婴幼儿谷物辅助食品中维生素A 稳定性研究
2022-03-23 08:18龚志清张品南周春光王风新李国勇
食品安全导刊 2022年33期
龚志清,张品南,周春光*,王风新,李国勇
(1.江西人之初营养科技股份有限公司,江西南昌 330000; 2.江西省营养功能食品工程技术研究中心,江西南昌 330200)
婴幼儿谷物辅助食品是以一种或多种谷物(如小麦、大米、大麦、燕麦、黑麦和玉米等)为主要原料,谷物占干物质组成的25%以上,添加适量的营养强化剂和(或)其他辅料,经加工制成的适于6 月龄以上婴儿和幼儿食用的辅助食品[1]。维生素A 是婴幼儿谷物辅助食品的基本营养成分指标,是人体不可缺少的脂溶性维生素,参与细胞增殖与分化、胚胎发育,可促进人体对铁的吸收和代谢[2-3],还能维持正常的视觉及骨骼发育等[4-8]。维生素A 极易被氧化破坏,因此保持维生素A 指标在婴幼儿谷类辅助食品中的稳定是困扰整个行业的共性问题,其稳定性与产品配方、生产工艺条件、包装形式和储存环境条件等因素都密切相关,其中任何一个因素都有可能导致产品中的维生素A 不符合国家标准要求的情况。吕倩等[9]的研究表明维生素A 在婴幼儿谷物辅助食品生产过程中衰减率可达7.22%。杨洁等[10]研究指出婴幼儿米粉货架期内维生素A 的衰减率高达28.96%。但鲜有人研究婴幼儿谷物辅助食品整个产业链的各环节对产品中维生素A 稳定性的影响。本研究将从配方差异性、生产工艺条件、包装形式及储存条件4 个角度出发,分析各环节对婴幼儿谷物辅助食品中维生素A 衰减率的影响,旨在为婴幼儿谷物辅助食品的配方开发、营养素设计以及产品货架期稳定性等提供一定的数据支撑和参考 依据。
1 材料与方法
1.1 材料与仪器
1.1.1 材料
大米:黑龙江北大荒米业集团有限公司;全脂乳粉:新西兰恒天然乳业;复合维生素营养强化剂、复合矿物质营养强化剂:南通励成生物工程有限公司;镀锡马口铁:东莞市大满包装有限公司;铝塑复合膜:杭州顶正包装有限公司。
1.1.2 仪器
Y2040 辊筒干燥机:东台食品机械厂;BXZ-400 综合药品稳定性试验箱:上海博迅实业有限公司医疗设备厂;JMS-50 胶体磨:廊坊汇通机械有限公司。
1.2 实验方法
1.2.1 配方差异性对产品中维生素A 稳定性的影响
选取商品化配方常用的添加比例作为梯度设置,分别研究配方中全脂乳粉、维生素C 添加量的不同对维生素A 指标的影响。生产工艺参数与包装条件相同。将制备好的样品(密封罐装)置于综合药品稳定性试验箱,(75%±5%)RH,(37±2)℃条件下进行保存,分别取第30 天、第60 天、第90 天和第135 天样品,检测维生素A 含量。具体配方差异性样品设计如表1 所示。
1.2.2 关键工艺参数对产品中维生素A 稳定性的影响
婴幼儿辅助食品米粉加工的主要工艺流程为原料粉碎→配制、调浆→胶磨细化→熟化、干燥→粉碎→金属探测→包装。温度是导致维生素A 衰减的直接诱因,同时温度的不同致使干燥速率不同,是决定维生素A 新的包埋体(米片)微观形态的重要因素,同时温度还决定了样品的水分含量。因此,选取熟化、干燥工序的蒸汽压力作为主要工艺考察对象。配方选取表1 中T1 组合,其他工艺参数均相同,分别考察蒸汽压力0.40 MPa、0.45 MPa、0.50 MPa 3 个条件下维生素A 衰减率以及后期稳定性情况。将制备好的样品(密封罐装)置于综合药品稳定性试验箱,(75%±5%)RH、(37±2)℃条件下进行保存,分别取第30 天、第60 天、第90 天和第135 天样品,检测维生素A 含量。
