薄板中的光声相控阵聚焦技术研究
2022-03-16 08:56肖宇刚高椿明
压电与声光 2022年1期
肖宇刚,程 灏,高椿明,张 萍
(电子科技大学 光电科学与工程学院,四川 成都 610054)
0 引言
随着现代工业的不断发展,对无损检测技术的要求也在不断提高。激光超声检测技术(LUT)囊括了激光技术和超声技术的技术优点,在日益复杂的工业检测环境中,特别是在金属、复合材料、陶瓷和液体的检测中比其他检测技术更具优势。它可以实现快速、远程、准确、灵活地检测固定或移动的金属曲面工件,也可以在恶劣的环境(如在远高于其他仪器所能承受的温度)中实现工业检测。JIN H等[1]通过使用线聚焦激光和阵列技术改进窄带表面波的生成结果,使信噪比得到提高。Pei等[2]研究了利用光纤相控阵激光超声波发生器和电磁声学传感器对内表面裂纹进行非接触和非破坏性测量的相控阵激光超声波生成系统。梁鹏[3]将激光超声运用于压力容器的检测中,实现了高压环境下的缺陷检测,提高了激光超声的应用水平。裘进浩等[4]通过对航空复合材料结构使用激光超声技术进行研究,分别对航空材料的两种不同缺陷进行了损伤识别,并以此建立了航空复合材料的寿命预测系统。Hayashi等[5]将脉冲激光阵列产生的强超声波用于对印版缺陷的成像,结果表明激光阵列比单个激光成像的效果明显。Davis等[6]使用一个由空间阵列照明源组成的脉冲钇铝石榴石晶体(Nd-YAG)激光系统产生了窄带兰姆(Lamb)波,使用一个基于双波混合的激光干涉仪来检测所产生的波模式,用于增材制造部件的现场检查。Chen等[7]开发了一种利用激光超声扫描进行相邻波减法的异常波传播成像方法,以增强与损伤相关异常波的可见性。LEE等[8]研究了一种激光超声传播成像(UPI)技术的高速重复扫描技术,能够在检测真实世界的复合材料结构时显著提高信噪比。周正干等[9]利用激光干涉测量技术的高分辨率特点,在紧固孔边沿测得分层缺陷导致激光超声信号的反射和衰减,基于相控阵超声技术研究了激光超声技术用于脱黏缺陷检测,紧固孔分层检测的可行性。本文为了提高声检测的灵敏度及空间选择能力,开展了强度调制的激光在金属表面上激发出光声信号,将多个这样的激光阵元激发的光声信号聚焦在指定位置的研究。
1 原理及仿真
1.1 光声原理
强度周期性调制的激光照射金属样品后,样品接收入射的光子能量后通过热弛豫过程变为热能,从而引起样品温度的周期性变化,形成热波,热波传递距离有限,其能量转换成声场在样品中传播,形成光声。光声作为激光激励的声,点声源特性优良,因此,利用其作为近场探测与成像得到广泛使用。但因其声源较浅,在激光未照射的地方难以形成有效探测,因此,发展基于光声阵列的远距离聚焦技术具有突出的研究价值和推广应用的潜力。利用声场互易原理,通过多通道光声阵列泵浦可实现远距离的光声聚焦。
1.2 共轭原理
根据声学互易性,在发射点和接收点不变的情况下,当发射点发射相位为0°的信号时,接收点接收到的相位为δ;将发射信号相位设置为2π-δ时,则对应的信号接收相位此时改变为0°。图1为发射点与接收点相位共轭示意图。

