战国嵌红铜铺首衔环三兽纽盖铜壶的保护修复
2022-03-22 22:20:16梁萍李王程石美风
文物鉴定与鉴赏 2022年1期
梁萍 李王程 石美风




摘 要:战国嵌红铜铺首衔环三兽纽盖铜壶残缺严重,铁锈、青铜锈蚀、表面硬结物层状堆积。通过检测分析,重点对镶嵌物成分、铁锈成因进行了分析判断,并对铜壶进行了清洗、去锈、补配、做旧、封护等保护修复处理,效果良好。
关键词:错红铜;铁锈;补配;做旧
DOI:10.20005/j.cnki.issn.1674-8697.2022.01.007
战国嵌红铜铺首衔环三兽纽盖铜壶存在非常严重的病害,整器布满土垢锈蚀、纹饰完全被掩盖,大面积残缺,底部断开,碎为大小13块、有明显裂隙(图1、图2)。残缺口径12.5厘米,残高34厘米,重3.44千克。修复前不知有嵌红铜纹饰,X光探伤、清除土垢锈蚀、检测成分后才判断纹饰为嵌红铜工艺。嵌红铜是指以硬度低、延展性好的红铜作为镶嵌物对青铜器表面进行镶嵌装饰,具有较好的艺术效果。据记载,春秋中期以后红铜嵌错工艺开始出现,春秋晚期至战国初期是该工艺的兴盛期。①
1 检测分析
1.1 X射线探伤
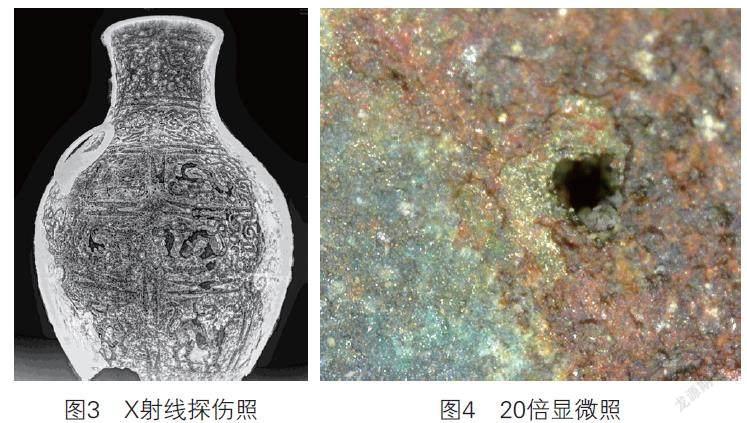
铜壶布满土垢锈蚀,看不清纹饰及病害状况,故修复前先进行X射线探伤。所用仪器为德国YXLON生产的XRO EVO225D便携式X射线探伤仪,通用电气CRxVision便携式数字射线成像CR系统。测试电压130kV,电流3.0mA,曝光时间40s。探伤结果如图3所示。
结果分析:器物多处有裂隙,布满花纹且花纹较粗、较深,纹饰与本体颜色不一,纹饰脱落处有明显凹痕,初步判断纹饰为嵌错上去的,且纹饰处比本体部分粗糙多孔,证明锈蚀程度更严重。
1.2 锈蚀物显微观察
在去除表面硬结物及层状堆积锈蚀后,器物的纹饰显现出来。经观察发现,纹饰部分有明显的类似于铁锈的暗红色锈蚀物存在,与本体的绿色青铜锈蚀有鲜明的颜色差异。选择铜壶腹部锈蚀物较少且纹饰明显的位置,用VHX-600K超景深三维数码显微镜在20倍下观察到浅绿色的青铜锈蚀与暗红色的类铁锈蚀物有明显的分界线(图4),进一步印证了铜壶的纹饰处与本体不是一种材料,为嵌错纹饰。
1.3 基体、锈蚀物成分检测
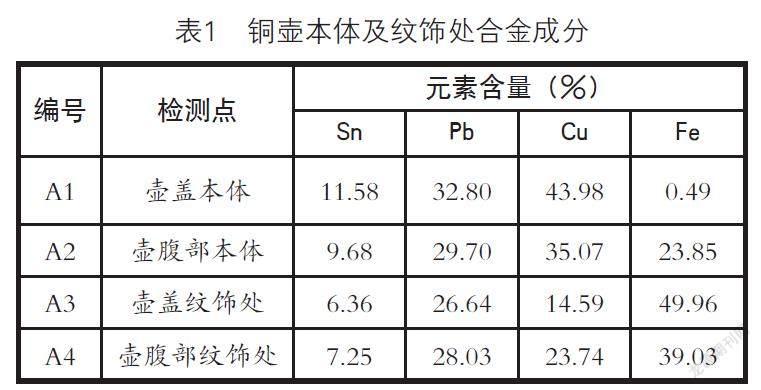
选择铜壶壶身腹部、壶盖锈蚀物少的纹饰部位和本体部位用便携式合金分析仪进行多点检测,结果如表1所示。
结果分析:合金分析仪为定性仪器,各个元素含量仅具有相对比较的意义。从检测数据可以看出,器物的本体成分中Cu、Sn、Pb占了很大比例,说明铜壶本体为青铜;纹饰处的暗红色锈蚀中Fe元素含量非常高,可以判定暗红色物质为铁的锈蚀物;嵌红铜纹饰处铁含量更高,铁锈更严重。
1.4 扫描电镜能谱检测
仪器为德国FEI公司Quanta 650扫描电镜、OXFORD产X-MaxN 50型能谱仪。检测电压:高真空条件下HV为20kV,工作距离WD为10mm,Spot size为6.0。将样品用碳导电胶粘贴于样品台上后,置于仪器样品腔中进行SEM-EDS检测分析。
