
油气井油套管驻厂监造流程规范探讨
2022-04-01 12:26陈小伟张士超黄儒康
质量与标准化 2022年12期
文/陈小伟 张士超 黄儒康
驻厂监造通常是指委托方或采购方,依合同委托独立的第三方技术检验机构对其采购的货品,依照相关标准和与制造方签订的合同等文件,进入制造方生产现场,对所购产品的整个生产制造过程进行监督和控制,目的是检验和证实制造全过程与标准和相关质量文件的符合性[1-2]。
自2000年以来,我国多数油田输油管线,如西气东输、川气东送等都已经采用驻厂监造来保证所采购的输油管质量,实践证明,这是一种行之有效的方法。但是,随着油气井油管/套管(以下简称“油套管”)的需求越来越多,且设备生产工序相对复杂,尤其是对螺纹的制造精度要求较高,生产工序多且周期长,但驻厂监造尚无普遍展开,导致国内油套管的质量难以保障。为此,本文对此类油套管的监造及其规范制定展开以下研究。
一、油套管标准接头要求
1.油气井油管
油管不仅是油气生产、注水、注气和实施其他措施的通道,也是井下工具的载体[3-4]。其中,油管接头由螺纹、接箍(整体式油管无接箍)和油管端部本体组成。依据《石油天然气工业 油气井套管或油管用钢管》(GB/T 19830-2017)中的要求,此类油管接头的连接强度和螺纹的密封性是保证完井和采油工程质量的关键因素之一,也是现场钻采作业时监测和检测的重点[5]。GB/T 19830-2017中的油管接头主要有3种类型(见图1)。其中,不加厚油管接头指在外径相同的油管上加工螺纹,螺纹部分的连接强度低于油管本体的连接强度;外加厚油管两端外径大于本体,在两端加工螺纹,螺纹部分的连接强度不低于油管本体的连接强度;油管整体接头的管道本体和接箍连成一体,接箍一旦损坏,整根管道就不能修复重新使用。

图1 油管接头分类
油气井油管主要依靠螺纹密封脂密封。其螺纹结构简单,底部和顶部均为圆弧形且有一定的间隙,其密封原理见图2。为提高螺纹的密封性,在连接油管时,在螺纹表面被涂抹上螺纹脂,螺纹脂中含有各种固体颗粒(如铅、锌、铜和石墨),使螺纹啮合时形成一定的憋压,当憋压高于油管中的内压时,螺纹脂填充螺纹之间的间隙,保持油管的密封性。此外,通过表面处理(如镀铜、锌、锡等软金属)缩小螺纹间隙方法,可提高螺纹的密封性、润滑性和螺纹的使用寿命。
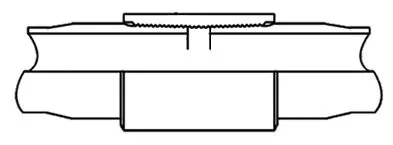
图2 油管接头螺纹密封原理
2.油气井套管
在石油天然气工业油气田开发工程中,油气井套管是重要的组成部分,一般包括隔水导管、表层套管、技术套管和生产套管(见图3)。本文讨论的生产套管是指为地下油气藏中石油或天然气流至地面创造良好流动通道的套管,其主要功能是用于封隔生产层、隔离各层流体和保护井壁,以利于油气井分层测试、分层开采和分层改造,并在油管泄漏时承受油层压力,除正常生产载荷外,还要承受在增产措施期间的各种载荷。GB/T 19830—2017中涉及的油气井套管端部接头加工形式主要有短圆螺纹、长圆螺纹和偏梯形螺纹3种类型。该标准对其接箍和螺纹保护器规定了具体的技术要求,还针对高抗泄漏螺纹接头的各类指标提出要求。

图3 油气井套管示意图
二、油套管制造检验工艺流程图
随着机械制造技术的不断进步,油套管的制造得到长足发展。本文参照《石油天然气管道工程用管材制造监理技术要求》(GB/T 31185-2014)中的“与制造质量有关的监理控制过程”条款要求,GB/T 19830-2017中的“制造方法、材料和接箍”要求和《石油天然气工业 套管、油管和管线管螺纹的加工、测量和检验》(GB/T 9253.2-2017)中的“螺纹单项参数检验”“螺纹综合检验”等要求,逐步总结形成油套管制造检验工艺流程(见图4)。

图4 油套管制造检验主要工程流程图
每个环节若出现不合格,将启动不合格处理程序。如,在监理过程中发现力学性能不合格,可能会使金属材料的性能不均、软点、表面脱碳甚至脆断等后果,故应返工,启动相应的热处理程序,直至该加工材料被检验符合标准规定的要求,放行后进入下个程序。
三、油套管驻厂监造难点
1.监造流程梳理
参照 GB/T 31185-2014中“与制造质量有关的监理控制过程”要求,结合图4中的油套管制造检验工艺流程,本文梳理了油套管设备监造流程(见图5)。