图1 发射点与接收点相位共轭示意图
在已知聚焦位置和光声阵列泵浦位置的情况下,根据互易性原理,利用共轭法设计各个通道的光声泵浦强度和相位,保障每个通道的光声传播到聚焦点时均具有相同的相位,这样所有通道的声信号实现同相叠加,从而实现聚焦效果。
1.3 仿真及分析
使用COMSOL软件开展仿真分析,建模如图2(a)所示。由图可知,薄板模型尺寸为200 mm×220 mm,8个激光泵浦点((65 mm,100 mm),(75 mm,100 mm),(85 mm,100 mm),(95 mm,100 mm),(105 mm,100 mm),(115 mm,100 mm),(125 mm,100 mm),(135 mm,100 mm)),聚焦目标点(100 mm,150 mm),根据互易定理,泵浦点相位为各阵元的相位,分别为17.3°、315.3°、270.6°、247°、247°、270.6°、315.3°、17.3°。仿真过程不考虑铝板边界回波。仿真参数:6061铝合金板密度为2.70 g/cm3,杨氏模量为68.9 GPa,泊松比为0.33,热膨胀系数为23.2×10-5K-1,比热容为897 J/(kg·K)。

图2 仿真建模示意图
在目标聚焦点获得聚焦时,铝合金板上的声场分布如图2(b)所示,仿真结果证明了相位共轭法用于声聚焦的可行性。
为了表征聚焦性能的好坏,引进聚焦度J,其表达式为
J=P焦点/P非焦平均
(1)
式中:P焦点为焦点处的最大声压值;P非焦平均为焦点附近去除焦点峰外的平均声压值。
为了表征聚焦焦点空间分辨率的好坏,引进焦点等效半径Reff,其定义为焦点附近振幅超过P焦点×10%区域范围的等效半径。
从泵浦的可调节性考虑,影响聚焦性能好坏的参数主要有频率、泵浦源数量和泵浦间距。
首先,不同声信号频率直接影响相控阵声场的聚焦性能,为此开展了频率(f)为60 kHz、80 kHz和100 kHz时光声相控阵聚焦的仿真分析,结果如图3所示。由图可知,频率越高,Reff越小,聚焦度越高,这说明提高光声系统工作频率能有效提升光声阵列的聚焦效果。

图3 系统频率对聚焦效果的影响仿真
其次,为了分析泵浦光间距对聚焦性能的影响,开展了频率为100 kHz,间距分别为10 mm、20 mm、30 mm时的声场仿真,焦点附近声压分布如图4(a)所示,聚焦效果评价如图4(b)所示。

