
Ti55531钛合金锻件工艺研究及试制
2022-03-23 07:12李东宽王晓巍航空工业沈阳飞机工业集团有限公司
锻造与冲压 2022年5期
钛合金由于其优秀的比强度、抗腐蚀性能被广泛应用于飞机结构件的制造。Ti55531合金是一种新型高强高韧β型合金,其名义成分为Ti-5Al-5V-5Mo-3Cr-1Zr。此合金拥有良好的淬透性和较宽的加工工艺范围,特别适合制造必须承受巨大应力的零部件,比较适合用于结构件,起落架、机翼、发动机挂架之间的连接装置等。我司利用现有设备,针对Ti55531合金的性能特点开展了梁类锻件的试制,获得了外形尺寸合格、性能优良的高品质产品。
技术条件
图1所示为某型号飞机的梁类零件,力学性能要求如表1所示。此梁类零件由上、下椽条和腹板组成,上、下椽条以受拉、压的方式承受弯矩载荷,腹板则以受剪的方式传递切向载荷。该梁类零件为高筋薄腹板结构,壁板高度与厚度并不均匀,截面起伏大,是一种典型的难成形结构,材料为Ti55531钛合金。
随着计算机、平板电脑、智能手机、多媒体、互联网、云技术等信息技术的高速发展,完全可以让学生利用现代化信息手段进行实践操作,将信息技术与实训教学相融合。信息技术将需要通过理论讲解而无法直接进行实训操作的这部分知识和技能用虚拟实训、微课学习等信息手段,让学生能直观地进行学习。学生可在反复的解剖拆装搭建编程以及观看微课过程中学习自动化生产线设备的拆装、系统搭建、编程、调试与维护等内容,昂贵的精密设备可任意拆装,操作失误不会造成设备损坏或人身危害。


技术路线
Ti55531钛合金梁类锻件的主要生产流程为:锻造(制坯→终锻)→性能热处理→理化检测→粗加工→超声波检测。
锻件原材料
毛坯选用西部超导材料科技股份有限公司提供的
180mm规格的Ti55531棒材,化学成分如表2所示。

锻造工艺
⑴锻造工艺流程。
开展港口码头船舶污染物接收处置能力建设首先需要明确“船舶污染物接收处置能力”的内涵和组成,这是船舶污染物接收处置能力建设开展的前提。
2)模锻两火。
原材料交货时已经进行固溶时效处理,热处理制度为:790℃×2.5h/AC+610℃×8h/AC。为了保证零件的性能符合最终使用需求,对试制件重新进行热处理试验。对试制件分别进行固溶+时效处理和双重退火处理后,进行力学性能检测。固溶+时效处理工艺为:固溶温度790℃,时间2h;时效温度600℃,时间8h。双重退火工艺如下:一次退火温度860℃,退火1.5h后炉冷;二次退火温度560℃,退火8h后空冷。

元丰五年(1082),山谷任江西泰和令三年,有《登快阁》:“痴儿了却公家事,快阁东西倚晚晴。落木千山天远大,澄江一道月分明。朱弦已为佳人绝,青眼聊因美酒横。万里归船弄长笛,此心吾与白鸥盟。”举目远望,万木萧条,江山广远,月下澄江如练。景物清华。山谷萧然物外,孤怀澄澈,其元气淋漓,乃得江山之助也。
为提高生产效率和节约生产成本,根据前期Ti55531合金锻件生产经验,锻件用DEFORM-3D进行了数值成形模拟分析。模拟具体参数如表3所示。

1)模锻1火。
通过模锻成形模拟发现:当模锻采用仅一火锻造时,终锻温度过低,不满足工艺规范。通过多次迭代优化,最终确定模锻采用两火锻造。
图3为终锻一火成形过程中的温度场和等效应变分布图。当压机压下量为86mm时,锻造压力为4500~5000t。温度分布:表面温降较快,心部温度较高,温度为750~825℃。等效应变分布:锻件本体变形量30%~40%。

“买”作为一个动词,它表示“买入”,具有“取得”义,但在进入双及物构式后,就具有了“买入+给出”的意义,这个“给出”的意义就是双及物构式所赋予的。再比如,英语中的“refuse”“build”“make”“cook”“knit”“pour”“bake”“sing”等词,它们都是“非给”类动词,这些动词本身不具备表达“传递”的意义,但它们进入双及物构式后,就变成了表达“给予”意义的动词。
图4所示为终锻两火成形过程中的温度场和等效应变分布图。当压机压下量为35mm时,锻件充满情况良好,锻造压力为11800t。温度分布:温度为830~860℃,分布均匀。等效应变分布:锻件本体变形量40%~50%。通过数值模拟可知,采用模锻两火锻造,锻件充型良好,变形量适中,最终确定锻造工艺为制坯两火+模锻两火工序。


