
浅谈钢轨打磨车在地铁轨道养护中的应用
2022-03-29 21:49张明宏
机电信息 2022年5期






摘要:地铁新线运营之前都要对钢轨进行打磨,即预防性打磨,其目的是去除钢轨轧制的斑痕、脱碳层、钢轨对接处的焊点并提高钢轨的表面粗糙度,最终目的是消除钢轨表面不良痕迹,防止这些缺陷进一步发展,延长钢轨使用寿命。此外,钢轨打磨还包括保养性打磨和修复性打磨。现对地铁运营阶段钢轨打磨车的应用进行了简要分析和探讨。
关键词:钢轨病害;波磨;预防性打磨;保养性打磨;修复性打磨
中图分类号:U216.65 文献标志码:A 文章编号:1671-0797(2022)05-0065-03
DOI:10.19514/j.cnki.cn32-1628/tm.2022.05.018
1 地铁中钢轨常见的病害情况分析
在地铁新线开通运营之前,新钢轨铺设上道与车轮未磨合时,直线钢轨车轮走行光带在钢轨内侧10~30 mm范围内,圆曲线[1]钢轨上股光带则更趋近轨距角。当钢轨较软、列车轮重较大时,随着车轮的不断滚动碾压,钢轨轨面发生磨损,光带逐渐变宽至整个轨面,轮轨通过自然磨损而磨合,逐渐形成共形接触,如图1所示。
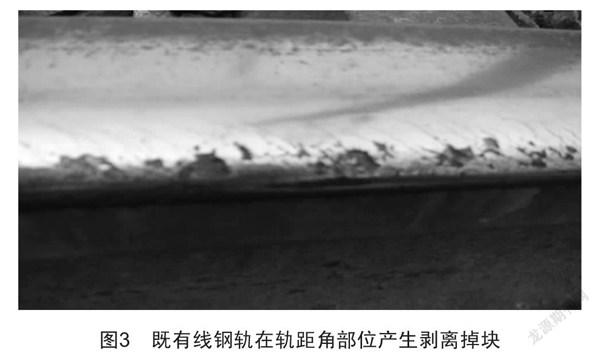
而当钢轨较硬、轮重较小又未能及时进行打磨时,轮轨接触长期在轨距侧,会导致该部位形成滚动接触疲劳伤损(RCF),容易在轨距角部位产生裂纹或剥离掉块,如图2、图3所示。
在极其复杂的工作条件下,钢轨不可避免地会产生各种损伤,有在冶炼过程中出现的缺陷,也有在运输、建设及使用过程中出现的损伤。常见的损伤如下:(1)钢轨磨耗,包括垂直磨耗、侧面磨耗、波浪形磨耗(简称波磨);(2)接触疲劳伤损,包括轨头裂纹、隐伤、剥离;(3)肥边以及钢轨擦伤等。部分钢轨损伤如图4、图5所示。
综上所述,按照效益最大化原则,应该及时对钢轨进行预防性打磨[2],使钢轨形成适合轮轨接触的轨头形面,去除钢轨表面脱碳层和施工造成的轨面伤损,使车轮走行光带居中,提高轨道的平顺性。
2 钢轨打磨车的作用
2.1 GMC16A型钢轨打磨列车功能
钢轨打磨列车可以修正轨道波浪状磨损、轮轨擦伤,纠正内外轨倾斜变形,修整轮轨接触面上各种由于车辆在钢轨上行驶而产生的钢轨缺陷,进行线路钢轨的预防性维修。GMC16A型钢轨打磨列车主要用于消除钢轨的表面磨损、变形和其他缺陷,满足钢轨下列保养及修复要求:
(1)新轨预防性打磨。
(2)周期预防性打磨。
(3)保养性维修:对波磨、短波磨耗、长波磨耗、伤损焊接接头等钢轨表面磨损进行周期性保养。
(4)修复性维修:对飞边、走行面不平顺、斑点和砂眼、表面磨损、变形等钢轨表面缺陷等进行修复。
2.2 GMC16A型钢轨打磨列车组成
如图6所示,GMC16A型钢轨打磨列车由A1、A2车组成,A1车、A2车基本呈中心对称结构,其中A1车安装有检测装置,A2车相应位置安装工具箱。
A1车上部从司机室端到连接杆端依次为司机室、水箱、喷淋冲洗水泵电机组、空气净化装置、集尘装置、风源装置、燃油箱、电气柜、液压油箱、发电机、变频变压装置、分动箱、柴油机及进排气部分、冷却装置。
A2车从司机室端到连接杆端与A1车从司机室端到连接杆端几乎完全一样,区别在于A1车车下安装有检测小车,A1车司机室内有检测装置显示屏和检测装置控制柜,而A2车未安装。A2车在检测小车安装位置安装有工具箱。
2.3 GMC16A型钢轨打磨列车砂轮
