木材阻燃技术的研究进展
2022-03-27 05:59何梦凡李晓玉连海兰
林业机械与木工设备 2022年3期
何梦凡, 李晓玉, 连海兰, 魏 鑫
(南京林业大学材料科学与工程学院,江苏 南京 210037)
木材是一种传统的,无毒无害的建筑材料。木材制品不仅有天然的纹理和质感,还具有自然的香气,从古至今都备受人们的喜爱,被广泛地应用于房屋建筑以及室内装饰中。例如,云杉质地轻软、抗压抗拉能力强,不易变形且易加工,备受消费市场的青睐。随着人们生活水平和对回归自然向往的不断提升,对以木质资源为原料制造的家具和建筑基材需求量逐年增大。木材也被越来越多地应用于人类的生产生活中[1]。2015-2020年我国原木进口量和增长率统计如图1所示。

图1 我国原木进口数量及增长率统计(数据来源:中商产业研究院数据库)
木材中所含的主要元素有碳、氢、氧,此外还包括少量氮和其他无机物,是一种固体可燃物。木材的主要成分是纤维素、半纤维素和木质素,其总量占木材的90%以上[2-4]。其中40%~50%是纤维素,20%~35%是半纤维素,15%~35%是木质素[3],另外还含有少量的灰分和抽提物。灰分也即通常所说的矿物质,是由Na、K、Ca、P、Fe 等元素组成的无机化合物。而抽提物是由脂肪族化合物、萜类化合物、酚类化合物组成的[5]。不同树种的木材燃烧性能会有较大的差异,一般来说,灰分含量越高,木材越不容易燃烧,而抽提物含量越高,木材越容易燃烧[6]。木材的易燃性不仅会导致火灾蔓延,而且燃烧时产生的烟气往往是导致人员伤亡的首要原因,这给人们的日常生活和建筑消防带来了很大的安全隐患,因此其利用场所也明显受限。如按照《建筑内部装修设计防火规范》规定,天然木材的燃烧性能等级为B2 级,即不能作为各种场所的顶棚装修材料等。为了降低木材可燃性给社会带来的巨大损失,扩大木材及木质品的应用领域,对木材进行阻燃和抑烟处理是十分必要的。因此,充分掌握木材阻燃技术及其研究进展,研制新型木材阻燃剂和开发新的阻燃处理技术,规范阻燃性能的检测标准及相关流程显得刻不容缓。
1 木材阻燃技术的发展历程
木材阻燃技术的发展历程如图2所示,从图2木材阻燃技术的大致发展历程中可以看出,早在5 000年前,就有在木材外涂抹泥土以达到防火的目的。有关木材阻燃的研究始于1735年Wyld发表第一篇有关阻燃剂的专利[7]。此外,1768年就出现了以磷酸铵盐为主的木材阻燃剂[8],随后查阅到Gay-Lussac于1821年使用磷酸铵和硼酸混合物对木材进行阻燃处理的记载。20世纪初,英国的G.A.Engelard等用天然橡胶和氯气反应制得阻燃氯化橡胶,首次通过化学法达到阻燃效果。20世纪30年代美国农业部林业试验站(USDA Forest Service)集中研制了以磷、氮、硼、卤素为主的阻燃药剂及其混合物[9]。到了50年代,开始尝试尿素等弱碱性有机氮化物与磷酸配比,在木材中形成磷酸缩合物达到阻燃的效果。以无机盐类阻燃剂为主的同时采用了更多新的复合型阻燃剂。以美国、日本为首的一批发达国家开始系统地研究木材的燃烧机理、燃烧理论[10]。20世纪60年代,国内成功研制防火漆(非膨胀型)。同时,有机型阻燃剂得到发展,减轻了无机型阻燃剂的析出迁徙,但该类阻燃剂释放有毒气体污染环境。20世纪七八十年代,膨胀型防火涂料(例如:氨基树脂)问世[11],木材阻燃剂进入蓬勃发展时期。以中国林业科学院为首率先开展了关于木材和木质人造板阻燃研究[12];随后东北林业大学李坚教授团队系统设计研究了以脒基脲磷酸盐(GUP)和硼酸为主要阻燃活性物质的新型木材阻燃剂(FRW)的阻燃机理和实践应用。