
发泡压力对膨胀热塑性聚氨酯泡沫珠粒的影响
2022-03-24 03:07周会鹏
中国新技术新产品 2022年24期
计 丞 李 巍 周会鹏
(江苏中科聚合新材料产业技术研究院有限公司,江苏 常州 213018)
1 热塑性聚氨酯发泡珠粒的背景
热塑性聚氨酯(TPU)是一种高性能的热塑性弹性体,既有橡胶的高弹性,又具有塑料的优良的可加工性,并且具有耐候性、高回弹、耐磨性等优点,其珠粒发泡材料ETPU更是一种高性能的发泡材料,具有强度高、低硬度、低密度、绿色环保、耐冲击强度高等优点。被广泛应用于运动耗材、汽车内饰、家居用品、交通运输、机械设备等领域[1-2],成了研究热点。
目前使用国内的TPU原材料进行发泡有原料发泡性能差、发泡工艺调控难、收缩率大、回弹小等缺点,而国外TPU材料价格高,导致ETPU类产品价格居高不下。为了解决这些问题,许多学者进行了研究,例如张荣[3]通过DCP和MAH将ABS与TPU进行反应性共混,以此来研究对TPU泡孔形态和收缩率的影响;N.Hossieny通过加入GMS改善TPU的结晶性能,研究对发泡性能的影响;胡东东[4]在TPU中引入改性硼酸镁晶须,通过增加TPU的交联密度来调节泡孔成核、气泡生长和泡沫稳定性。因此开发聚氨酯改性技术以及发泡技术具有重大意义。为了改善TPU泡沫的收缩问题,该文研究了泡孔结构对ETPU珠粒的影响。泡孔结构包括泡孔尺寸和泡孔空间上的分布。从泡孔尺寸方面来说,聚合物发泡材料的发展史便是从最开始的大孔(如:海绵)发展到现在的微孔泡沫和纳米孔泡沫。在这个过程中,聚合物泡沫的性能也得到了极大优化。泡沫材料的性能会受泡孔尺寸在空间上分布的影响,譬如和均匀分布的发泡材料相比,泡孔结构中具有两种或多种明显差异的泡孔尺寸,且呈一定规律分布的聚合物泡沫往往具有更优良的绝缘、隔热、电磁屏蔽等特殊性能。该文目的是研究发泡压力对ETPU珠粒的影响,同时制备出一种高回弹、低收缩TPU发泡珠粒材料,该材料的回弹性能﹥50%,保压固化后整体的收缩率﹤30%。
2 试验部分
2.1 试验原料
聚酯TPU(3385):浙江华峰热塑性聚氨酯有限公司;GMS:杭州富春食品添加剂有限公司;钛白粉(NR-950):江苏金浦集团有限公司;碳酸钙:泉州市旭丰粉体有限公司。
2.2 试验设备
双螺杆挤出机组:南京翰易机械电子有限公司;水下切粒系统:南京翰易机械电子有限公司;高压反应釜装置(如图1所示,设备由CO2储气罐、CO2超临界发生器和50L反应釜组成,中科聚合研究院自制);水蒸气成型机:杭州普盛机械有限公司。

图1 高压反应釜装置
2.3 样品制备
2.3.1 改性TPU粒子的制备
第一步,将TPU放入恒温干燥机中干燥,温度设置为80℃,时间4h;第二步,将TPU和钛白粉、GMS以及碳酸钙按照一定的比例用混色机进行共混,采用双螺杆挤出机组(南京翰易机械电子有限公司)进行挤出;第三步,使用水下切粒系统(南京翰易机械电子有限公司)进行造粒,挤出机的加工温度在170℃~185℃,转速为150r/min,水下切粒机转速在2000r/min(具体参数见表1和表2)。得到粒子形状圆润,大小均一,粒重在18mg~22mg。

表1 双螺杆挤出机和水下切粒系统转速参数

表2 双螺杆挤出机温度参数
2.3.2 ETPU珠粒的制备
ETPU珠粒制备工艺见表3。第一步,将改性TPU粒子(2kg)、GMS(80g)、去离子水(30L)置于高压反应釜内,打开通气阀,通入scCO2至设定压力;第二步,设置搅拌桨转速,设定加热温度,开始加热反应釜;第三步,反应釜到达设定温度后保温保压30min;第四步,反应釜保温保压结束,打开通气阀进行二次加压[5-6];第五步,二次加压结束,保温保压一定时间,打开卸料阀,将粒子排出,将发泡粒子进行清洗烘干,放入保压罐中进行保压48h。

