钢管混凝土拱桥钢格子梁监造重点内容探讨
2022-03-21 16:26:42陈冠名
西部交通科技 2022年1期
关键词:监造

作者简介:
陈冠名(1995—),助理工程师,研究方向:钢结构监造。
摘要:文章以平南三桥钢格子梁的监造为例,介绍了钢格子梁制造的工艺,探讨了原材料进场复验监理、钢板下料及零件加工控制监理、单元件加工制造监理、总成匹配制造监理、焊接质量控制监理等方面的控制重点。
关键词:平南三桥;钢格子梁;监造
中国分类号:U448.34A451664
0 引言
20世纪末以来,中国桥梁建设速度越来越快,跨度也越来越长,超大跨度也成了现代桥梁建设的一个重要标志。在桥梁建设工程中,钢管混凝土拱桥因其自身结构轻、用材少、跨度大、承载能力强、力学性能好等优点,被大跨度桥梁工程广泛选用[1]。在钢管混凝土拱桥诸多优势的背后,其也因为施工难度大、技术复杂、跨度增加时经济指标差等缺点让很多工程建设者望洋兴叹[2]。钢结构加工制造是钢管混凝土拱桥建设中的重要工程,同时钢格子梁的制造作为钢管混凝土拱桥钢结构加工中的重要内容之一,因其加工精度高、单元件装配要求高、各种连接焊缝质量要求高等特点,对现代钢管混凝土拱桥钢结构监造工作提出了更高要求[3]。
1 工程概况
平南三桥钢格子梁均采用“工”形截面钢-混凝土组合结构。钢混凝土组合桥面梁的钢格子梁,其主纵梁、主横梁下翼缘钢板采用Q420qD-Z25材质的钢板。全桥钢格子梁共37个节段,南北岸各18个节段,另外中间还有一个匹配段(见图1)。全桥钢格子梁总重5 500 t,最重节段为南北岸的两个第四节段,单个第四节段重139 t。平南三桥钢格子梁制造分为厂内单元件制作、总成匹配制造、钢格子梁工地安装三个阶段。各种单元件在工厂的专用胎架上进行制造,经总成拼装成钢格子梁节段,合格后涂装、存放。采用水路将节段、构件由厂内存放区运至桥位进行吊装,吊装钢格子梁线形调整到位后,完成工地安装焊接工作。本文主要以平南三桥为例,介绍钢格子梁厂内结构制造的监理控制内容。
2 钢格子梁制造工艺
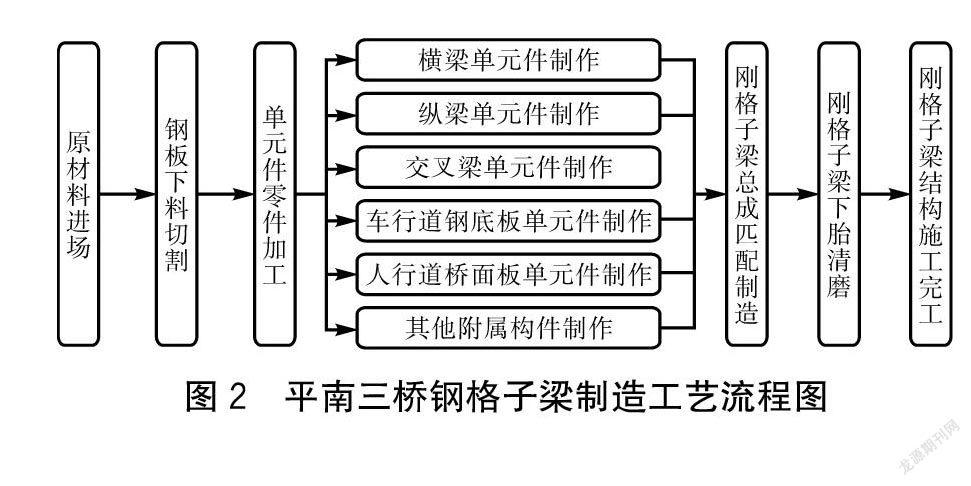
(1)钢格子梁的制造施工工艺方案为单元件制造和总成匹配制造(见图2)。
(2)本桥钢格子梁零件下料切割采用的工艺方案为预加补偿量一次下料。所有零件采用数控精密切割下料,下料完成后转移到坡口专用平台上采用半自动火焰切割机进行开坡口施工。
(3)单元件的制作都在专用胎架上进行。工序为:各零件、部件按线形组装成单元件后施焊。
(4)格子梁拼装工艺方案。格子梁拼装胎架按三个以上吊装节段匹配制造设计,胎架按桥面线形设计制造。在胎架上完成纵横梁、人行道、车行道底板焊接及节段接头连接件的匹配、钻孔工作。
(5)厂内单元件焊接采用自动埋弧焊和CO2气体保护焊。
(6)节段总成焊缝采用药芯焊丝气体保护焊接。
3 钢格子梁制造全过程监理控制重点
3.1 原材料进场复验