北京林业大学发明了具有环保低毒、成本低且用途多的BL-环保型阻燃剂。南京林业大学研制出TGP木材阻燃剂[12],进一步推进木材阻燃剂的发展。目前我国现行的阻燃木质材料的试验标准有:GB/T 8626-2007《建筑材料可燃性试验方法》、GB 8624-2012《建筑材料及制品燃烧性能分级》、GB/T 17658-1999《阻燃木材燃烧性能试验火传播试验方法》、GA/T 42.1-1992《阻燃木材燃烧性能试验方法木垛法》、GA/T 42.2-1992《阻燃木材燃烧性能试验方法火管法》,与发达国家相比,我国现阶段在木材阻燃标准制定方面相对落后,因此应积极完善木质材料阻燃性能、有毒成分含量分级、检测及评价体系,与国际接轨[13]。

图2 木材阻燃技术的发展历程
在木材阻燃处理工艺方面,2008年邱坚[14]等采用空细胞法,用SiO2溶胶浸渍处理木材,具有制备工艺简单,提高原料利用率等优点。近年来,研究者研制出更多新型阻燃剂并且对木材阻燃处理工艺进行了很大的改善。如Taghiyari将纳米银注入实验样品,并比较其与硼砂等物质的阻燃性能,结果显示,金属银很大程度地提高了材料的耐火性能,使其在提高木材的阻燃性能方面有广阔的应用前景[15-17]。顾忠基[18]等将掺杂有镁或铝的层状双金属氢氧化物(Mg/Al-LDHs)与三聚氰胺甲醛树脂复合后,应用于饰面人造板中,有效地阻燃还阻止了烟气的逸出。F.Sohbatzadeh[19]等使用在大气压下优化的新型介质阻挡放电(DBD)设备,通过无卤等离子体聚合制备具有疏水性和阻燃性的有机薄涂层,研究发现这种涂层阻燃剂能够将木材热分解的最大速率显著降低。Peng Jiang[20]等通过金属酚醛网络(MPNs)合成阻燃和抗菌木纤维并连续浸渍单宁酸(TA)和亚铁盐以制备TA-Fe-木材复合物对木纤维进行改性,研究显示:与未经改性的木纤维相比,改性后的木纤维的峰值热释放率降低了71.5%,峰值发烟率降低了56.5%,并且炭的形成增加,表明耐火性显着提高。
2 木材的燃烧过程
尽管不同树种木材的燃烧性能各不相同,但木材的燃烧过程总体上主要包括吸热升温、热分解、着火、燃烧和蔓延这五个阶段[21]。
(1)木材要进行燃烧,首先是对其加热,当温度达到100 ℃时表层受热脱水,并释放出一些小分子物质。
(2)继续加热升温,木材开始热分解,细胞壁受热,主要自由水和绝大部分的次级吸着水被释放。当温度达到150 ℃~200 ℃时,热分解速度加快并产生不燃性气体二氧化碳、水蒸气、微量甲酸、乙酸,同时伴随着碳水化合物的分解产生焦油和可燃性挥发物。
(3)220 ℃~280 ℃是木材的燃点范围,产生的可燃性气体量增加,其中包括甲烷、乙烷、烯烃等,此时的木材可以自燃或被外火源点着。热分解不断加速,形成燃烧链反应,使火越烧越旺。
(4)当温度达到280 ℃~350 ℃时,纤维素、木素开始分解,450 ℃以上热分解的残余物质碳表面与氧反应形成固相燃烧。
(5)通过热传导,相邻部分重复上述过程,最终导致燃烧的传播。
简而言之,随着温度的升高,木材及其成分的热解会释放可燃和不可燃气体,留下焦油和木炭。升温过程中木材的性状变化[23]见表1。通过不同催化剂的使用,可以改变木材进行热解和燃烧反应的方式和产物,这也是阻燃木材的化学依据。在接近着火点(260 ℃~290 ℃)的吸热分解阶段[22],是阻燃木材的关键阶段。因此,可以通过吸收更多的热量,产生更多的水蒸气,抑制可燃气体的产生,或阻断自由基的链式反应来达到阻燃的目的。

