
悬臂式自动焊机技术改进及应用
2022-03-27 08:48:48曾静森李代涛周建普
石油化工建设 2022年12期
曾静森 李代涛 周建普
中国化学工程第六建设有限公司 湖北襄阳 441000
在石油化工、新能源等施工项目中需要焊接大量不同材质、各类管径和壁厚的工艺管道,具有效率快、合格率高、焊缝成形美观等特点的自动焊成为焊接领域的排头兵。加强管道自动焊预制水平和预制深度,是提高管道预制速度和质量、降低施工成本、保障项目顺利完成的重要途径之一。根据现阶段各个项目自动焊设备的实践应用,结合不同项目的特点和施工现场的自动焊接需要,中国化学工程第六建设有限公司(以下简称六化建)摸索出一整套管道自动焊技术改进及应用的实践经验。
1 部分悬臂式自动焊机的焊接局限性
无论是悬臂式还是压紧式,不同厂家不同型号的自动焊机焊接管径的大小范围均受限于产品设计,也可以说受限于产品价格。如何在利弊间选择性价比更高、更为合适的产品,避免造成单台焊机的使用局限性?当然,在当前管道自动焊预制的生产加工过程中,可根据价位选择机具设备。而通过技术革新改变机具设备的各种限制,为施工现场真正的降本增效,以最低的成本获得更大的效益,尤为关键。
目前,悬臂式自动焊机常选用的机型为加工DN200~800mm 范围内管件的设备,基本可以满足施工现场管道自动焊的需要。但遇到DN1000mm 以上的大口径中长管件,则无能为力。如果通过自动焊接进行加工,必须采购能够覆盖≥1000mm 范围管件的机型,这又将是一大笔支出。在当前大力推广和应用自动焊的同时,盲目为了单一的管径预制购置新设备,必将带来某一型号设备的闲置和使用局限性的突出问题。
为了改变这种现状、节约成本,六化建通过大量的试验和测试,以及上机操作和数据统计等工作,结合自动焊焊工的实际操作过程,在原有机具设备基础上,调节相关的技术参数;通过改进悬臂式自动焊机焊臂、焊接卡盘及底座,合理搭配滚胎、压紧链条固定工装,解决了大口径中长管件的自动焊接问题。不仅使现有机具设备焊接的管件范围扩大,减少新机具设备的购置,而且解决了预制场地的占用问题,以及机具设备转运过程中的物流费用和保养等一系列开销。可以说,应用小功能创造出了大效能。
2 改进悬臂式自动焊机技术要点
2.1 技术措施
(1)改变自动焊机原有的焊臂长度、高度,增加配重;
(2)加宽、加高焊机底座;
(3)增大卡盘、卡爪夹具的可调节尺寸;
(4)改装托架小车;
(5)管道直径≥DN1200 自动焊接时加装滚胎;
(6)利用压紧链条固定工装。
悬臂式自动焊机各部件改进参数如表1 所示。

表1 悬臂式自动焊机各部件改进参数
2.2 改进后的焊接范围
改进后的悬臂式自动焊机焊接范围扩大,可以焊接DN800~1900mm 的大口径中长管件,包括管件+ 弯头/法兰/ 三通、管件+ 三通/ 法兰+ 弯头和大型罐体等。焊接参数和焊机配置根据现场实际情况进行相应调整,通过不同的搭配方式进行自动焊接,在保证焊接安全的前提下,焊接质量和焊接速度可与原机型媲美。
2.3 悬臂式自动焊机各部件改进方法
2.3.1 增加配重
关于焊臂的改装和配重问题,采用加工制作标准件长臂和机械液压杆来解决原有设计不严谨的问题,做好安全文明施工。设计改装的方案便于安装和拆卸,也便于使用和维修保养。这样有利于其他项目的统一改装,并且提供标准化的图纸,使改装成本更低,提高经济效益。焊臂加长、加高焊接实景如图1 所示。

图1 焊臂加长、加高焊接实景
2.3.2 改进焊机底座
底座部分是整个升降头架的支撑部件,设备中的升降驱动装置安装在该部件上。安装在溜板上的驱动旋转部分采用回转驱动齿轮+ 回转支撑到连接卡盘的结构形式,承载能力较大,传动效率高,可以在恶劣的环境下工作;夹持定位部分改装为手动六爪卡盘夹紧,此结构可实现工件自动定心,并具有定心精度高、操作简单迅速的特点。底座加高、加宽实景如图2 所示。

