牦牛奶Mozzarella奶酪的工艺及品质研究
2022-03-29 08:37肖梦林宋金鞠魏光强黄艾祥
中国乳品工业 2022年2期
肖梦林,宋金鞠,魏光强,黄艾祥
(云南农业大学 食品科学技术学院,昆明650201)
0 引言
牦牛乳是营养极丰富的特种乳制品,其干物质含量较高,蛋白质含量约为5.05%[1],含18种人体所必需的氨基酸,相比普通牛乳维生素A、微量元素和矿物质含量极为丰富[2-3]。随着国内消费者对高营养价值乳制品的追求,未来乳及乳制品将大幅增加[4],生产开发牦牛奶酪具有广阔的市场前景。加工酶凝奶酪常用的凝乳酶是小牛皱胃酶,但随着奶酪需求的逐年增加,小牛资源有限,开发新型凝乳剂迫在眉睫[5]。
据报道,在云南剑川县、鹤庆县用贯筋藤作为凝乳剂已有200多年的历史[6];黄艾祥等[7]将贯筋藤茎秆去皮、敲碎,添加热水浸泡,发现其浸泡液加工乳饼具有很高的凝乳活性。Mozzarella干酪是一种蛋白质含量高、营养丰富且易于消化吸收的高端乳制品,其独特风味容易被我国消费者青睐。研究表明不同发酵剂、不同酶制剂、不同乳化盐[8]及乳化盐添加量对Mozzarella奶酪的品质都具有一定的影响[9]。马永胜等[10]通过对凝乳酶、CaCl2、凝乳时间、凝乳温度、拉伸温度研究确定了Mozzarella奶酪拉伸成型的最佳工艺参数;贯筋藤凝乳酶在奶酪制品加工中具有一定的潜力,但目前利用贯筋藤凝乳酶加工牦牛奶Mozzarella奶酪的研究鲜见报道。
研究以贯筋藤凝乳酶和牦牛奶为原料生产牦牛奶Mozzarella奶酪,确定最佳工艺参数,并以理化、质构、功能特性以及游离脂肪酸和游离氨基酸含量为指标,全面评价牦牛奶Mozzarella奶酪的品质。研究旨在为贯筋藤凝乳酶的应用和牦牛奶Mozzarella奶酪的生产、开发提供理论依据,促进云南特色乳制品的开发利用。
1 材料与方法
1.1 材料与试剂
1.1.1 实验材料