3 木材阻燃剂的概况
木材阻燃剂有很多种类,其分类方法也有多种。按阻燃剂中所含主要元素可以分为:卤系阻燃剂、磷-氮系阻燃剂、硅系阻燃剂、硼系阻燃剂以及金属氧化物阻燃剂等。按主要化学组成成分可以分为:无机型阻燃剂、有机型阻燃剂和复合型阻燃剂。不同的分类方法之间内容有交叉,本文主要从阻燃剂化学组成成分的角度进行归纳总结。
3.1 无机型阻燃剂
无机阻燃剂的历史最悠久,虽然易吸收水分但因其不产生有毒性气体、烟产量少、有较好的热稳定性、价格低廉等优点,至今仍被广泛采用[24]。无机阻燃剂大致经历过三个发展历程:第一代无机木材阻燃剂是指在木材阻燃剂发展初期使用的各种水溶性无机盐或其混合物,如铵盐、硫酸盐、磷酸盐、卤化物以及硫酸铝钾等复合盐[25]。但单一品种阻燃机理的阻燃剂很难满足材料的阻燃要求,并且像卤化物这类阻燃剂在燃烧反应进行时会释放出二噁英等有毒有害物质[26],造成二次伤害,近些年来卤素阻燃剂在很多场所已经被限制使用。第二代阻燃剂多是利用各阻燃剂之间的协同作用建立的磷-氮复合、磷-卤复合、磷-氮-硼复合等体系的高效复合阻燃剂[10,27-28]。此类阻燃剂,如反丁烯二酸双酯(FR-2)的应用使得处理材的性能有明显提高和改善。如王清文[23,29-30]等研制的FRW阻燃剂是一种典型的磷-氮-硼复合体系阻燃剂,具有阻燃、抑烟、防腐等一剂多效性功能。吴宇晖[31]等通过两步浸渍法,将质量分数为15%的植酸溶液配合5%的三聚氰胺作为阻燃体系对杨木进行处理,结果显示此类磷-氮阻燃剂能显著降低阻燃体系的温度,抑制烟和可燃性气体的逸出并且有明显的减毒作用。马林榕[32]等则采用硼酸/硼砂、磷酸和尿素制成构筑氮-磷-硼阻燃剂,并将其应用于阻燃胶合板中,尽管该阻燃体系的原料成本大大降低,而且制备流程比较简便,但是这种阻燃处理会降低板材的胶合强度。第三代无机木材阻燃剂改进了第二代木材阻燃剂吸湿、易析出等缺点,其主要思路是增大无机离子的体积,如以分子量大的水溶性低聚物聚磷酸铵(ammonium polyphosphate,APP)代替磷酸铵[33-34]或采用木材内部反应法生成不溶性阻燃剂[35]。另外,还可用APP作为主剂,添加纳米材料(如纳米二氧化硅、纳米碳管、纳米蒙脱土、纳米纤维素等)为阻燃协效剂进行复配,使其在燃烧过程中,借助木材的碳源和SiO2的协效作用,催化聚磷酸铵的酯化、脱水和交联反应,形成焦磷酸盐,促进木材中的聚糖脱水炭化形成炭层,同时,SiO2的存在会增加炭层的热稳定性。此类阻燃剂综合利用了木材阻燃剂的覆盖机理、成炭机理和气体稀释机理:炭化形成稳定网状的炭层起到绝热和屏蔽的作用、减缓热量传递、在固相起阻止燃烧的作用;脱水过程中形成的水气和聚磷酸铵分解的氨气可以稀释气相中的氧气浓度,从而起到阻止燃烧的作用[36-38]。
由于无机木材阻燃剂生产价格低、生产工艺简单,且能提高材料的阻燃性能、力学性能及加工性能等,因而曾经一度被木材处理行业大量生产使用。但一般经过无机阻燃剂阻燃处理的木材比原木材更易吸湿,容易诱发木材的腐蚀性问题,并且降低木材的机械性能。此外,虽然可以采用吸湿性低的无机物质作为木材阻燃剂,但是吸湿性低的无机物通常是不溶于水的,难以用于木材处理。
3.2 有机型阻燃剂