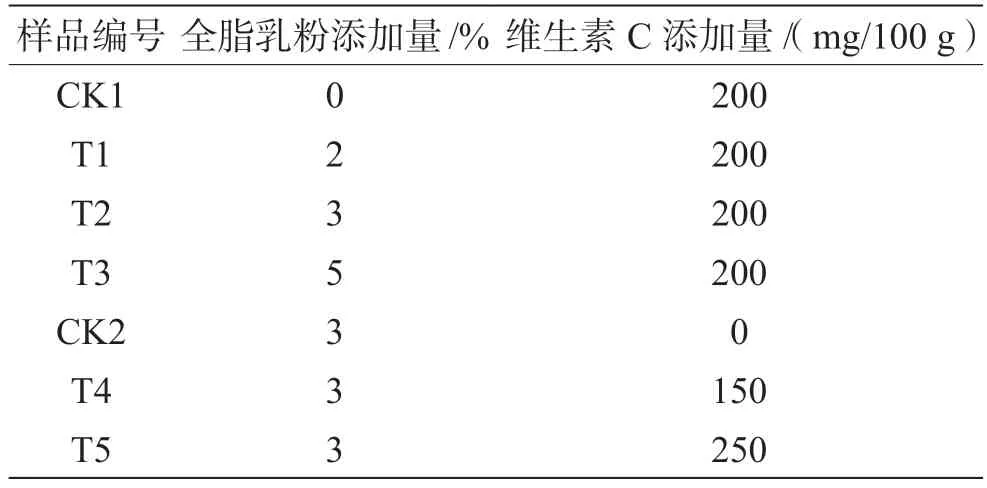
表1 配方差异性设计
1.2.3 包装材料对产品中维生素A 稳定性的影响
配方选取表1 中T3 组合,将同一配方和生产工艺条件下生产的样品分别用镀锡马口铁包装成听装,用铝塑复合膜包装成条状,其他包装条件相同。将两种包装规格的样品置于综合药品稳定性实验箱,(75%±5%)RH、温度(37±2)℃条件下进行保存,分别取第30 天、第60 天、第90 天和第135 天样品,检测维生素A 含量。
1.2.4 储存温度对产品中维生素A 稳定性的影响
配方选取表1 中T4 组合,将同一样品(密封罐装)分别置于温度(20±2) ℃、(30±2)℃、(40±2)℃、相对湿度均为(75%±5%)RH 的综合药品稳定性实验箱中进行保存,分别取第30 天、第60 天、第90 天和第135 天样品,检测维生素A 含量。
1.2.5 产品中维生素A 检测方法及损失率计算
依据《食品安全国家标准 食品中维生素A、D、E 的测定》(GB 5009.82—2016)进行维生素A 的检测。试验结束后,检测各样品的营养素含量,采用平均衰减率计算各营养素的损失情况,计算公式为
1.3 数据处理
用Excel 软件处理数据和绘图,SPSS 20.0 软件进行统计分析,用Duncan’s 新复极差法进行差异显著性检验(P<0.05)。
2 结果与分析
2.1 配方差异对产品中维生素A 稳定性的影响
2.1.1 全脂乳粉添加量对产品中维生素A 稳定性的影响
由图1 可知,样品中维生素A 的理论强化量均为800 μg RE/100 g,经生产加工后的样品维生素A的含量由首检值可知,未添加全脂乳粉的样品维生素A 的含量最低(431 μg RE/100 g),说明工艺损耗最高,达到了46.5%;添加量了2%、3%及5%全脂乳粉的样品维生素A 的含量分别为628 μg RE/ 100 g、596 μg RE/100g、598 μg RE/100 g,工艺损耗率分别为21.5%、25.5%、25.3%。经90 d 的加速试验未添加全脂乳粉的样品中维生素A 含量已低于检出限。添加了2%、3%及5%全脂乳粉的样品中维生素A 含量在各阶段加速试验呈衰减趋势,最终添加5%全脂乳粉样品维生素A 的保留率最高,经加速135 d 后为维生素A 含量为511 μg RE/100 g。试验结果说明配方中全脂乳粉的添加能有效缓解维生素A 在工艺加工过程中的损耗,同时添加量的不同维生素A 在产品中货架期的表现情况不同,全脂乳粉添加越高产品货架期维生素A 的稳定性越好。全脂乳粉添加会提升配方脂肪含量,可能是由于脂肪对维生素A 起到了一定的保护作用,这与其他学者研究有一定相似性[11]。
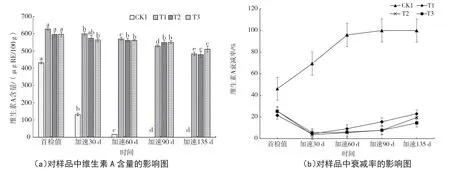
图1 不同全脂肪乳粉添加量对样品中维生素A 稳定性的影响图
2.1.2 维生素C 添加量对产品中维生素A 稳定性的影响
维生素C 又称抗坏血酸,具有很强的还原性,在婴幼儿谷物辅助食品中作为可选择的营养成分添加,研究表明饲料中维生素C 对维生素A 稳定性有保护作用[12-13],但在婴幼儿谷物辅助食品中添加维生素C 对维生素A 的衰减是否具有延缓作用,且有效作用剂量有待验证。维生素C 添加浓度梯度是在满足国家标准且对产品感官不影响的前提下进行设计的。由图2 可知,维生素C 的添加量为250 mg/ 100 g 的样品,维生素A 的工艺损耗最低,为17.38%,经加速135 d 后为维生素A 含量仍有 596.3 μg RE/100 g。试验结果说明配方中维生素C 的添加能有效缓解维生素A在工艺加工过程中的损耗,同时因添加量的不同维生素A 在产品中货架期的表现情况不同,维生素C 添加量越高产品货架期维生素A 的稳定性越好。说明维生素C 的添加对婴幼儿谷物辅助食品中维生素A 的生产和货架储存过程均有保护作用。