图4 阵元间距对聚焦效果的影响仿真
2 基于相位共轭法的光声聚焦实验
2.1 实验系统
为了实现对多激光泵浦光声聚焦的实验验证,搭建了如图5所示的实验系统,系统中8台光纤激光器在电脑的控制下通过多通道激光调制控制器实现了对8台激光输出的强度正弦调制和相位控制,铝合金板样品中的振动由激光测振仪进行测量,振动信息经过多通道音频采集卡送入电脑进行后处理。8台激光器出光的空间位置由激光出光夹具决定,本实验中的激光布置是等间距为10 mm的线阵排列,聚焦位置选定距离线阵中轴线上50 mm的点。
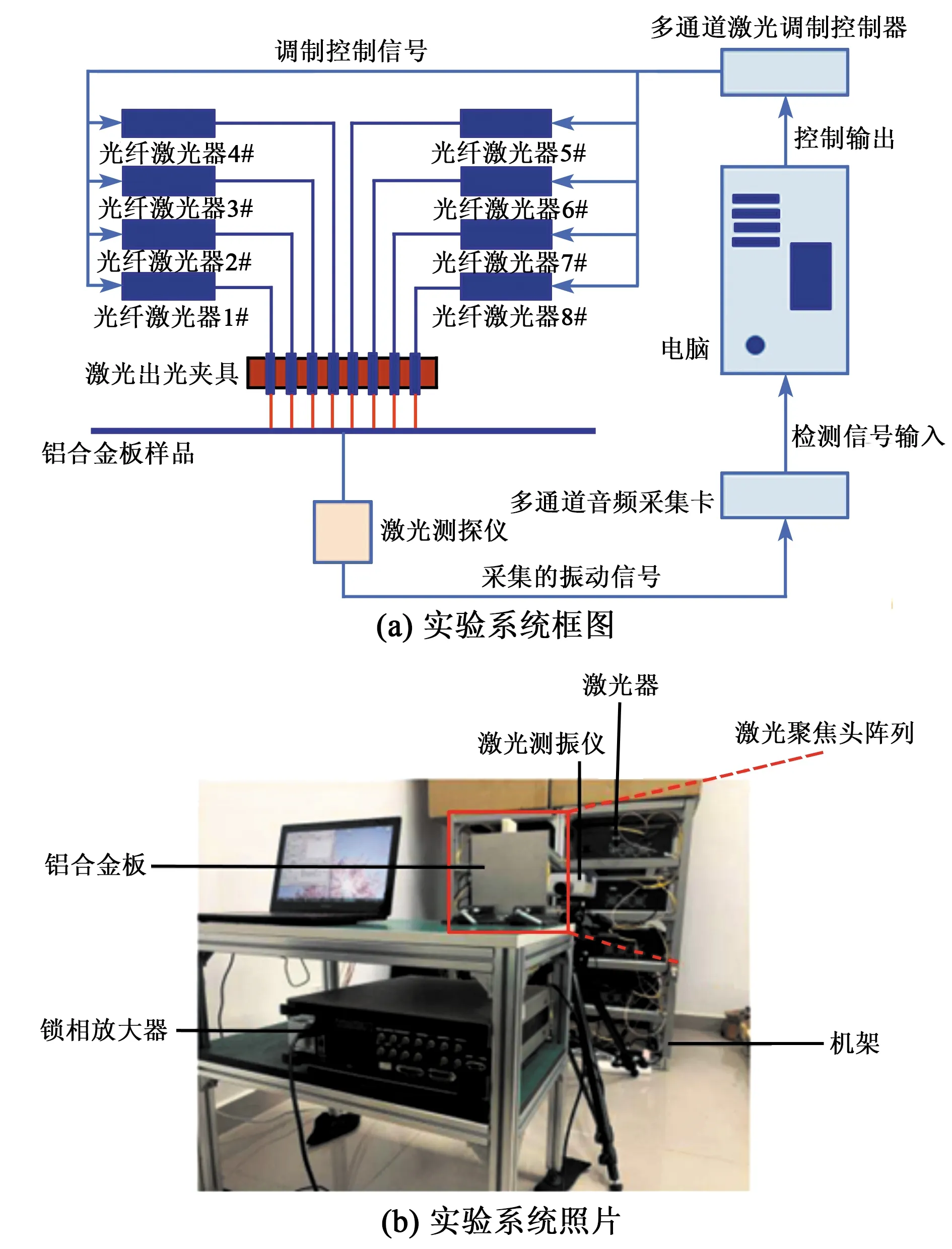
图5 实验系统图
为了验证系统的性能,先逐个单独开启激光器探测焦点处的振幅,再开启8个激光器同时探测焦点的振幅,结果如表1所示。由表可见,同时开启时,相位得到了极大提升,系统能实现焦点的聚焦能力。
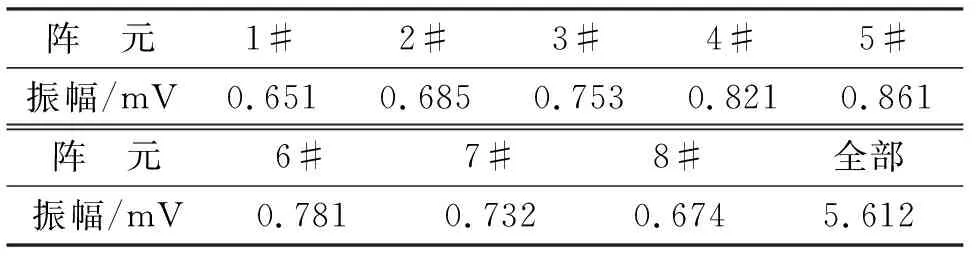
表1 阵列聚焦实验表
为了进一步分析在此种实验条件下的聚焦性能,以焦点为中心、3 mm为探测步进,向左、右均探测27个点,即在光声聚焦点横向上探测55个点的声信号强度来表示光声聚焦点的横向声场分布,测试结果如图6所示。实验表明在焦点附近实现了聚焦。