钢结构加工的原材料进场复验阶段,监理方需检查钢板、焊接材料、半成品零件或者成品等的质保书是否齐全,并核对进场原材料的型号、牌号、规格等是否符合设计及规范的要求,核对质保书上材料的理化性能指标是否符合现行规范和标准的要求,检查钢板的外观、尺寸、板厚等是否符合对应的现行规范和标准的要求,还需督促施工方及第三方检测机构对钢板进行超声波无损检查,并保证超声波无损检查的一次合格率达到规范要求。
3.2 钢板下料及零件加工控制
下料过程中,监理主要采取抽检的方式对钢格子梁拼板的下料尺寸进行控制,使用钢卷尺根据下料零件的零件号对应的设计尺寸进行抽检,使用拉粉线的方式对下料钢板表面平整度和对角线之差进行检查,使用多功能角度尺对坡口角度和切割面垂直度进行检查,采用目测的方法对局部缺口崩坑、钢板表面缺陷、切割表面和坡口表面粗糙度等外观项目进行检查。后续工序中检查各种单元件的几何尺寸时,若出现因下料导致的偏差过大,应回头对下料尺寸进行检查和控制,并根据实际情况增加下料阶段的抽检及巡视比例。
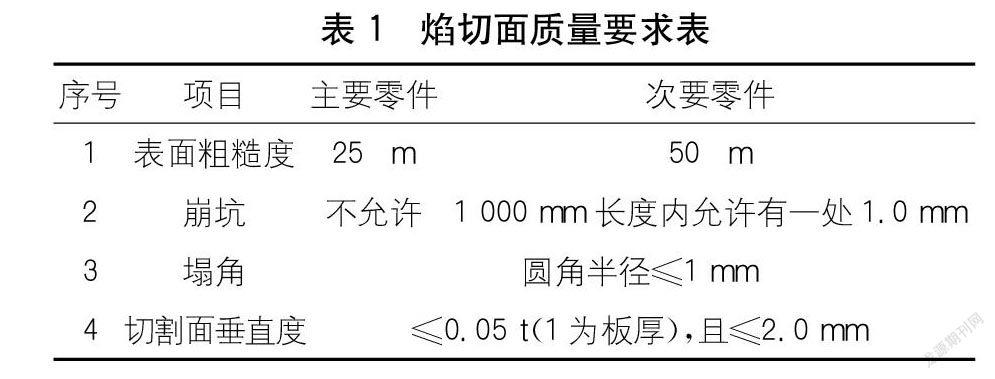
3.2.1 监理人员可根据《铁路钢桥制造规范》(QC/R 9211-2015)[4]的相关要求检查下料零件:
(1)焰切面质量符合表1的规定。
(2)切割面的硬度不超过HV350。
(3)对角线之差:2 m。
(4)加工样板与正确形状偏差:±0.5 mm。
(5)零件外形尺寸偏差:±1 mm。
3.2.2 鋼格子梁零件加工及矫正要求
(1)主桥格子梁纵梁腹板制孔采用摇臂钻床或磁力钻进行加工。
(2)所有过渡坡口采用刨边机加工或火焰切割而成。
(3)在制造过程中零件及部件因加工产生变形,可采用热矫正或机械矫正。其中桥面系纵横梁翼板焊接变形采用型钢校正机进行校正。
(4)零件及部件经过冷矫正后不得在表面留有明显的凹痕和其他损伤。采用热矫正时,矫正温度控制在600 ℃~800 ℃,要求矫正后零件及部件要在空气中自然缓慢地冷却,降至室温以前不得采用水急冷和锤击。
3.3 单元件加工制造监理
3.3.1 单元件放地样及胎架制作
3.3.1.1 放地样检查
放地样是保证生产产品轮廓线形的重要工序。放地样阶段,监理人员检查地样坐标点是否符合单元件线形和地样坐标要求,地样坐标允许误差应符合设计及规范要求,本桥控制在±1 mm。划线阶段,需根据构件的设计线形及地样坐标点进行划线施工,监理人员复核地标划线是否与坐标点的连线重合。
3.3.1.2 胎架制作过程监理
(1)监理人员在胎架制作过程进行巡视,需确保搭建胎架的平台基础有足够的承载力,且构件上胎后平台本身不发生变形和沉降。
(2)胎架完工后,需检查胎架是否有足够的强度、刚度和结构完整性,以及胎架与地面基础的连接点是否稳固,确保胎架能支撑分段的重量,以保证单元件装配线形。
(3)核查胎架上是否按制造图要求画出分段中心线、接缝线、水平线、检验线等必要的标记。
(4)胎架支撑构件的接触面标高是检查的重点内容,监理需对胎架支承平面进行标高检查,胎架标高的误差允许范围为±1 mm。其他胎架完工检查项目还有胎架水平度、模板垂直度、模板型值位置、分段定位标记等。
3.3.2 单元件装配检查