打磨车的普通打磨单元和特殊打磨单元使用的打磨电机和打磨砂轮型号不同,这是因为道岔打磨过程中,要求非岔心侧全部打磨,因此打磨砂轮要深入到基本轨和护轨之间,进而使砂轮的厚度受到限制。而为了提高使用效率,使砂轮的线速度相应提高,薄砂轮采用260 mm直径。砂轮规格如表1所示。
使用上述两种规格的砂轮进行正线打磨,由于走行轮轮缘[4]与钢轨有9~24 mm的横移量,因此?准180的砂轮在-20°角度打磨时,砂轮与轨面基本只有线接触,极易打坏钢轨、崩裂砂轮。若增大砂轮直径,在半径小于300 mm打磨作业时,打磨砂轮与钢轨内侧距离不等,内侧股砂轮向钢轨内侧远离,外侧股砂轮与护轨接近,会撞上钢轨。因此,打磨小车采用平移机构,布置在两个摇篮框的中间,使两个摇篮框呈现“八”字型,弦长减半,小车走行轮与曲线行程的弓高相应减小。
2.4 打磨作业系统操作
2.4.1 打磨作业准备工序
(1)打磨车进入封锁区间,必须停在直线地段(不包括道岔、道口、桥梁、隧道),制动压力不小于3 kPa,制动显示灯亮;
(2)在打磨作业控制系统触摸屏主界面观察发电机参数是否正常;
(3)确认“作业油压145 bar” “作业风压7.5 bar” “最小背压6.5 bar” “小车供电QLIM3” “升降液压阀开启”指示灯点亮;
(4)工况选择开关扳到“作业位”;
(5)启动油压按钮,按小车自复位按钮,进行小车复位;
(6)电机打磨PLC触摸屏上自动放下所有打磨小车,放下测量小车后,车下确认各小车导轮与钢轨表面接触紧密;
(7)开启测量小车计算机;
(8)选择正线或道岔打磨模式及打磨模式编号。
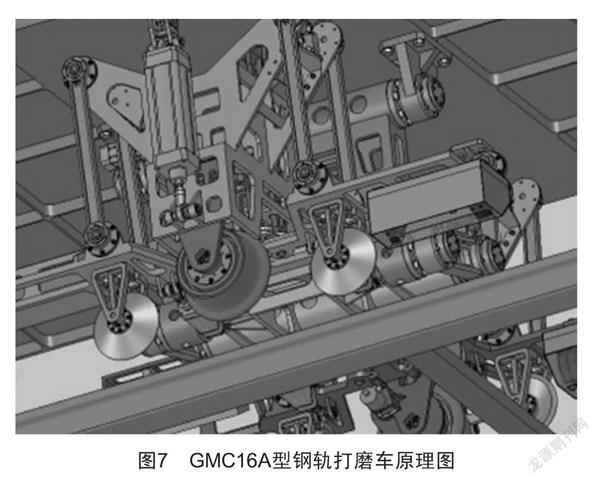
以上操作步骤完毕后,完成打磨作业准备工序,方可开始打磨作业,如图7所示。
2.4.2 打磨作业收车工序
(1)打磨车必须停在直线地段(不包括道岔、道口、桥梁、隧道),制动压力不小于3 kPa,制动显示灯亮;
(2)观察打磨电机压力正常,电机全部最高位灯亮,停止打磨电机,确认电机电流为“0”;
(3)调速手轮归零,方向手柄归零;
(4)确认各电机实际角度归零;
(5)提升全部打磨小车与测量小车,车下确认各个状态正常;
(6)逐一确认检测小车和打磨小车高位并锁定,小车前端和后端高位指示灯点亮;
(7)逐一关闭每个打磨小车的集尘装置、反吹装置、水系统喷淋模式,并逐一确认,关闭油路;
(8)在左侧操作面板将“工况转换”调至牵引位。
以上操作步骤完毕后,完成打磨作业收车工序,方可牵引运行驶离作业区域。
3 结语
预防性打磨,每打磨一次钢轨都能延缓其损伤发展的速度,延长钢轨寿命,并且在微小裂纹不超过0.2 mm时进行预防性打磨,是阻断钢轨加速破坏趋势的最佳时机。钢轨打磨可以分为预防性打磨、保养性打磨和修复性打磨,定期预防性打磨可延长钢轨寿命5~8年,减少车辆蛇形运动,减少噪声,改善列车的运行状况,保障旅客乘坐舒适度,降低能耗,减少机车部件和轨道的维修成本,为公司带来经济和社会效益。
[参考文献]
[1] 铁路工程基本术语标准:GB/T 50262—2013[S].
[2] 地铁与轻轨系统运营管理规范:CJJ/T 170—2011[S].
[3] 内燃机车通用技术条件:GB/T 3314—2006[S].
[4] 机车轮對组装技术条件:TB/T 1463—2006[S].
收稿日期:2021-12-20
作者简介:张明宏(1987—),男,辽宁大连人,工程师,研究方向:地铁轨道、隧道结构的检测管理。