铜壶纹饰处镶嵌物检测结果如表2所示。
结果分析:铜壶表面镶嵌物样品中Cu含量为44.24%~70.53%,另外含有少量的Pb和微量的Fe,可见该样品以Cu为主,又在镶嵌部位,应为红铜。
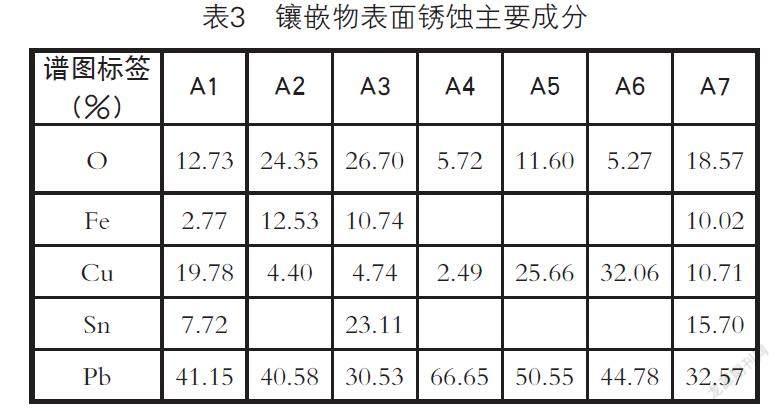
镶嵌物表面锈蚀检测结果如表3所示。
结果分析:该样品局部区域Fe含量较高,达12.53%,其余区域主要以Pb为主,含有一定量的Cu、Sn,是青铜材质的主要成分。较高含量的铁可能与文物埋藏环境有关。
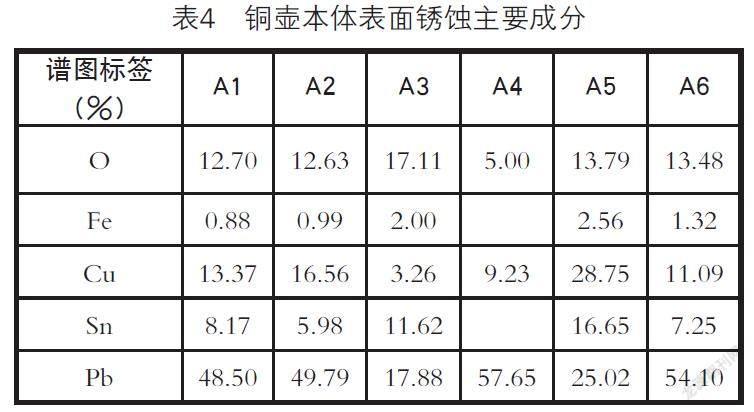
铜壶本体表面锈蚀检测结果如表4所示。
结果分析:该样品Pb含量较高,另有一定含量的Cu、Sn,可知该物质主要来源于青铜文物的腐蚀产物。Fe含量低于表3镶嵌物红铜表面锈蚀物中Fe含量。
由上述检测结果判断,此件铜壶纹饰的嵌错材料为红铜。之所以红铜纹饰部位铁锈更严重,是因为埋藏环境本身铁含量高,红铜与青铜两种不同成分的金属在同一埋藏环境下,发生不同机理、不同程度的锈蚀变化引起的。在同等条件下,红铜比含锡的青铜更易于锈蚀,且锈蚀程度较深。②这点在去锈过程中也得到了验证,青铜表面也附着铁锈,但较易剔除,且剔除后青铜表面光滑,呈现青铜本身的绿色锈蚀。而红铜纹饰部位铁锈与红铜锈蚀层状堆积,互相渗透,很难剔除干净,即便清除干净,红铜部位已经坑洼不平,锈蚀严重。
2 保护修复
2.1 清洗除锈
将器物浸泡于盛有去离子水的容器中,待到土垢软化后先用铜丝刷、手术刀等工具清除器物表面的泥垢,再用超声波洁牙机清除器物表面硬结物及层状堆积锈蚀③,清理完成后用热风枪彻底干燥。
2.2 拼对
将断裂为大小13块的器物进行拼对,拼接要做到对缝严密,符合器物断裂前的形状、纹路。将确定位置的碎片用记号笔做好标记。
2.3 粘接
用CH-31型双组份胶粘剂粘接小掉落块。先在胶粘剂中加入矿物颜料,调配胶色与粘接处色调一致,然后将断面清理干净且拼对吻合的掉落块依次粘接。固化前用胶带或热熔胶对粘接部位进行暂时固定,保证粘接处不错位。
2.4 焊接
对于大块的断裂掉落片,需先焊接后粘接。首先将拼对好做好标记的掉落块采取加芯子焊接法,用牙科打磨机搭切割片打磨焊道,在焊道中加入粗细适中的铜芯,涂抹完焊药后用500W的焊枪进行焊接。④焊接完成后为了增加焊接位置的牢固程度及处理焊接后留下的小缝隙,还需进行粘接处理。由于大的断裂块重量重、器壁薄、粘接面积小,普通粘接不易粘牢,故在粘接部位内里粘一块白纱布增加粘接面积从而提高粘接强度。
2.5 补配
在对断裂块进行拼对、焊接、粘接后发现器物残缺的部分为半个壶身,其中包括一对铺首衔环。对壶身与辅首采取不同的补配方式进行补配。
用紫銅皮对壶身的残缺处进行补配。壶身残缺部位有弧度,采取分段式紫铜皮补配,将整块补配铜皮分为上、中、下三段裁剪。先用捶击法⑤击打出相应的弧度,再与现存的壶身焊接在一起,最后将三段补配铜皮焊接在一起。焊接完成后,用卡夫特铸工胶抹平底子,使补配位置的弧度与原器物周围的弧度一致。