牦牛乳,采自香格里拉高山牧场;贯筋藤凝乳酶(酶活力为223.135 SU/mL),实验室自制;发酵剂,购自丹尼斯克(中国)有限公司。
1.1.2 主要试剂
氯化钙、硫酸铵、氯化钠(食品级),天津市津北精细化工有限公司。
1.2 仪器与设备
HI99161 p H计,意大利哈纳;CX 811-0-100温度计,北京中西远大科技有限公司;HH-6数显恒温水浴锅,国华电器有限公司;CT15RE高速冷冻离心机,日本电子株式会社;HYP-1008消化炉,上海纤检仪器有限公司;KDY-9810凯氏定氮仪,北京市通润源机电技术有限责任公司;CP153电子天平,奥豪斯仪器有限公司;TA-XT 2质构仪,美国FTC公司;HD-3A水分活度测定仪,成都市宜邦科析仪器有限公司;GC-MS 7890A-5975C,美国;L-8900氨基酸自动分析仪,日本。
1.3 实验方法
1.3.1 牦牛奶Mozzarella奶酪的研制
1.3.1.1 加工工艺设计[11-12]
牛乳→净乳→杀菌(65℃,30 min)→冷却(38℃~40℃)→投入发酵剂(1%~1.5%)→加入凝乳酶(0.5%)→加入氯化钙(0.02%)→搅拌、恒温静置→切割(pH为5.8左右,切成1×1 cm的凝块)→升温收缩(42℃)→排乳清(pH 4.9)→堆酿(10 min)→热烫拉伸、盐渍(pH 4.7,温度80~90℃,盐水浓度3%,时间4~6 min)→冷却入模→真空包装→成品
1.3.1.2 单因素试验
以牦牛乳Mozzarella奶酪感官评分和产品产率为指标,考察热烫拉伸温度(60、70、80、90、95℃)、贯筋藤凝乳酶添加量(0.3%、0.4%、0.5%、0.6%、0.7%)、热烫拉伸p H值(4.5、4.6、4.7、4.8、4.9)对牦牛乳Mozzarella奶酪产品产率和感官评分的影响。
1.3.1.3 正交试验设计优化工艺