图2 底座加高、加宽实景图
2.3.3 增大卡盘、卡爪夹具
卡盘示意如图3 所示,增大卡盘可调节尺寸如表2 所示。采用6 个L 型卡爪,通过螺栓与卡盘进行固定。前期使用的卡爪是自行设计定制的,需要单独开孔进行安装,调节夹具大小的过程也相对比较麻烦。需要拆卸之后重新固定卡爪伸出的长度,并且卡盘的改动也对原有的机具设备造成了一定的影响。后期为了提高对机具设备的保护,采用齿轮式,并且可以加长、加高;通过螺栓加装固定的卡槽,不用再单独开孔,调节夹具的大小也更为灵活。改进后卡盘卡爪实景如图4 所示。
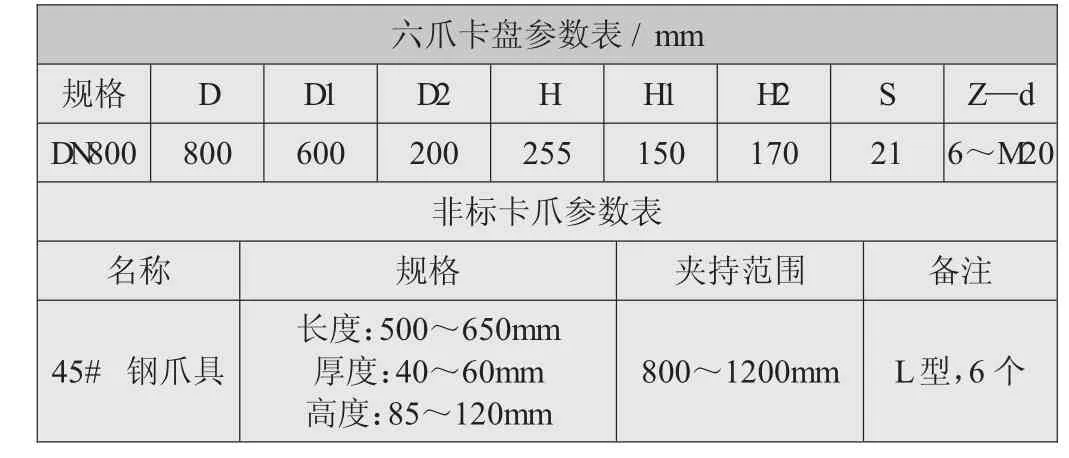
表2 增大卡盘可调节尺寸表
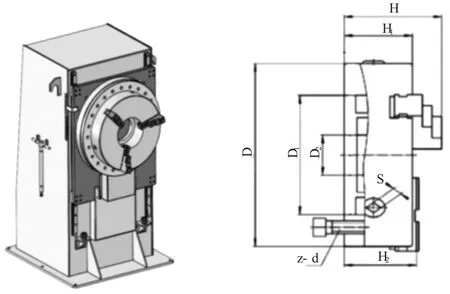
图3 卡盘示意图

图4 改进后卡盘卡爪实景图
2.3.4 改进托架小车
托架小车之前是用直接焊接的三角支撑架和安装滚轮组成的,后期在原有机具设备上以开孔的方式,通过螺栓进行连接固定。这样不仅不会损坏机具设备,加大了对固定资产的保护,而且机具设备在搬运过程中的拆卸更为方便。
2.3.5 其他改进
直径≥DN1200mm 的管道自动焊不再适合用卡盘夹具,改为滚胎配合焊接。利用滚胎焊接实景如图5 和图6所示。另外,压紧链条固定工装如图7 所示。

图5 改装后焊机利用滚胎焊接长管两端接弯头

图6 改装后焊机利用滚胎焊接大口径管件

图7 压紧链条固定工装图
3 悬臂式自动焊机改进初步成效
利用改装后的悬臂式自动焊机固定好需要焊接的大直径中长管件,按照正确的焊接操作规程进行焊接,大口径中长管件必须特别注意转动过程中的稳定性,以确保安全。如果搭配滚胎进行焊接,转速和相应参数要进行适当的调整,上机前要认真检查需要焊接的管径大小,调节好之后再做好焊接前的各项准备工作。准备工作包括不起弧空转确认转速、管件的水平度和平稳程度,以及达到管件焊接过程中焊接参数的最佳匹配等。
经过大量测试件的反复应用与实践,六化建掌握了一整套的焊接参数,并顺利完成了各类大口径中长管件的焊接,简单易操作且高效快捷。改装后的机具设备提高了工效≈50%,初步达到降本增效的目的。截至目前,焊接量初步统计已突破15000DIN。具体如表3 所示。

表3 大直径中长管件焊接量 DIN
4 结语
经过多个项目施工现场的自动焊实践,改装的悬臂式自动焊机有效解决了大口径中长管件的自动焊难题。自动焊工在经过培训和上机操作后,能够适应不同机型,具备应用新技术的能力,并可保障焊接质量和进度。
猜你喜欢
汽车实用技术(2022年19期)2022-10-19 07:46:10
内燃机与配件(2022年2期)2022-01-17 23:46:44
内江科技(2021年3期)2021-04-04 02:53:46
机械制造与自动化(2020年3期)2020-07-16 02:02:16
制造技术与机床(2018年12期)2018-12-23 02:41:06
制造技术与机床(2017年2期)2017-05-04 04:17:34
焊接(2016年1期)2016-02-27 12:59:40
设备管理与维修(2015年12期)2015-12-25 01:49:30
焊接(2015年10期)2015-07-18 11:04:46
焊接(2015年9期)2015-07-18 11:03:53