图5 油套管监理流程图
2.见证方式设置
参照 GB/T 31185 -2014中的术语和定义,本文针对监造各类油气井油套管的不同标准技术要求、不同产品等级标准、生产工艺规范和客户的特殊要求、生产厂质量控制水平的高低等,设置了不同的见证方式设置。
3.技术规范关键点与驻厂监造工艺流程匹配性分析
① 质量体系审核
审核技术标准关键点与驻厂监造工艺流程匹配性,对生产企业质量保证体系审核展开审核,主要项目见表1。
4.各相关部门建立良好协作机制。人工成本管理并不仅仅是人力资源部门的事情,而是相关单位及企业所有部门都需要参与其中的工作,这就需要各单位、部门及人员之间形成良好协作关系,才能更好地完成此项工作。人力资源部门与用人单位(部门)协作,对人员的总量进行控制,人力部门、用人单位(部门)、工会部门协作对人员进行培训与考核,提高员工技能水平工作能力,从而提高工作效率。财务部门与相关方面协作,及时提供有关数据并深入分析,从而使企业对人工成本管理效果的判断与决策更准确更合理。

表1 质量保证体系审核主要项目
② 技术文件审核
技术文件审核主要包括:生产厂家的制造工艺、检验计划是否满足被监造产品应达到的标准要求;对委托方特殊技术要求再次与生产厂家进行确认;明确监造过程中不符合项的处置办法,明确监造过程中资料的要求与提交时限等内容。
③ 生产计划审核
生产计划审核主要包括:生产厂家计划与委托方产品交付要求的一致性,准确判断现有生产资源能否有效支持生产计划实施;对原材料到货情况、生产排产情况进行确认,判断工厂排产情况能否满足委托方产品交付等要求。
④ 检测与检验关键点
·钢坯检验
钢坯检验除了涉及检查供货厂家提供进货检验记录,检查原材料质量证明书,还涉及实物检验,如外观检验,检查是否存在可见缩孔;检查钢坯是否存在非金属夹杂;见证钢坯直径、椭圆度和端面切斜度等几何尺寸检验;检查钢坯追溯性,见证工厂钢坯追溯性保持程序。
钢坯化学分析主要涉及:检查坯料原材料记录,见证钢坯化学分析取样过程,审查试验结果,核对试验结果合格性等。
·螺纹加工与参数检测
资料和外观检查。该部分检查主要涉及监督螺纹加工过程,抽查现场螺纹检验记录,核对螺纹参数是否在规范要求范围内,重点检查内外螺纹是否划伤、管内壁是否存在铁屑之类的异物未清理干净。
螺纹加工车削螺纹环节检查。这部分检查主要涉及关注车削螺纹加工过程中的螺纹外观、螺纹参数、螺纹打磨区域等;仔细审查参数测量数据记录,对锥度、螺距、齿高、密封面直径、接箍外径、接箍长度和接箍镀层等螺纹参数进行一定比例的数据测量并记录,各项数据参数必须符合螺纹参数的要求。
·水压试验
抽查水压试验记录。这部分检查主要涉及抽查生产厂家水压试验电脑自动记录仪中曲线记录,抽查数据填入见证情况表;水压试验完成,见证水压试验的残留水分吹空,检查管体内壁是否存在残留液体及其他异物。
水压试验机应配备保证满足规定的试验压力和时间间隔要求的装置。试验压力测量装置应及时进行校准。
·涂层与防护
涂层:油套管管体内表面不应存在疏松易脱落的氧化皮;钢管周向部分膜层厚度应均匀;管体膜层应在完全固化后,再进行转移吊装。
防护:螺纹保护器应能保护螺纹和管端正常搬运和运输过程中不受损,防止螺纹在运输过程和正常储存期间渗入灰尘和水。螺纹保护器的螺纹形状应使产品螺纹不会因保护器而受到损伤。
外螺纹保护器应覆盖管子上螺纹全长,内螺纹保护器应覆盖等于管子上螺纹总长度的内螺纹。
·可追溯性
整个生产过程应保持产品的可追溯性。炉批号的可追溯性应保持到全部产品制造结束,所有检测报告均应有可追溯的炉批号。
四、结 语
油气井油套管生产工序相对复杂,尤其是对螺纹的制造精度要求较高,生产工序多且周期长。本文建议通过驻厂监造活动,梳理出适宜有效的监造流程,设置质量关键控制点,并具体分析驻厂监造的主要技术要点,对设备生产阶段进行质量把控,有效降低设备使用风险。
由于油套管驻厂监造服务是一种无形的产品,因此,更加有必要用高质量的工作去保证高质量的产品。除了上述的研究内容,本文认为还有待进一步完善以下几个方面。
加强驻厂监造工作服务规范化、标准化。这部分包括:持续细化监造服务的具体报表、表格和步骤等细节,制定标准化的流程、资料管理、操作规范等。
加强对驻厂监造人员的工作考核。这部分包括:当驻厂监造人员发现工厂重大生产质量问题时,他们是否能及时、有效地控制工厂产品质量,是否发现监造过程中的漏洞并对其提出合理有效的解决建议等;检查驻厂监造人员日常巡查和重要岗位关注是否按规范流程执行。考核人员应进一步了解驻厂监造人员的业务水平、发现问题解决问题的能力等;了解并验证驻厂监造人员对规章制度的贯彻执行情况。
猜你喜欢
化工管理(2022年14期)2022-12-02
工程建设与设计(2021年11期)2021-07-28
中国科技纵横(2020年14期)2020-11-28
中国特种设备安全(2019年5期)2019-07-16
科学之谜(2018年7期)2018-10-20
钻井液与完井液(2018年5期)2018-02-13
石油化工建设(2017年1期)2017-05-04
湖北电力(2016年5期)2016-05-09
当代化工研究(2016年6期)2016-03-20
华东理工大学学报(自然科学版)(2015年3期)2015-11-07