据单因素试验结果,选取贯筋藤凝乳酶添加量(体积分数)、热烫拉伸pH值、烫拉伸温度3个因素,进行3因素3水平的试验设计,优化牦牛乳Mozzarella奶酪工艺参数。正交试验设计结果见表1。

表1 正交试验设计分析因素及水平
1.3.2 牦牛奶M ozzarella奶酪品质研究
1.3.2.1 成品率计算
成品率按下式计算:
成品率=鲜乳饼质量/原料奶质量×100%
1.3.2.2 感官评价
感官评定由8名实验室人员,按照表2进行感官评定。
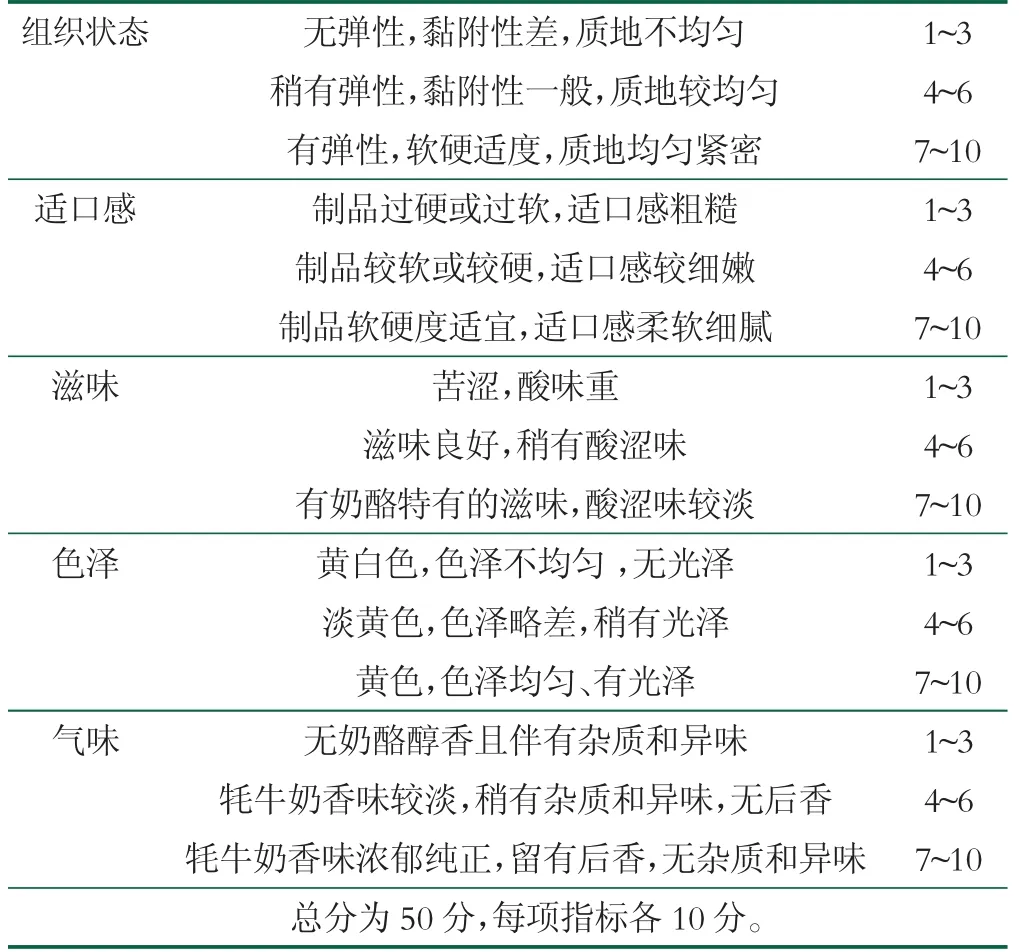
表2 牦牛乳Mozzarella奶酪感官评分表
1.3.2.3 理化指标测定
水分含量的测定:参照《GB 5009.3—2016食品中水分的测定》常压干燥法测定;蛋白质含量的测定:参照《GB 5009.5—2016食品中蛋白质的测定》微量凯氏定氮法测定;粗脂肪含量的测定:参照《GB/T 5009.6-2016食品中脂肪的测定》索氏抽提法测定;色差测定的测定:采用CR-400/410色彩色差仪进行测定。
1.3.2.4 功能特性指标测定
拉伸性、融化性参照王红燕[5]方法进行测定。
1.3.2.5 质构测定
参照李红娟[13]方法进行测定。
1.3.2.6 游离氨基酸含量测定
参照GB/T 5009.124-2003法。样品送至云南省农科院用氨基酸自动分析仪检测,结果均以原样计。
1.3.2.7 游离脂肪酸含量测定
参照王红燕[5]方法进行测定。样品送至云南省农科院,用面积归一法进行定性定量。
1.4 数据处理及分析
实验设计和数据统计分析处理利用Design-Expert 9.0、SPSS 20.0、V3.1软件进行数据统计分析,利用Origin2018和Excel 2013进行图表绘制。
2 结果与分析
2.1 工艺单因素确定
贯筋藤凝乳酶添加量、热烫拉伸pH值以及热烫拉伸温度对牦牛奶Mozzarella奶酪感官评分和产率的影响分别如图1~3所示。
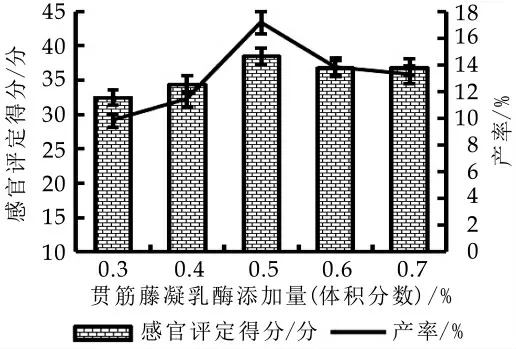