有机型阻燃剂相较于无机型阻燃剂的应用要晚一些,主流仍是含氮、磷、硼元素的复合体系。这类阻燃剂发展的很快,大致也分为三个阶段。第一代有机型阻燃剂主要是以尿素、双氰胺或三聚氰胺代替氨而制得的磷酸盐与硼酸等含硼化合物复合得到的有机氮磷阻燃剂。姚春花[39]等利用磷酸、硼酸、双氰胺等为主要组分制备了新型磷-氮-硼阻燃剂的优化配方,进行阻燃研究。结果表明经阻燃处理后的杨木木材,其氧指数从23.4%大幅提高至60%,烟密度由40.64%降至25%。虽然第一代有机型阻燃剂相较于无机阻燃剂的吸湿率明显下降,但仍然不够理想并且其含有的尿素、双氰胺也有很大的析出性问题。第二代有机木材阻燃剂则是在第一代有机阻燃剂的基础上,以尿素、双氰胺和三聚氰胺等氨基化合物羟甲基化为特征的有机氮磷或有机氮-磷-硼类复合阻燃剂[40]。虽然第二代有机阻燃剂的析出性问题得到了解决,但其在应用过程中释放出的甲醛会给环境带来很大的污染。而且,这类阻燃剂往往需要高温加热才能固定在木材中,又损害了木材的物理力学性能。付晓丁[41]等合成三聚氰胺磷酸盐与硼酸进行协效复配,研究结果显示与单板相比,阻燃剂处理后的木材热释放速率峰值下降了17%,总热释放量、质量损失速率平均值下降约15%,但处理后单板的物理强度受到影响,阻燃木材物理力学性能下降。第三代有机阻燃剂在前两代的基础上又有了很大的改善和提高,由王清文团队研制的木材阻燃剂FRW就是一种具有阻燃、抑烟、防腐等多种效能的磷-氮-硼复合高效阻燃剂。采用了含氮有机化合物与磷酸反应生成的低吸湿性磷酸盐作为阻燃元素磷和氮的载体,再与硼化合物组成磷-氮-硼高效阻燃剂,解决了易析出性、吸湿性、甲醛释放等多种问题。
虽然第三代有机阻燃剂已经综合了很多优点,但其价格偏高且抗流失性不理想,因此又推动了树脂型阻燃剂的发展。树脂型阻燃剂是一种由阻燃剂和低聚物树脂组成的阻燃剂,浸入处理过的木材对易流失的阻燃成分产生包覆和固定的效果,提高阻燃剂的抗流失性、迁移性并改善了其吸湿性。常用的低聚物树脂大多是氨基类树脂,如脲醛树脂(UF)、三聚氰胺甲醛树脂(MF)、三聚氰胺-尿素共缩聚(MUF)及相关的改性树脂等。木材在低聚物树脂中浸渍后,干燥过程中树脂被固化,对易流失的阻燃成分有固定作用,提高了木材阻燃剂的抗流失性,并改善了其吸湿性。树脂型阻燃剂是一种性能优良的阻燃剂,价格在无机和有机阻燃剂之间,其制得的阻燃单板层积材产品不但具有良好的阻燃性[42],同时还可提高材料的强度和尺寸稳定性[43]。柴宇博[44]等利用三聚氰胺脲醛树脂复配硼化物来处理人工林杨木,明显改善了杨木的力学性能、尺寸稳定性、阻燃性和抑烟性等综合性能。徐建中[45]等研究了阻燃剂碳酸钾、酚醛树脂、三聚氰胺改性酚醛树脂及碳酸钾与树脂复合阻燃剂对木材阻燃性的影响,从表2阻燃样品的极限氧指数(LOI)及增重率可以发现,K2CO3和三聚氰胺改性酚醛树脂不仅能提高残炭的生成量,而且能提高残炭在高温下的稳定性和抗氧化能力,使木材具有优异的阻燃性能。Tao Jiang[46]等利用N-羟甲基树脂和阻燃剂的混合物对木材进行了化学改性,研究结果显示放热量和烟雾产生都显著降低,改性后的木材特别适用于公共场所。

表2 阻燃样品的LOI及增重率
3.3 复合型阻燃剂
复合型阻燃剂一般是指有机类阻燃剂与无机类阻燃剂的复合,综合两种阻燃剂的优点以达到更好的阻燃效果。