工艺试验及热处理
为检验最终锻件是否能够达到使用要求,分别试制梁锻件和肋锻件用于分析检测。梁锻件和肋锻件均采用常规两相区锻造,锻造温度为800℃,锻造设备为16MN快锻机。其中梁锻件代号为A
、A
,采用自由锻两火的方式成形,A
来料棒材规格
180mm×530mm,A
来料棒材规格
180mm×290mm。肋锻件代号为B
、B
,在16MN快锻机上采用自由锻三火的方式成形,B
来料棒材规格
300mm×850mm,B
来料棒材规格
300mm×650mm。两锻件锻造参数如表4所示。
性能检测项目如表5所示。试样在热处理后按照GB/T 228.1-2010加工成
5mm×25mm的标准拉伸试样,然后在InStron 8802拉伸试验机上进行室温拉伸试验。冲击试验在JBN-300B冲击试验机上进行试验,试验按照GB/T 229-2007《金属材料夏比摆锤冲击试验方法》执行,试样加工成10mm×10mm×55mm的U形缺口试样。断裂韧度在MTS810型试验机上进行。金相试样在抛光后,用HF+HNO
+H
O(体积比为1:3:10)的混合腐蚀剂腐蚀后,在DMI5000M Leica光学显微镜下观察显微组织。

采用模锻工艺成形,先用自由锻成形出与零件尺寸接近的预制坯,如图2所示。此坯料可有效实现梁锻件不同区域初始体积的合理分配,获得良好的填充效果,避免折叠缺陷。锻造工艺包括制坯和模锻工序。
酵母菌不服气道:“哼,你们人类一向以貌取人,但可别以‘小’取‘菌’。虽然我们是单细胞的生物,但我们是个大家族,已知的种类就有1 000多种。虽然我们个小,但是繁殖速度快,条件允许时,大概每两个小时就能繁殖一代。所以你们人类1 d,我们酵母菌都好几代同堂了,并且我们有好多好多的兄弟姐妹。我们也不像细菌那样,连个细胞核都没有,有真正的细胞核哟,可是真核生物。”
⑵模锻成形数值模拟。