图1 贯筋藤凝乳酶添加量对感官评分和产率的影响
如图1所示,牦牛奶Mozzarella奶酪感官评分和产品产率随着贯筋藤凝乳酶添加量的增加呈先增加后缓慢降低的趋势,当贯筋藤凝乳酶添加量为0.5%(体积分数)时感官评分和产品产率最高,分别为38.75分,17.15%。这是因为凝乳酶添加量较低时,干酪凝乳效果不好,组织松散,排乳清过程会把部分未凝乳的蛋白和脂肪排出,产品产率低[14];凝乳酶添加量较高时,凝乳粗糙,蛋白质分解加快,所形成的游离氨基酸以及小分子肽段会产生苦味肽以及随排乳清排出[5],导致感官评分和产率下降。综合考虑,确定最佳的贯筋藤凝乳酶添加量为0.5%(体积分数)。
如图2所示,牦牛奶Mozzarella奶酪的感官评分和产品产率随着热烫拉伸p H值的升高呈先增加后降低的趋势,当热烫拉伸p H值为4.7时感官评分和产品产率最大分别为37.25分,16.33%。当热烫拉伸p H值>4.7时,酪蛋白胶束中的磷酸钙的溶解导致了单体酪蛋白的解离,处于解离状态的单体酪蛋白之间的静电斥力大大增加,最终形成了无定形聚集状态的酪蛋白,导致凝乳不彻底,乳清析出不完全,热烫拉伸时较稀,导致制成产品弹性等组织状态较差从而直接影响感官评分[15];当热烫拉伸p H值<4.7时,解离的蛋白胶束虽然会发生聚集,但难以恢复到天然的紧密球状结构,因此导致粒径增大,形成颗粒状的凝团,奶酪的拉伸性降低,产品产率降低,较低的p H值导致奶酪酸味加重,影响感官评分[16]。综合考虑,确定最佳的热烫拉伸p H为4.7。

图2 热烫拉伸pH对感官评分和产率的影响
由图3可知,牦牛奶Mozzarella奶酪的感官评分以及产率都是随着热烫拉伸温度升高而升高,温度较高时感官评分变化较小,产率有明显的下降趋势,当热烫拉伸温度为80、90℃时感官评分最大分别为37.66分和37.46分,产率最大分别为13.24%和13.29%。