单元件制作过程中,监理方需进行装配报检和完工验收。装配报检是对单元件制造过程控制的手段之一,是焊接前对单元件几何尺寸的控制。装配报检既要要求施工方按设计尺寸对单元件进行装配,又要考虑焊接收缩的影响。主要检查项目是单元件装配的几何尺寸、线形、拼板对接处的错边及间隙等。
3.3.3 单元件完工验收内容及精度要求
完工检查不仅需按照图纸对单元件进行几何尺寸和线形检查,还需对单元件进行焊缝外观、矫正及清磨检查。涉及长度测量的采用钢卷尺,角度测量采用角尺、角度模板,平面度测量采用靠尺或粉线与直尺,整体线形及单元件的长度和旁弯测量采用根据地样吊线锤的方式,焊缝外观检查以目测为主,焊脚高度检查采用多功能焊规。
3.3.3.1 外形尺寸检查内容
(1)横梁单元件的完工检查内容有梁高、梁长、梁宽、梁腹板平面度、吊杆孔间距偏差、旁弯、工字梁盖板对腹板角度、纵梁接头间距等。各项指标允许偏差应满足设计及规范要求。
(2)纵梁单元件的完工检查内容有梁高、梁长、梁宽、梁腹板平面度、旁弯、工字梁盖板对腹板角度、高强螺栓的孔群偏差(中心距)和两相邻孔距等。各项指标允许偏差应满足设计及规范要求。
(3)人行道桥面板单元件完工检查内容有长度、宽度、高度、对角线差、横向平面度、纵向平面度、隔板间距、孔径和孔距等。各项指标允许偏差应满足设计及规范要求。
(4)车行道钢底板单元件的完工检查内容有长度、宽度、高度、对角线差、剪力键间距、剪力键垂直度、平面度等。各项指标允许偏差应满足设计及规范要求。
3.3.3.2 焊缝外观检查
所有焊缝必须在全长范围内进行外观质量检查,不得有裂纹、未融合、夹渣、未填满和焊瘤等缺陷,并应符合《铁路钢桥制造规范》(QC/R 9211-2015)表4.9.12[4]的规定。
3.3.3.3 其他要求
无损检测:符合设计及规范要求;
标记标识:完整、正确、清晰。
3.4 总成匹配制造监理
平南三桥钢格子梁节段厂内制造采用“3+1”“4+1”“10+1”的匹配方式进行总成预拼装匹配制造,要求至少采用3个及以上制造节段(根据施工场地和资源配置来选择制造节段数量)加1个匹配节段的匹配制造方式。钢格子梁总成预拼装采取主体结构整体装配定位后横、纵梁交叉焊接的制造工艺,人行道桥面板、车行道钢底板的装焊和剪力钉焊接在横、纵梁交叉焊接后施工,之后进行吊索预埋管装焊施工,并以吊索预埋管定位整个钢格子梁主体结构的位置,最后进行节段间高强螺栓栓接孔的钻孔和匹配施工,高强螺栓栓接孔匹配完成后才能下胎清磨。在钢格子梁节段的匹配制造过程中,监理应对总成钢格子梁节段地样坐标进行复测,并对节段胎架的标高和稳固性等进行检查;对主体结构的装配定位、矫正和完工进行检查;对剪力钉进行焊接质量检查;对高强螺栓连接面栓接孔匹配和高强螺栓施拧扭矩进行检查。
3.4.1 总成放地样及胎架完工检查
内容与3.3.1节一样,这里不赘述。
3.4.2 总成主体结构装配定位测量
3.4.2.1 纵、横梁单元件上总成胎架装配定位检查
(1)钢格子梁下底板采用吊线锤对地样的方式检查工字梁单元件底板定位情况;钢格子梁面板采用钢卷尺来测量工字梁单元件顶板定位情况,允许偏差要根据设计及焊接收缩情况综合考虑。同样采用吊线锤对地样的方法来测量纵、横梁单元件的总长,翼缘板位置、旁弯等参数。