表3 4组低高压样品发泡工艺表
2.3.3 ETPU水蒸气成型
ETPU粒子通过水蒸气成型机成型得到测试板材,板材的尺寸为190mm×190mm×25mm,在室温下保压定型48h,得到ETPU测试板材。
2.4 测试与表征
ETPU发泡珠粒的堆积密度测试与表征:用5L烧杯盛满发泡珠粒,然后用天平进行测量质量,再用密度计算公式(1)进行计算得到堆积密度ρ0。
式中:ρ0为堆积密度;m为烧杯中堆积质量;V0为烧杯中堆积体积,为5L。
控制成本费用的支出、降低成本是任何企业都想要实现的目标。供水企业不仅要在企业的内部树立起新的成本管理的理念,同时还应该顺应市场的经济发展需求,在企业的内部建立相应的成本管理体系。持此之外,供水企业还应该结合自身的实际特点以及企业的生产经营情况,对企业中不同环节的成本费用进行有效的把控,从而实现对企业成本的全面控制。
ETPU发泡珠粒水下密度的表征:随机选取5g~8g的发泡珠粒,用水下密度仪进行测试。
ETPU粒子泡孔微观形貌表征:将粒子从中间切成两半,对其表面进行喷金处理,通过扫描电镜(SEM,JSM6360LA)直接观察泡孔形态。
ETPU成型板材的硬度表征:采用五点法在其表面用邵氏硬度计进行测试。
ETPU成型板材的回弹性表征:采用五点法,使用落球回弹计进行测试。
3 结果与讨论
3.1 低高压发泡工艺对ETPU粒子堆积密度、水下密度和抗收缩性能的影响
5组低高压发泡样品的出锅堆积密度、保压后堆积密度、保压后水下密度以及保压收缩率的对比见表4。从表4可以发现,采用低高压发泡技术对粒子的密度和抗收缩能力有积极作用,并且作用较大。例如3385-0是采用恒压发泡技术,从表4中可以得到保压后水下密度为230kg/m3,保压后收缩率为100%。但是采用低高压发泡技术,粒子密度和抗收缩能力得到了明显改善,其中以3385-4号提升效果最好,水下密度降低至155kg/m3,保压后收缩率降低至28.6%。
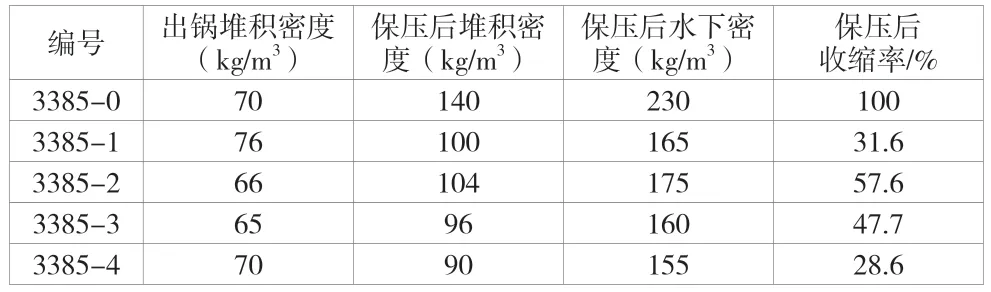
表4 5组低高压样品发泡粒子堆积密度、水下密度和收缩率
3.2 低高压发泡工艺对ETPU泡孔结构的影响
4组低高压样品整个横截面的SEM图像如图2所示。从2图可以得到整个横截面的泡孔结构呈现多层次连续且完整的梯度泡孔结构。所有SEM图像中的泡孔结构从内到外分为三部分:第一部分为中间均匀大泡孔结构,此部分为第一次低压浸润区域,其泡孔结构由初始压力决定,所以泡孔较大;第二部分为小泡孔和大泡孔过渡区域,此部分为第二次加压未完全浸润区域,整体表现为小泡孔到大泡孔均匀过渡,且区域较小;第三部分为边缘致密小泡孔结构,此部分为第二次加压完全浸润区域,其泡孔结构由第二次加压压力决定,所以泡孔较小且致密。

图2 4组低高压样品整个横截面的SEM图像
4组低高压发泡粒子泡孔粒径大小见表5。

表5 4组低高压发泡粒子泡孔粒径大小
3.3 低高压发泡工艺对ETPU回弹、压缩形变和硬度的影响
低高压发泡技术ETPU粒子的回弹性能、压缩形变和硬度数据见表6。从表6可以看到3385-0采用恒压发泡技术,回弹性能在40%,压缩形变在8.72%,硬度为58C,因为恒压发泡技术得到的泡孔较小且致密,所以压缩形变较好[3],回弹性能较差且硬度较高,不适用于鞋材。但是采用低高压发泡技术后,可发现硬度明显降低,回弹性能提高,其中3385-4性能最好,回弹性能达到了60%,硬度为42,硬度较低,与图1和表5的泡孔结构和大小相对应。

表6 5组低高压样品发泡粒子回弹性能、压缩形变和硬度
4 结论
通过低高压发泡技术,可以降低ETPU粒子的堆积密度和水下密度,对其保压收缩率有较好的效果。梯度泡孔结构中,中间区域的大泡孔空间大,起到了支撑作用。边缘致密的小泡孔能够在表面形成致密层,防止气体溢出,降低了粒子的密度和收缩率。
ETPU粒子的泡孔结构和分布与低高压相差值和加压时间密切相关。低高压相差越大,泡孔大小相差越大;加压时间越长,小泡孔区域越大,对粒子性能产生消极作用。
低高压发泡技术使ETPU粒子增加了大泡孔区域,提高了发泡珠粒的发泡倍率,提升了粒子的回弹性能,降低了粒子的硬度。
5 结语
该文通过系统的试验详细研究了发泡压力对膨胀热塑性聚氨酯泡沫珠粒的影响,开发出一种使用ScCO2发泡制备含有多种泡孔结构的ETPU的新方法,为提高TPU泡沫的力学性能及拓宽TPU泡沫的应用领域提供了一种新的理论基础。孔径相差很小的单相多孔材料相比,泡孔尺寸呈规律梯度分布的泡沫材料具有很多性能上的独特优势,例如减震吸能、消音隔热、电磁屏蔽等,因此孔径梯度变化的发泡材料在组织工程学、声学、电子学以及工业领域都具有极大的应用价值。
猜你喜欢
合成技术及应用(2023年4期)2024-01-10
橡塑技术与装备(2023年10期)2023-10-06
橡塑技术与装备(2023年3期)2023-04-05
包装工程(2022年1期)2022-01-26
铜业工程(2021年1期)2021-04-23
工程塑料应用(2020年11期)2020-11-28
测控技术(2018年7期)2018-12-09
现代塑料(2018年5期)2018-02-19
科学与财富(2018年33期)2018-01-02
石油化工建设(2016年6期)2016-02-27