其原因是:热烫拉伸温度较低时,蛋白和脂肪结合不够紧密,拉伸处理无法重塑蛋白结构还会破坏原本的蛋白网格,使蛋白空隙加大甚至出现裂缝[17],导致产品弹性较差、硬度较大、口感较差,从而直接影响产品感官评分;而温度较高时产品中乳凝胶结构遭到破坏,稳定性变差,会融化一小部分溶于盐水中,最终导致产品产率下降。当热烫拉伸温度为80℃和90℃时,产品的感官评分和产品产率差异不大,为了便于实验操作,选择最优热烫拉伸温度为80℃。
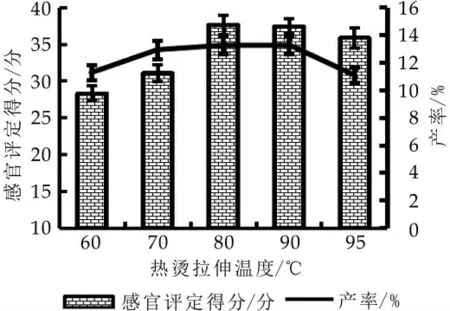
图3 热烫拉伸温度对感观评分和产率的影响
2.2 正交实验
选择贯筋藤凝乳酶添加量/体积分数、热烫拉伸pH值、热烫拉伸温度、进行三因素三水平正交实验,试验结果见表3。
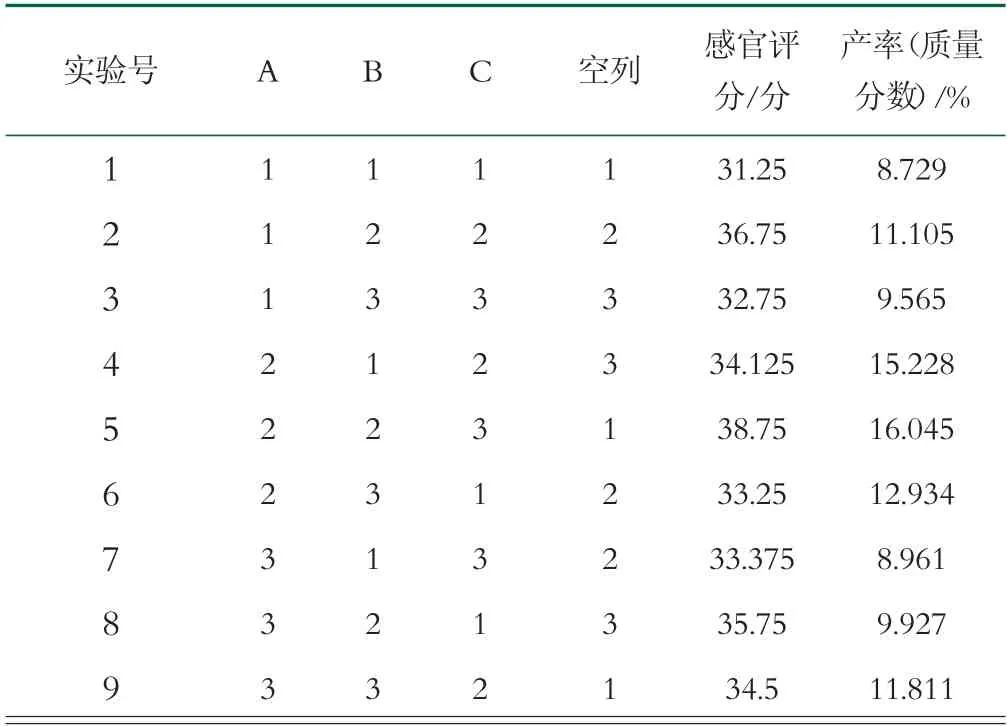
表3 正交试验分析方案及结果
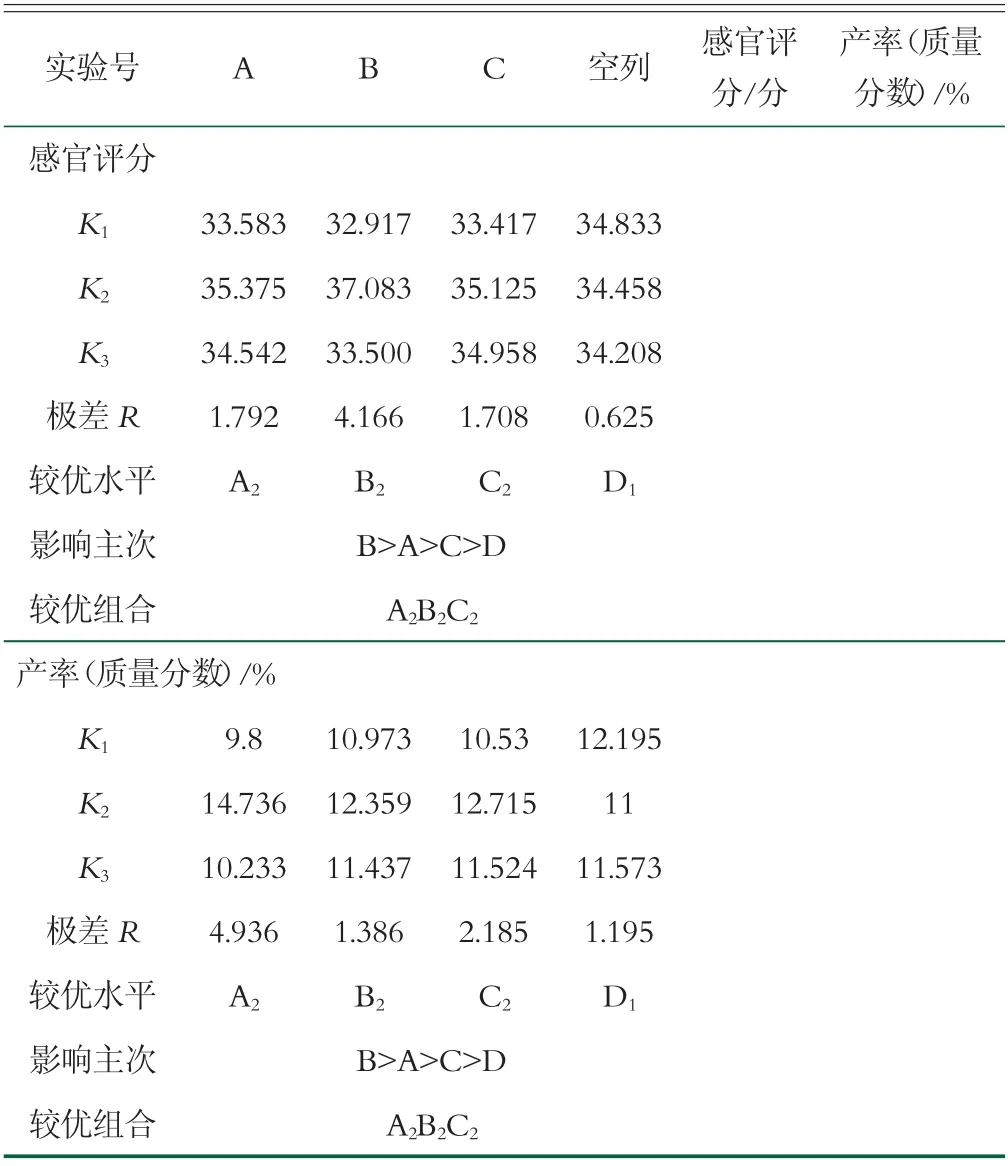
(续表3)
从表3可知,以感官评分和产品产率为指标得出最优工艺组合为A2B2C2,而在正交试验9个处理中,试验较好的方案为A2B2C3,两个结果出现差异,是由温度造成,与单因素实验得出结果一致。为了便于实验操作,选择最优热烫拉伸温度为80℃。最终确定本次试验最佳方案为贯筋藤凝乳酶添加量0.5%,热烫拉伸pH值4.7,热烫拉伸温度80℃。
2.3 牦牛奶Mozzarella奶酪的品质
2.3.1 理化指标
贯筋藤凝乳酶和小牛皱胃酶加工的牦牛奶M ozzarella奶酪的理化指标测定结果如表4所示。

表4 牦牛乳Mozzarella奶酪的基本理化指标
由表4可以看出,贯筋藤凝乳酶Mozzarella奶酪各理化指标差异显著(P<0.05),除水分质量分数高于小牛皱胃酶Mozzarella奶酪外,产品产率、蛋白质、脂肪含量均低于。