线所描述的复板运动在1~4 mm 加速段和4 mm 后等速段的变化趋势也一致。
通过金属爆炸焊接304L/Q235B 的MPM 法模拟与实验后的板形及碰撞速度计算曲线对比可知,MPM 法数值计算与实验和理论计算结果基本一致,由此也验证了MPM 法的数值模拟具有一定的可靠性和参考性。此外,本文中MPM 法数值模拟在绝热条件下计算,并未考虑材料热传导问题。因为金属爆炸焊接在碰撞复合界面的材料会发生塑性流动变形和温度瞬间升高的现象,并形成高速金属微射流和复合界面波。这个过程就需要重新构建爆炸焊接局部细观模型,才能应用MPM 法进行温度与微射流的模拟计算。
5 结 论
在大面积金属板材304L/Q235B 爆炸焊接实际生产中,除了重点考虑如何确定炸药、间距、碰撞速度等参数,还需注意爆炸复合板可能产生的缺陷。对于产生缺陷的部位和原因,除了通过实验分析,还需数值模拟进一步研究,结合数值模拟与实验并采取有效的技术措施,这样有利于提高爆炸复合板材生产加工质量。
基于爆炸焊接复合板的变形、塑性应变和碰撞速度等三维数值模拟结果可知,在板面中间位置起爆,初始时刻的炸药爆轰处于不稳定状态,起爆点位置可能出现板材结合强度较低的现象。为了避免这个问题,需保证该处装药密度的均匀性,并在起爆点位置适当增加高爆速炸药,以提高雷管的起爆能量。从爆炸复合板整体变形的数值模拟结果来看,复板周边材料出现了撕裂破损现象,这是由于炸药爆轰波在传播到边界处所形成的稀疏波(拉伸波)导致复板周边材料的断裂破损,尤其在复板前后两个短边和直角位置更明显。为了解决这个问题,可以适当增加复板长度和宽度,使炸药边界尺寸延伸,从而降低炸药爆轰稀疏波的拉伸作用,有效地避免该缺陷的产生。
综上所述,对于大面积金属爆炸焊接过程的三维模拟分析,MPM 法是一种有效的数值方法。与有限元等其他计算方法相比,MPM 法在求解爆炸冲击动力学问题中表现了比较突出的优势,是一种值得深入开发的无网格粒子法。
猜你喜欢
语数外学习·高中版下旬(2022年4期)2022-07-11
煤气与热力(2022年2期)2022-03-09
中学生数理化·高一版(2021年11期)2021-09-05
中国电子报(2020年68期)2020-10-20
中国电子报(2020年51期)2020-08-09
科学导报(2019年55期)2019-09-28
科教新报(2019年11期)2019-09-10
环球时报(2016-08-15)2016-08-15
初中生之友·中旬刊(2015年4期)2015-06-10
数学大世界·小学低年级辅导版(2010年10期)2010-11-01