铺首采用翻制硅胶石膏模复制法补配,补配材料选用环氧树脂胶。铺首、衔环体积小、纹饰繁复,铸造青铜补配件可能会出现变形、大小与原器物不一、纹饰不清等问题。用环氧树脂胶补配具有操作周期短、不易变形、纹饰清晰、后期易处理等优点。为了增加补配件的硬度,在环氧树脂中加入细铜粉,将粗细适中的铜丝埋在环氧树脂胶中,再加入适量的矿物颜料让补配件的颜色更接近原器物。补配完成后,对衔环上的纹饰进行镌刻,加深纹饰的清晰度。最后将补配件粘接在对应的位置。
2.6 打磨
对焊接、粘接部位高于器体的多余焊锡、胶粘剂,用手术刀、牙科磨机、砂纸等进行打磨去除,使粘接、补配部位更加平整。
2.7 做旧
为了在紫铜皮补配件上体现错红铜效果,先将拓印好的纹饰用丙烯颜料描绘在补配件相应的位置,然后选取与铜壶镶嵌处锈蚀颜色接近的暗红色铁锈,将其研磨成粉末加入漆皮乙醇溶液中涂抹于纹饰的位置(图5),纹饰之外的本体部位用传统做旧法做旧。利用色彩、质感将器物本体与纹饰上的锈色进行区分。
传统做旧法即采取漆皮乙醇溶液作为黏结剂,用各色矿物颜料作为色料⑥,在确定了锈蚀的层次关系后,通过涂、点、喷、弹等多种手法,将浓度、色泽不同的漆皮乙醇颜料混合物做到需要处理的部位。使用的工具有油画笔、喷笔、毛笔、腻刀等,处理后的器物要达到与原物锈色、质感一致,陈列时看不出修复痕迹,但专业人员可辨识的效果。
2.8 封护
用热风枪把器物吹热后,用1.5%B72乙酸乙酯溶液涂刷一遍,干燥后再用2%B72乙酸乙酯溶液涂刷两遍。每次涂刷方向不同,保证不漏刷,封护膜完整,封膜厚度基本一致。
铜壶保护修复后口径12.5厘米,通高41厘米,重量3.76千克。去锈干净,补配材料选择科学,做旧巧妙自然,效果良好(图6)。
注释
①李健.燕国青铜器红铜嵌错工艺三题[J].博物馆论丛,2014(00):246-256.
②李健,刘云.对一件战国燕式铜豆器表装饰工艺的再探讨[J].文物春秋,2013(1):12-20.
③⑤⑥贾文忠.浅谈青铜器修复程序[J].文物修复与研究,2009(00):11-22.
④何陟.青銅器修复中的焊接技术[N].中国文物报,2017-02-17(007).
sdjzdx202203231317
猜你喜欢
科学大众(2022年9期)2022-06-05 07:27:38
收藏与投资(2022年5期)2022-05-31 19:58:15
科学大众·小诺贝尔(2022年5期)2022-05-24 07:51:16
文物鉴定与鉴赏(2022年2期)2022-03-30 01:13:42
文物鉴定与鉴赏(2020年18期)2020-12-07 10:55:49
陶瓷学报(2020年5期)2020-11-09 09:23:10
文物鉴定与鉴赏(2020年3期)2020-04-13 02:57:23
文物鉴定与鉴赏(2019年3期)2019-03-25 07:20:02
饮食保健(2017年8期)2017-04-27 03:23:13
科学大众·小诺贝尔(2016年4期)2016-04-01 10:47:20