贯筋藤乳饼水分质量分数较高,说明其形成的蛋白凝块能更好的保留水分,提高感官质量[18];产品产率低,其原因是:贯筋藤凝乳酶凝乳速度较慢,导致形成的乳凝块比较松软,切割过程中易破裂,排出乳清时易损失;蛋白质、脂肪含量低,说明贯筋藤酶对干酪中酪蛋白分解能力较强,而蛋白质的水解,导致蛋白胶束之间乳浆中的脂肪,在加热的情况下容易释放出来[5]。贯筋藤凝乳酶Mozzarella奶酪的亮度值和红度值显著低于小牛皱胃酶加工的M ozzarella奶酪(P<0.05),而两者的黄度值无显著差异。综上所述,贯筋藤凝乳酶所制牦牛奶Mozzarella奶酪产率、基本营养物质含量没有小牛皱胃酶所制牦牛奶Mozzarella奶酪高,这种差异与贯筋藤凝乳酶的活性有关。
2.3.2 TPA质构分析
贯筋藤凝乳酶和小牛皱胃酶加工的牦牛奶Mozzarella奶酪的TAP值测定结果如表5所示。
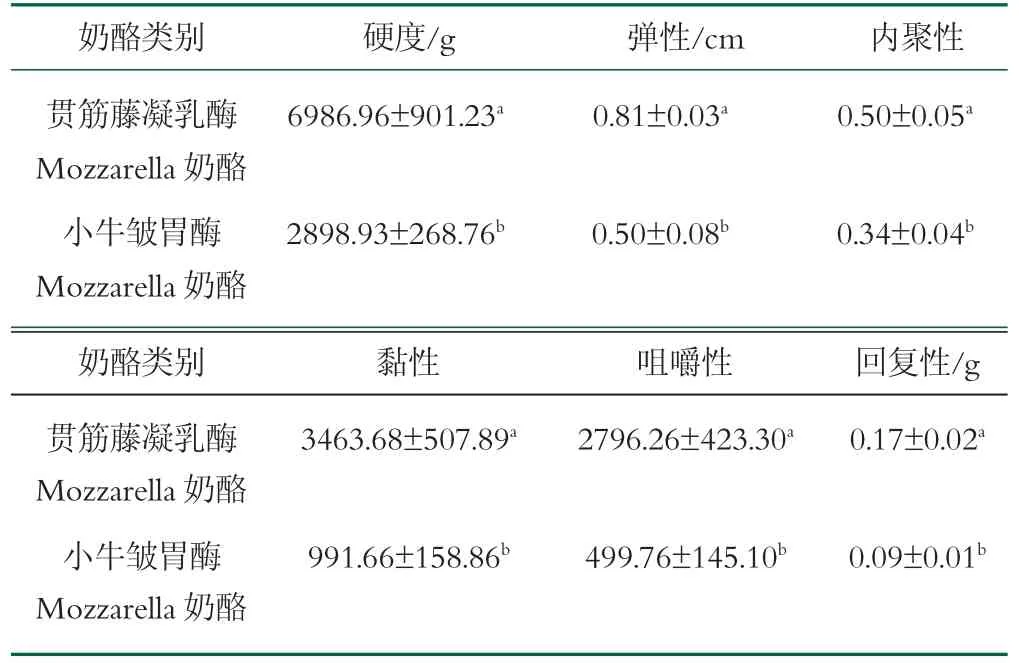
表5 牦牛奶Mozzarella奶酪的TPA值
由表5可知,贯筋藤凝乳酶Mozzarella奶酪的硬度、弹性、内聚性、胶着性、咀嚼性、回复性均显均显著高于小牛皱胃酶Mozzarella奶酪(P<0.05)。干酪硬度较大,反映了贯筋藤凝乳酶制的干酪经压缩后恢复得相对较好,具有较大的变形抵抗力;凝聚性较大则说明该种干酪不易被咀嚼成能够吞咽状态;黏性、回复性高是因为该种干酪的水分含量高,与理化指标测定结果一致;咀嚼性是硬度、弹性、内聚性的乘积,表示咀嚼过程中需要的能量,该种干酪咀嚼性高与3个指标高相对应。综上所述,贯筋藤凝乳酶所制牦牛奶Mozzarella奶酪与小牛皱胃酶所制牦牛奶Mozzarella奶酪相比,其硬度较大,凝聚性较好,有嚼劲。
2.3.3 功能特性指标分析
贯筋藤凝乳酶和小牛皱胃酶加工的牦牛奶Mozzarella奶酪功能特性测定结果如表6所示。
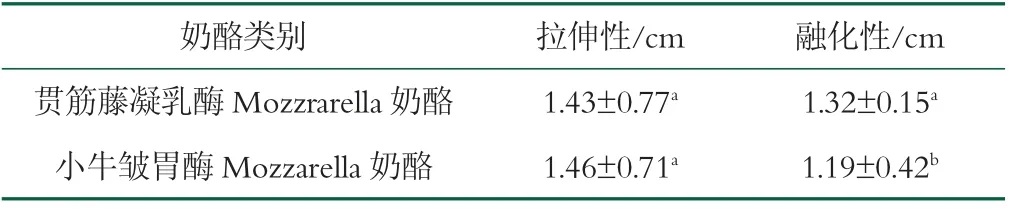
表6 牦牛奶Mozzarella奶酪的拉伸性和融化性