图6 聚焦点横向声场分布实验测试结果
2.2 不同调制频率实验研究
为了研究实验条件下频率对聚焦的影响,分别对5个频率点(20kHz、40 kHz、60 kHz、80 kHz、100 kHz)进行实验测试,声聚焦点均为阵列中轴线上距离阵列中心50 mm处,探测声聚焦点横向声场分布如图7(a)所示。聚焦参数的分析如图7(b)所示。实验表明与理论预测相同,频率越高,聚焦性能越好。但是由于频率越高,衰减越厉害,因此,针对不同应用,应选择最佳频率。
2.3 不同线阵列阵元数
为了验证泵浦光源数量(阵元数)对聚焦效果的影响,开展了相应泵浦光个数分别为3、5、7、9个的聚焦测试,实验中,激光功率为6 W,激光调制频率100 kHz,聚焦位置仍为中轴线上距离50 mm处。实验结果如图8所示,随着阵元数的增多,聚焦性能逐渐提高。
2.4 横向/纵向光声聚焦实验与分析
为了进一步研究阵列聚焦的特性,开展了横、纵向上不同位置的聚焦点的横向声场分布实验研究。
首先进行横向多点聚焦实验,选取声聚焦点的坐标分别为(0,50 mm),(12 mm,50 mm),(24 mm,50 mm),(36 mm,50 mm),(48 mm,50 mm),(60 mm,50 mm),调制频率为100 kHz,其他实验条件相同,为了方便比较,将6个不同位置的声聚焦点位置统一为坐标0位置,得到如图9(a)所示的振幅分布图,其聚焦统计分布如图9(b)所示。实验表明,越接近对称中心点(0,50 mm),聚焦性能越好。
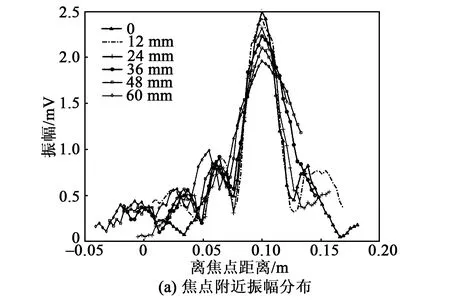

图9 横向任意点光声相控阵聚焦点声场聚焦宽度对比图
其次开展纵向聚焦实验研究,选取纵向焦点分别为(0,30 mm)、(0,50 mm)、(0,70 mm)、(0,90 mm),其他实验条件不变,实验测试结果如图10(a)所示。不同点的聚焦特性研究如图10(b)所示。实验表明,越接近阵列位置,聚焦性能越好。

图10 不同聚焦深度焦点横向声场分布对比图
由图10可以看出,随着距离的增大,聚焦点声场中聚焦宽度会随之变宽,声场的变化趋势变缓,周围的旁瓣幅值聚焦点的信号幅值也随之减小。
3 结论
本文通过仿真和实验研究,开展了多泵浦激光阵列下的光声聚焦特性的研究,完成了泵浦源数量、间距、泵浦频率、焦点空间位置等关键参数对光声聚焦的特性影响的相关研究,研究表明:
1) 在金属板材工件中,利用光声泵浦阵列可以实现光声聚焦。
2) 阵元数量、间距及焦点距离都会影响聚焦性能。
3) 频率越高,聚焦性能越好,但信号衰减厉害,因此,实际应用中需根据实际情况选择合适频率。本技术可实现光声信号在离开泵浦点以外的地方进行聚焦,从而提高在焦点处的声信号强度及其探测灵敏度;同时,通过改变泵浦源的相位关系可以实现对不同位置的聚焦。因此,本技术可为高灵敏、快速扫描检测提供一种新的技术手段。
猜你喜欢
小资CHIC!ELEGANCE(2022年1期)2022-01-11
兵工学报(2021年4期)2021-06-19
家庭影院技术(2020年6期)2020-07-27
表面工程与再制造(2019年1期)2019-05-11
南方周末(2018-03-08)2018-03-08
科学中国人(2017年22期)2018-01-02
艺术科技(2016年11期)2017-05-05
戏剧之家(2016年12期)2016-06-30
儿童故事画报·发现号趣味百科(2016年3期)2016-06-24
摄影之友(2016年8期)2016-05-14