(2)采用钢尺检查对接缝的错边,允许误差:Δ≤0.1 t(t为板厚),且≤2.0 mm。
(3)采用钢尺检查对接缝的间隙,焊接间隙应符合工艺及规范要求,如果出现超大焊缝要重新做超宽间隙的焊接工艺评定。
(4)总成标高检查,根据工艺图给出的各节点相对高程对格子梁面板的標高进行检查,标高测量采用水准仪和塔尺。钢格子梁节段标高允许误差要求符合设计及规范的要求。
3.4.2.2 人行道桥面上总成胎架装配定位检查
(1)检查人行道桥面板的边线与桥面定位线的重合情况(人行道桥面板上总成前先根据图纸在横、纵梁上划出定位线),重点检查相邻的人行道桥面板朝向跨中侧的边线是否在一条直线上。
(2)检查人行道桥面板的平面度,横向平面度允许误差为2.0 mm,纵向平面度允许误差为4.0 mm。由于人行道桥面板厚度较薄,并且有一定的焊接量,所以焊后还需进行火工矫正和平面度复测。
(3)检查人行道桥面板底面加劲板的对接有无错边,及加劲板对接缝间隙的距离。
3.4.2.3 车行道钢底板上总成胎架定位检查
(1)车行道钢底板边线与桥面定位线的重合情况(车行道桥面板上总成前先根据图纸在横、纵梁上划出定位线)。
(2)车行道钢底板上部剪力键纵向及横向对齐情况检查,采用拉粉线的方式进行检查,纵向要保证之后通常的能穿过剪力键,横向要保证剪力键嵌补段安装不错边。
(3)车行道钢底板装配检查合格后允许施焊,焊接完成后进行上部剪力键嵌补段装配检查,用钢尺检查嵌补段装配的错边情况,拉粉线检查整个节段上部剪力键的直线度。
3.4.3 总成主体结构完工控制重点
3.4.3.1 钢格子梁预拼外形尺寸完工检查内容
钢格子梁预拼外形尺寸完工检查内容有预拼总长、梁高、中心线偏差、吊杆间距、吊点高差、横梁及纵梁中心距、旁弯、相邻两纵梁端面对角线差、拱度等。各项指标允许偏差应满足设计及规范要求。
3.4.3.2 钢格子梁焊缝质量检查
内容与3.3.3.2节一样,这里不赘述。
3.4.3.3 其他要求
无損检测:符合设计及规范要求;
标记标识:完整、正确、清晰。
3.4.4 剪力钉完工检查项目和质量要求
(1)剪力钉位置允许偏差为±3.0 mm。
(2)剪力钉高度允许偏差为±1.5 mm。
(3)焊脚尺寸:挤出焊脚平均高度要求≥0.2 d(d为剪力钉直径,下同),挤出焊脚最小高度≥0.15 d,挤出焊脚平均直径≥1.25 d。
(4)弯曲试验:使用榔头对剪力钉进行锤击,锤击3%数量的剪力钉作30°弯曲。要求焊缝无裂纹。
(5)焊接前要求对焊接位置进行打磨,焊缝外观要求焊脚饱满、成形好。
3.4.5 高强螺栓孔
连接处高强螺栓孔通孔率要求100%通过较设计孔径小0.75 mm的试孔器。
3.5 焊接质量控制监理
3.5.1 焊工进场控制
本项目所有上岗焊工上岗须具备国家承认的焊工资格证书,并按本项目《焊工考试大纲要求》进行上岗考试,焊工考试由驻场监理工程师组织。本项目上岗前焊工需进行埋弧自动焊、CO2气体保护焊等科目的考试,通过驻场监理工程师考试后,按要求签发上岗证。所有焊工均需持证上岗。