由表6可知,贯筋藤凝乳酶制得的牦牛奶Mozzarella奶酪拉伸性为1.43±0.77 cm,与对照组差异不显著(P>0.05),融化性为1.32±0.15 cm,与对照组差异显著(P<0.05)。这是因为不同的凝乳酶对干酪蛋白水解度不相同[19],在贮藏过程中αS1-、β-酪蛋白在贯筋藤凝乳酶的作用下,肽键断裂,蛋白胶束之间的连接降低,经加热处理,蛋白的熵变小,分子之间流动所需的能量变小,所以干酪的融化性逐渐增大,与王红燕等[5]研究一致。
2.3.4 游离氨基酸含量分析
贯筋藤凝乳酶和小牛皱胃酶加工的牦牛奶Mozzarella奶酪的游离氨基酸含量如下表7所示。

表7 牦牛奶Mozzarella奶酪游离氨基酸检验结果
牦牛乳M ozzarella奶酪中的游离氨基酸种类和含量的增加有助于提高奶酪的营养价值,丰富奶酪的滋味,并且游离氨基酸作为挥发性风味物质的前体物,可进一步分解生成酮、酸、醇、酚、醚、吲哚等挥发性风味物质[20]。如表7所示,共检测出17种游离氨基酸,2种牦牛乳Mozzarella奶酪的必须氨基酸量、游离氨基酸总量均差异显著(P<0.05)。贯筋藤凝乳酶所制奶酪中游离氨基酸总量为200.8 mg/kg,二者与相差较大,相比约5倍,其原因是:小牛皱胃酶的酶活性比贯筋藤凝乳酶活性要高许多且小牛皱胃酶的凝乳效果也较贯筋藤凝乳酶好;贯筋藤凝乳酶牦牛乳Mozzarella奶酪中组氨酸、谷氨酸、天门冬氨酸含量较高,而小牛皱胃酶牦牛乳Mozzarella奶酪中组氨酸、谷氨酸、苏氨酸含量较高,二者表现出相似的性质,证明了贯筋藤凝乳酶在丰富牦牛乳Mozzarella奶酪风味方面较好。
2.3.5 游离脂肪酸含量分析
贯筋藤凝乳酶和小牛皱胃酶加工的牦牛奶Mozzarella奶酪的游离脂肪酸含量如表8所示。

表8 牦牛乳Mozzarella奶酪游离脂肪酸检验结果
