
薄壁轴承外壳加工方法的改进
2022-03-25 02:30:14邹友民刘玉葵
纺织器材 2022年1期
邹友民,刘玉葵
(湖南长宏锅炉科技股份有限公司,湖南 衡阳 421007)
1 加工难点分析
HQY2445型压轮轴承是一种用于转杯纺细纱机的特种轴承。该压轮轴承采用滚珠轴承与纺锭轴承相结合的设计,具有结构形式多样、运转平稳、承载力大、使用寿命长、易于维护等优点,其外壳结构见图1。
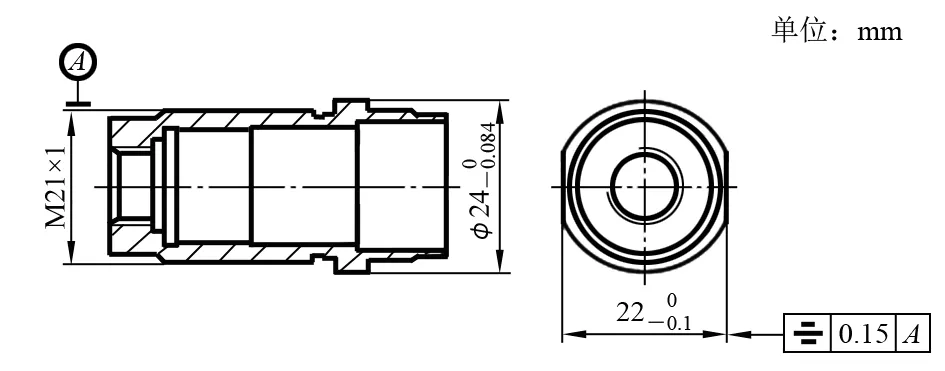
图1 压轮轴承外壳结构
该压轮轴承外壳结构比较复杂,其基准面是已经加工成型的M21×1外螺纹,外壳大外圆上需铣两个相互对称的扁方,且扁方相对于螺纹的对称度要求控制在0.15 mm以内。同时,该轴承外壳内部轴承孔分别安装滚珠和纺锭轴承,需要有非常好的圆度和同轴度。因其外壳壁极薄,所用材料为45号钢,且未经热处理淬硬[1],在加工过程中出现轴承外壳装夹不当、磕碰严重或受力不均等问题时,极易造成外壳变形、螺纹破坏、轴承孔变形、两轴承孔同轴度差等严重缺陷。
加工压轮轴承外壳所用的常规设备是X60W型铣床,其分度头上安装通用三爪卡盘装夹工件;安装时,工件受力极不均匀,极易导致外壳变形,外壳M21×1螺纹因卡盘不均匀受力使螺纹外径受损伤,同时,三爪卡盘夹紧轴承外圈时,其中一个轴承孔会变成不规则的三棱圆,轴承外壳扁方加工完后,轴承孔不会完全复原,从而影响轴承外壳的加工质量,严重时会造成外壳报废。此外,每次铣好第1个扁方后,需摇动分度头,使轴承外壳绕轴心旋转180°后才能铣另一个扁方,操作繁琐且三爪卡盘同心度差,且分度盘本身精度误差大,造成两扁方的对称度及尺寸精度很难控制,导致轴承外壳大外圆铣扁方效率低,合格率低,严重阻碍了压轮轴承外壳的大批量生产。
2 夹具的设计及使用
为解决上述薄壁压轮轴承外壳铣扁方时遇到的问题,提高压轮轴承外壳加工效率分析研究柑榄弹性夹头在自动定心及装夹受力均匀等方面的优点[2],参照回轮六角车床弹性夹头的结构,设计出用于薄壁轴承外壳铣扁方的夹具。该夹具结构如图2所示[3]。

1—底板;2—夹具体;3—夹紧螺母;4—柑榄弹性夹头;5—定位螺钉;6—手柄;7—止动锥销。

调整机床工作台位置后,轴承外壳的两个扁方可一次加工而成,加工效率高。因为柑榄弹性夹头有良好的自动定心功能,只需调整一次铣扁方的位置即可批量加工,且加工后轴承外壳两扁方的尺寸、对称度易控制。同时因为橄榄弹性夹头受力面均匀,不会造成螺纹损伤和轴承内孔的形状变化,可以有效提高压轮轴承外圈加工质量。轴承外壳铣好扁方后,拧动手柄,将夹紧螺母松开,更换新的压轮轴承外壳即可继续加工,操作方便、快捷,极大降低了操作工的劳动强度。因此,采用柑榄弹性夹头装夹轴承外壳铣扁方时受力均匀,轴承外壳变量小,合格率高,劳动强度降低。
3 结语
新型薄壁轴承外壳铣扁方用夹具充分利用柑榄弹性夹头自动定心及装夹受力均匀等优点设计,该夹具调整、操作便捷,产品合格率高,加工效率大幅提升,可降低劳动强度。同时,该夹具通用性良好,对于不同规格的轴承外壳,只需更换不同内孔尺寸规格的柑榄弹性夹头并调整定位螺钉的高度即可,方便实用。此外,可为类似薄壁轴承外壳装夹提供新的设计思路。
猜你喜欢
西安航空学院学报(2024年1期)2024-02-21 09:20:42
一重技术(2021年5期)2022-01-18 05:41:56
装备制造技术(2019年12期)2019-12-25 03:07:36
模具制造(2019年7期)2019-09-25 07:30:00
制造技术与机床(2018年12期)2018-12-23 02:40:56
制造技术与机床(2017年4期)2017-06-22 11:18:31
制造技术与机床(2017年4期)2017-06-22 11:17:37
制造技术与机床(2017年2期)2017-05-04 04:17:35
山东工业技术(2016年15期)2016-12-01 05:30:54
现代冶金(2015年4期)2015-02-06 01:56:01