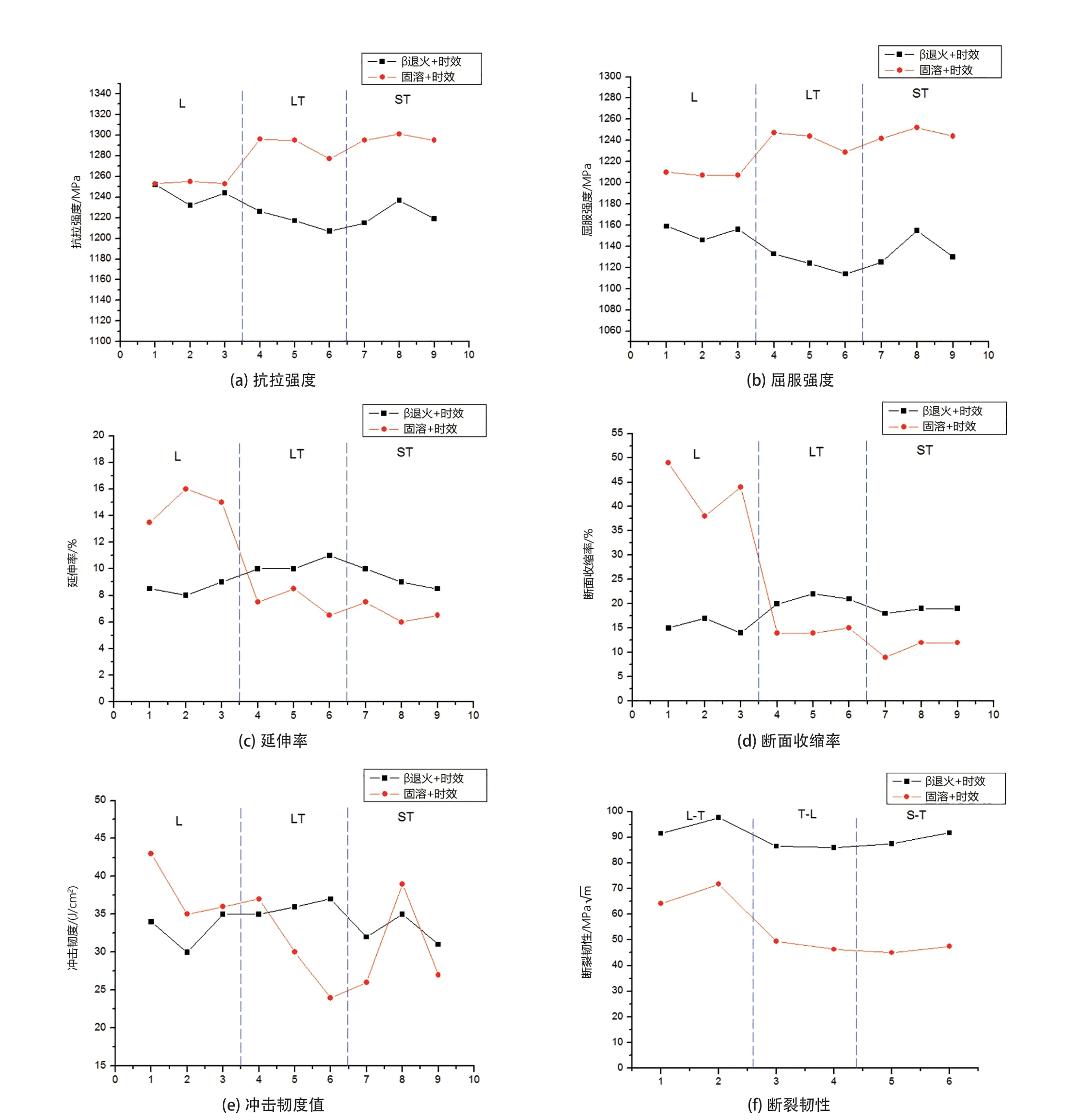

随着航空航天技术的不断发展,飞机结构设计的理论在静强度、动强度、疲劳强度及断裂强度方面不断进化,目前损伤容限设计成为飞机结构设计的重要规范。断裂韧度可用来表征材料抵抗裂纹扩展的能力,为材料的损伤容限设计提供参考依据。由于锻件采用β退火+时效状态断裂韧性高于固溶+时效状态,因此最终选取β退火+时效作为锻件的最终热处理方式。
锻件试生产
锻件分别经过两火次制坯和两火次模锻生产,其锻件外形尺寸满足图纸要求。锻件每火次锻造成形情况与数值模拟情况基本一致。锻件每火次锻造工艺参数见表6。试生产锻件力学性能如表7所示,符合标准要求。


结束语
⑴通过数值模拟技术对模锻成形过程进行不断地迭代优化,制定出两火次制坯和两火次模锻的工艺方案,锻件充型良好,变形量均匀。
氢气在标准状态下密度为0.089 9 g/L,是相对分子质量最小的物质,主要用作还原剂。三氧化钼熔点为795 ℃,沸点为1 155 ℃,在800~1 000 ℃蒸气中主要以聚合分子(MoO3)3的形式存在,温度高于600 ℃显著升华,与气态水结合生成MoO3 (H2O)3[1],适当增加一段还原氢气中的气态水含量,能有效促进三氧化钼挥发[2]。
改革开放40年来,农业、农村发展和农民生活都发生了巨大变化,其背后的原因当然有很多,其中,农民合作经济组织的产生、发展及其在形式上的不断创新,是推动农村经济社会发展的重要动力之一,也是中国从传统农业向现代农业转变的重要载体。本文拟在回顾农民合作经济组织40年变迁历程的基础上,讨论实践中创新的各种类型合作社及其与标准合作社之间的关系,指出中国农民合作社演变的未来路径,并提出对策建议。


猜你喜欢
中国应急管理科学(2022年1期)2022-04-18
锻造与冲压(2022年5期)2022-03-23
英才(2022年2期)2022-03-21
湖南大学学报·自然科学版(2019年6期)2019-07-26
有色金属材料与工程(2018年3期)2018-11-25
智富时代(2018年10期)2018-01-30
智富时代(2018年10期)2018-01-30
广东造船(2017年6期)2018-01-29
滇池(2017年5期)2017-05-19
哈尔滨理工大学学报(2016年2期)2016-09-12