顾忠基[47]等以层状双金属氢氧化物(LDHs)为芯材,三聚氰胺-甲醛(melamine-formaldehyde,MF)树脂为壁材,运用原位聚合的方法成功地制备了LDHs/MF 微胶囊(MCLDHs)。研究结果表明,当M/F=1∶3、预聚时间为1.5 h、芯壁比为1∶6、缩聚pH=5.5和缩聚温度为70 ℃时,所制得的微胶囊表面被MF树脂均匀包覆,树脂包覆率最高达80.56%,且活化指数最高为97.25%。并且当温度高于400 ℃时,MCLDHs能够快速分解,同时释放出大量的惰性气体如 CO2和 NH3等,稀释可燃气体及氧气的浓度,提高了材料的阻燃能力。金满洁[48]等利用聚磷酸铵(APP)离子交换反应,通过高效快速的制备方法,合成一种复合阻燃剂——氮-磷-硫(N-P-S)复合阻燃剂。在燃烧过程中,N-P-S阻燃剂经脱水缩合的磷酸盐通过交联促进竹材表面碳化,同时APP成为强脱水剂包覆竹材。同时形成CO2、NH3等不可燃性气体,隔离和稀释空气中的氧气浓度,综合利用了木材阻燃剂的覆盖机理和气体稀释机理达到了良好的阻燃效果。张晓腾[49]等在氮磷阻燃剂的合成过程中加入了少量的氢氧化镁(MH),以提高用氮磷阻燃剂浸渍处理过的杨木的防火和抑烟性能。与N-P阻燃剂相比,MH复合N-P阻燃剂处理材的第一放热率最大值、总放热量、质量损失、总发烟量和CO产率均降低。Kumar[50]等将粘土矿物和硅酸钠混合制成阻燃剂来处理木材,处理后试件的热释放率、有效燃烧热、质量损失以及CO和CO2释放量均降低。Liu[51]等合成了一种用于制备氨基透明防火涂料的新型聚磷酸铵酯(BAPPE),发现BAPPE的存在明显增加了防火时间并减少了木材的热释放和烟雾产生。Xu[52]等通过将硼酸引入环状磷酸酯中合成磷硼阻燃剂,然后应用于氨基树脂中,制备出具有超阻燃和抑烟性能的透明阻燃涂料。Hu[53]等提出通过使用掺杂有钙-铝-碳酸根的层状双氢氧化物(CaAlCO3-LDH)膨胀涂层来降低木材引起的火灾风险,结果表明含有2.2 wt% CaAlCO3-LDH的涂层表现出超过20 min的耐火性,并具有优异的多孔蜂窝炭层和抗氧化性。
复合型阻燃剂可以利用各种阻燃剂之间的相互协同作用,综合抑制、阻止燃烧。不仅可以降低处理成本,更主要的是使木材的物理力学性质损失减少到最低限度。但它目前也还存在许多未解决的难题需要更深入更广泛的研究。
4 木材阻燃的处理工艺
木材阻燃的处理工艺主要分为物理阻燃处理和化学阻燃处理两类,两种阻燃处理工艺有较大的差别,因此选择合适的木材阻燃处理工艺对木材阻燃有着很重要的作用。
4.1 物理阻燃法
物理阻燃法就是在不添加任何化学试剂和不改变木材本来的结构特性和化学成分的前提下来对木材进行阻燃处理。第一种常见的处理方法是将木材与难燃或不燃材料制成复合材料,例如在木材表面均匀地涂抹上水泥这种不燃物质,形成隔热的物理屏障;还有木材-金属复合板也是利用这种方法;或是将难燃或不燃性材料在生产过程中加入到木质材料中等。第二种常见的处理方法是使用大断面木材构件,这种结构的木材不易着火,燃烧过程中形成的碳化层可以进一步限制木材构件的传热和燃烧,同时木材的原始强度还可以得到保持[54]。
物理阻燃法操作相对简单,在不改变木材主体性质的情况下对木材表面或内部进行物理加工与混合来达到阻燃的目的。但这种阻燃方法达到的效果并不理想,一旦木材表面涂抹的保护层脱落就无法再进行防火。
4.2 化学阻燃法
化学阻燃法是一种最为常见也是最主要的阻燃处理工艺,其相对于物理阻燃法来说是在木材燃烧时,阻燃剂能介入发生反应,从而影响木材的热解过程[55]。常见的化学阻燃法有表面涂覆法和浸渍处理法。
4.2.1 表面涂覆法