图2 不同维生素C 添加量对样品中维生素A 稳定性的影响图
2.2 关键工艺参数对产品中维生素A 稳定性的影响
蒸汽压力决定干燥温度,同时决定了物料中水分蒸发的速度,以及产品的水分含量,同时水分蒸发过程是米片形成多孔结构的主要因素。由图3 可知,蒸汽压为0.40 MPa 时维生素A 的工艺损耗最低,平均损耗率为21.23%,经135 d 加速试验样品维生素A 含量最低,平均损耗率为416.9 μg RE/100 g,蒸汽压越高工艺损耗越大,蒸汽压0.50 MPa 制作的样品平均工艺损耗达到了29.3%,但样品加速试验表现,维生素A 的衰减速度缓于其他两个试验组。
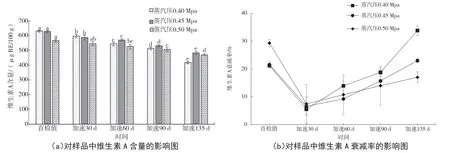
图3 不同蒸汽压力对样品中维生素A 稳定性的影响图
2.3 包装材料对维生素A 稳定性的影响
包装材料的阻隔性、透光性、防潮防水性、气密性是影响其内容物稳定性的关键因素。马口铁听罐与铝箔复合膜袋装为目前市售的婴幼儿辅助食品最为常见的包装形式。由图4 可知,在加速前90 d产品中维生素A 的含量无明显差异,到加速135 d 时听装产品维生素A 含量为511 μg RE/100 g,袋装产品维生素A 的含量为479.69 μg RE/100 g,维生素A损失率分别为14.50%、19.53%,含量与加速90 d 相比均具有显著性差异(P<0.05)。说明短时间的储存袋装和听装形式差异不大,若想延长维生素A 的储存时间需选择阻隔能力更好的马口铁听包装。

图4 不同包装材料式对样品中维生素A 稳定性的影响图
2.4 储存温度对产品中维生素A 稳定性的影响
由图5 可知,随着储存温度的升高,产品中维生素A 的衰减率逐渐增大,说明维生素A 对温度及储存时间具有敏感性。20 ℃条件维生素A 的部分衰减率在30 d、60 d、90 d 时出现了负值情况,可能原因在试验过程中检测偏差超过了储存过程的 衰减。

图5 不同储存温度对产品中维生素A 稳定性的影响图
3 结论
产品配方中添加全脂乳粉,提高配方脂肪含量,对维生素A 有明显的保护作用。同时配方添加维生素C 能起到一定的抗氧化作用,能有效减缓维生素A 的衰减。包装材料和存储温度的不同对维生素A的稳定性均有影响,听罐包装优于复合膜袋的包装方式,包装密封、阻隔性越好,越有利于维生素A的长期保存;储存温度越低对维生素A 的稳定性越有利。生产时蒸汽压力不同维生素A 工艺损耗和加速试验平均衰减均有差异,蒸汽压力不同会导致物料受热温度、产品水分含量以及米片的微观形态存在差异,试验结果无法阐明其存在的系统关联性,有待进一步研究。
猜你喜欢
食品科学(2023年4期)2023-03-06
中国生殖健康(2020年4期)2021-01-18
家庭医学(下半月)(2020年2期)2020-05-11
保健与生活(2020年7期)2020-04-28
中国乳业(2020年12期)2020-04-12
中国生殖健康(2018年4期)2018-11-06
健康管理(2017年4期)2017-05-20
妈妈宝宝(2017年4期)2017-02-25
知识窗(2014年11期)2014-11-14
食品安全导刊(2014年8期)2014-10-21