游离脂肪酸对奶酪风味的形成具有重要作用,根据碳原子之间是否含有不饱和双键,以及不饱和双键数目的多少可分为饱和脂肪酸、单不饱和脂肪酸、多不饱和脂肪酸。由表8可知,共检测出10种脂肪酸,其中饱和脂肪酸含量最高,分别占总脂肪酸含量的58.23%,64.94%,原因是在贮藏过程中氨基转移酶代谢为酮酸类物质,最终转化为醛、醇及脂肪酸类物[21]。贯筋藤凝乳酶加工的牦牛奶Mozzarella奶酪饱和脂肪酸相对含量最高的是棕榈酸,单不饱和脂肪酸相对含量最高的是油酸,分别为28.34%,34.78%,二者含量决定切达干酪的风味,含量较高时,有利于风味的形成[22-23];多不饱和脂肪酸相对含量最高的是亚油酸,占5.52%,显著高于小牛皱胃酶加工的牦牛奶Mozzarella奶酪(P<0.05),与王红燕等[5]研究一致,其含量越高说明产品营养品质越好[24]。
3 结论
牦牛奶Mozzarella奶酪制作的最佳工艺条件为:贯筋藤凝乳酶添加量0.5%(体积分数),热烫拉伸温度80℃,热烫拉伸p H值4.7。在此条件下所得成品风味好,质地优,有弹性、嚼劲(P<0.05),且营养价值高,蛋白质含量为24.73±0.33%,游离氨基酸总量为200.8 mg/kg,含有10种游离脂肪酸。此研究可为云南特有植物凝乳酶在牦牛奶Mozzarella奶酪制品中应用及开发方面提供一定的科学依据。
猜你喜欢
实用手外科杂志(2022年2期)2022-08-31
青海湖(2022年3期)2022-06-09
城市道桥与防洪(2022年3期)2022-05-08
滇池(2022年5期)2022-04-30
汉语世界(The World of Chinese)(2022年1期)2022-02-25
散文诗(2021年22期)2022-01-12
湖北农机化(2021年11期)2021-07-01
安全与环境工程(2021年2期)2021-04-02
科学导报·学术(2020年29期)2020-10-21
煤炭加工与综合利用(2020年6期)2020-07-17