表面涂覆法指的是在已经加工完成的木材制品表面涂刷防火涂料,以隔绝氧气、隔绝热量达到阻燃效果[56-57]。防火涂料尤其是膨胀型阻燃涂料的应用被认为是保护木材基材免受火灾影响的低成本、高效率策略[58-59]。王新钢[60]等研制的水性透明木材防火涂料能有效阻隔火焰和热量的传播,保护基材不被损害,并且还可以自主调色,基本不影响木材的物理性能。刘丹[61]等的研究表明,在50 kW/m2的辐照强度下,水性膨胀阻燃涂料能在花旗松表面形成致密的膨胀碳层,将花旗松木材与热源和氧气等助燃气体隔离,有效地提高了木材的阻燃性能。Yan[62]等通过环磷酸酯酸(PEA)与不同比例的氢氧化镁(MH)成盐反应,合成了一系列磷酸镁酯(MPEA)阻燃剂。然后将PEA和MPEAs与三聚氰胺甲醛树脂充分混合,制成透明的防火涂料。结果表明,含MPEAs的防火涂料即使在高MH含量下仍能保持较高的透明度,且由于MH的引入,涂料的防火性能、阻燃性能和抑烟性能显著提高。
通过表面涂覆法对木质材料进行阻燃处理时,较薄的阻燃涂层就可获得较好的阻燃效果,并且使用防火涂料可以降低对木材力学性能的影响。但表面涂覆的防火涂料往往难以满足木质材料在使用过程中的装饰性能,透明涂料虽然能改善装饰性能问题,但是因其制备工艺复杂、成本较高、环保性能差而难以推广应用。此外,一旦表面阻燃涂层在使用过程中由于耐老化性、耐久性降低而损坏后,将不再对木质材料起到阻燃保护功能[63-64]。
4.2.2 浸渍处理法
浸渍处理法就是让阻燃剂在一定的温度和压力下浸入到木材内部,这样当木材燃烧时阻燃剂可发生一系列的反应,降低木材的燃烧反应速度。浸渍处理又可分为以下几种方法[65]:
常压浸渍法是一种常压阻燃剂浸渍工艺,通常使阻燃剂在室温或加热条件下自发渗透木材。王炳强[66-67]等以丙烯酸作为添加型阻燃剂,采用浸渍改性法,将其以物理填充形式应用于木材、人造板和胶黏剂中。这种浸渍方法不仅方便操作且价格低廉,但遗憾的是阻燃效果有限,因此,一般只有较薄或渗透性好的木材才会采用这种浸渍法。
在常压下,木材首先在耐火溶液中加热到一定温度,受热后木材细胞内的空气膨胀,压力高于大气压,再将木材迅速转移到冷的耐火溶液中,由于突然冷却,细胞内空气开始收缩,出现了局部真空的现象,阻燃剂溶液就通过压力差和含水量梯度渗透到木材中,此方法比常压加热浸渍法的阻燃处理时间短。
加压浸渍处理方法也称为满细胞法,一般是在正负压交替循环的作用下,阻燃剂通过类似于呼吸的方式浸入木材的细胞腔中。如在室温下,将清洁干燥的木材放入阻燃剂浸渍罐中,在负压(-0.8 MPa)下用真空泵抽出木材细胞腔中的空气。30 min后,将阻燃剂在规定的负压下注入罐内,然后用压力泵将压力升至1.0 MPa,一定时间后卸压,进行第二次抽真空,去除细胞腔中多余的阻燃剂,然后恢复大气压。周亚[68]等以杉木为改性基材,以硅酸钠为浸渍改性剂,通过对木材反复施加 “正负压”,使木材“呼液吸液”,提高木材的渗透性和浸渍效率。武国峰[69]等对新鲜原木采用脉冲压力浸渍法进行阻燃处理,利用瞬时压力变化打破木射线薄壁细胞间距和纹孔膜等结构,从而提高木材的渗透性,并且可以使浸渍的尺寸不再受限制。Li[70]等通过正负压交替循环的呼吸浸渍法将酚醛低聚物和硅酸钠两种改性剂分别浸入木材中,杉木的呼吸浸渍改性工艺如图3所示,结果表明无机硅酸钠和有机苯酚甲醛低聚物能有效地抑制和阻止木材燃烧,降低了烟雾释放率和总烟雾产生量,并且无机硅酸钠具有更好的阻燃性和抑烟性。Song[71]等通过真空浸渍法将一种富含碳的添加剂直接浸渍在亲水性较低的热处理木材上,原始和水热改性木材的碳纳米材料真空浸渍和火焰测试示意图如图4所示,结果可以发现这种热处理木材在外表面已经形成了一层致密的保护层,阻碍了其在燃烧和热解过程中的质量和热量传递,并大大减缓了热解反应。