3.5.2 焊接质量控制
3.5.2.1 焊前控制
监理日常巡检过程中,需检查构件焊缝两侧30 mm范围内是否打磨清理干净,焊接前还需要求施焊人员对杆件进行预热,预热温度为100 ℃~120 ℃(焊缝两侧80~100 mm区域内)。相对空气湿度≥80%时,如果没有相应措施,严禁焊接。
3.5.2.2 过程控制
(1)监理巡检焊接施工过程中,如果发现焊缝出现裂纹应该及时处理并查明原因,随后联系施工方的工艺人员根据裂纹形成的原因制订工艺方案,工艺方案形成后需报监理工程师审核,经监理工程师批准后才能实施。
(2)焊接过程应该严格按照本项目的《焊接作业指导书》施焊,监理应熟悉场内施焊部位坡口形式、装配形式、焊接方式、焊缝要求等,并根据要求指导焊接作业和检查焊缝外观质量。
(3)施焊过程应该按照焊前打磨、预热、除湿,焊接过程控制层间温度和电流电压,焊后保温来操作。监理要对焊接过程进行巡视,如发现未按程序操作的应及时制止,并采取相对应的处理措施。
3.5.2.3 焊后控制
(1)监理需督促施工方对焊缝进行焊后保温缓降处理,防止急冷出现收缩裂纹。
(2)焊后需对焊缝进行外观质量检查,内容与3.3.3.2节一样,这里不赘述。
(3)监理方需督促施工方及第三方检测机构对焊缝外观无缺陷的单元件及钢格子梁节段按设计和规范要求进行无损检测,并要求焊缝无损检测不合格的,返修次数不得超过2次。
4 结语
在中国桥梁建设施工中,钢结构加工技术的发展有效地提高了桥梁的质量,也为大跨度桥梁的发展奠定了基础。钢格子梁的监造是钢管混凝土拱桥监理的重要内容之一,也是决定钢管混凝土拱桥最后能否顺利通车的关键工程。作为监理工作者,应该秉承“严格监理、优质服务、科学公正、廉洁自律”的原则,把好钢格子梁质量生产的大关。
参考文献:
[1]赵志强.关于如何加强钢结构施工质量措施的分析探讨[J].科技风,2010(16):190.
[2]徐玉生.有关钢结构监理重点的分析[J].建材发展导向,2017,15(19):95-96.
[3]张宏华.钢管混凝土拱桥上部结构监理要点[J].科技创新导报,2008(7):67-68.
[4]QC/R 9211-2015,铁路钢桥制造规范[S].
3313501908269
猜你喜欢
项目管理技术(2022年2期)2022-03-08 13:24:12
工程建设与设计(2021年11期)2021-07-28 06:34:16
中国科技纵横(2020年14期)2020-11-28 12:19:53
设备管理与维修(2019年10期)2019-10-26 03:32:52
中国管理信息化(2018年9期)2018-12-06 12:44:24
石油化工建设(2017年1期)2017-05-04 04:03:35
湖北电力(2016年5期)2016-05-09 07:53:25
石油化工建设(2015年5期)2015-12-01 04:17:15
交通企业管理(2014年9期)2014-04-16 18:03:02
交通企业管理(2014年11期)2014-04-16 17:46:51