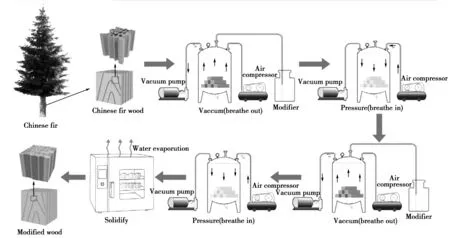
图3 杉木的呼吸浸渍改性工艺

图4 原始和水热改性木材的碳纳米材料真空浸渍和火焰测试示意图
浸渍处理法是木材阻燃处理工艺最常用的方法之一,且各种浸渍处理方式均有其明显的优势,如常压浸渍法工艺简单,成本低廉,设备投资少;冷-热浸渍法阻燃处理耗时短;加压浸渍法能以少量的药剂和较大的处理深度而均匀的处理木材,达到较好的阻燃效果。但是采用这种方法阻燃的阻燃剂大多是水溶性的,存在易流失的缺点,并且采用浸渍处理法处理的木材必须要进行干燥处理才能投入使用,无形当中又增加了工艺成本和工艺复杂性。
5 木材阻燃技术的展望
木材阻燃技术是促进木材工业发展的重要部分,因此对木材阻燃技术各个方面的改进与提高是一项十分有意义的工作。虽然到目前为止,通过稀释热解气体或抑制燃烧的连锁反应来降低木材的可燃性等,已开发了一些实用和有效的方法和技术,但研究更有效和无毒的材料来提高木材的阻燃性仍任重而道远。
5.1 开发新型木材阻燃剂
阻燃木材作为功能性木材,除了需具有良好的阻燃性能,还应基本保留木材原有的优良特性。木材阻燃剂在如今的发展中还存在许许多多的问题,理想的木材阻燃剂应该满足以下要求:
(1)阻燃效果好,阻燃效力高,既能阻止有焰燃烧又能抑制无焰燃烧;
(2)阻燃剂本身无毒,并且在生产和利用的过程中不污染环境;燃烧的产物低毒少烟,没有腐蚀性,环境友好;
(3)吸湿性低,阻燃性能持久;
(4)木材的物理性能,视觉效果基本不受影响;
(5)来源丰富,成本低廉且易于使用。
借鉴先进的改性技术,增强木材阻燃剂的适用性并开发一剂多效型阻燃剂是目前阻燃技术发展的重中之重。为了更好的促进阻燃技术的发展,在这一领域更要出台一系列阻燃剂的测试标准和评价标准,规范使用阻燃剂。
5.2 开发新的阻燃方式
目前对于木材的阻燃处理大多还是浸渍法。浸渍法可以提高载药量达到更好的阻燃效果,但同时阻燃的成本也在增加。以较低的载药量满足不同的阻燃需求也是木材阻燃技术的研究方向之一。所以开发新的阻燃方式也显得尤为重要,为此提出了以下展望:
(1)尝试将生物技术应用于木材阻燃中,例如可以尝试引入酶,微生物来降解木材中易引起燃烧的抽提物达到阻燃效果;
(2)尝试应用超声波技术,打开闭塞的纹孔对,提高阻燃剂在木材中的渗透性。
5.3 计算机模拟阻燃技术
建立有关木材及木质材料阻燃的虚拟仿真实验室或者建立相应的数学模型。采用多参数复合火灾探测技术,在宏观和微观层面同时提取火灾初期的烟、温、气体等特征参数,结合数据融合算法进行分析判断,实现火灾极早期探测预警,同时在防误报警技术上进行深入研究,精准识别干扰因素,抑制误报警。
通过计算机模型试验,模拟阻燃过程来提高阻燃分析和评价的效率,并为实际的木材阻燃提供参考。
猜你喜欢
安徽农业大学学报(2022年2期)2022-11-09
少儿科学周刊·少年版(2021年20期)2021-01-17
小猕猴学习画刊(2020年5期)2020-05-28
国际木业(2018年3期)2018-09-10
山东工业技术(2017年20期)2017-10-17
科学与财富(2017年18期)2017-07-09
祝你幸福·知心(2017年3期)2017-04-21
纺织服装周刊(2016年7期)2016-03-07
中国纤检(2015年8期)2015-05-08
湖南大学学报·自然科学版(2014年2期)2014-12-25