
注塑机用38CrMoAl钢料筒表面产生黑斑的原因
2022-03-15 09:43杨娥,周杨
理化检验(物理分册) 2022年1期
杨 娥,周 杨
(大冶特殊钢股份有限公司 高品质特殊钢湖北省重点实验室,黄石 435001)
38CrMoAl钢经过离子渗氮后,其表面硬度可达到1 200 HV以上,渗氮层深度达到1 mm以上,常用于制造要求高疲劳强度、高耐磨性的零件,如车床主轴、精密丝杠、料筒等[1]。某公司生产的注塑机用料筒材料为的38CrMoAl钢,其生产工艺流程为:模铸钢锭→热锻→下料锻→中心掏孔→调质处理→渗氮处理→机械加工,该料筒在机械加工过程中表面出现黑色点状缺陷。为找出该料筒表面黑点状缺陷形成的原因,笔者进行了一系列理化检验及分析。
1 理化检验
1.1 宏观观察
由图1可见,料筒表面可见密集的黑色斑点,斑点大小及分布无规律。

图1 注塑机用料筒表面黑色斑点的宏观形貌
1.2 化学成分分析
在注塑机用料筒表面黑色斑点处截取试样,对其进行化学成分分析,结果见表1,可见其化学成分满足GB/T 3077-2015《合金结构钢》标准对38CrMoAl钢的技术要求。

表1 注塑机用料筒的化学成分
1.3 扫描电镜分析
在注塑机用料筒表面黑色斑点处截取试样,经超声波清洗后,采用FEI QUANTA 400F型扫描电镜(SEM)观察其表面形貌。由图2可见,料筒表面黑色斑点呈冰糖状凹坑形貌,凹坑内呈沿晶开裂断口特征,未见机械加工痕迹。

图2 注塑机用料筒表面黑色斑点的微观形貌
在注塑机用料筒表面黑色斑点处截取横截面试样,观察其截面形貌。由图3可见,料筒截面有多处裂纹,不同区域裂纹分布不均,裂纹周围未见氧化现象及非金属夹杂物,局部区域表面氮化层发生脱落。由图4可见,经硝酸酒精浸蚀后,料筒表面氮化层中的白亮层(化合物层)厚度不均匀,氮化层中的白亮层较厚区域裂纹也较多,且裂纹均沿晶界开裂,料筒基体组织为贝氏体,晶粒比较粗大。
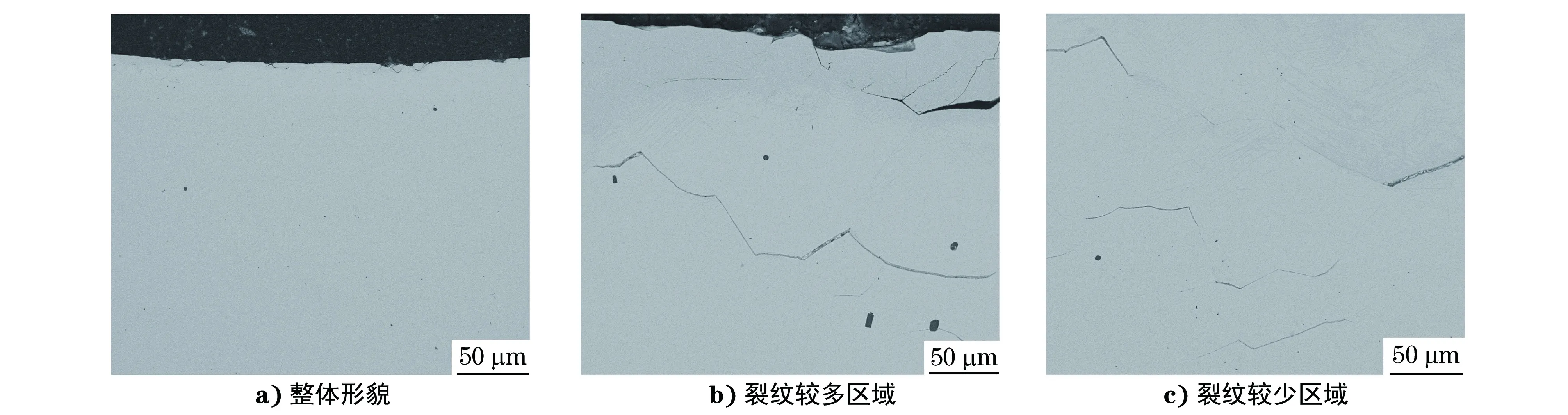
图3 注塑机用料筒黑色斑点处截面的微观形貌(抛光态)

图4 注塑机用料筒黑色斑点处截面的微观形貌(腐蚀态)
2 分析与讨论
该注塑机用料筒的化学成分符合GB/T 3077-2015标准对38CrMoAl钢的技术要求。料筒表面存在黑色斑点。通过扫描电镜分析可知,表面黑色斑点呈冰糖状凹坑形貌,为沿晶剥落形成的缺陷,料筒截面可见沿晶界扩展的裂纹,裂纹周围未见氧化产物和非金属夹杂物,说明裂纹与钢中的夹杂物无关,且裂纹形成于热处理之后。通过金相检验结果可知,氮化层中的白亮层较厚区域裂纹较多,局部白亮层厚度超过50 μm,料筒基体组织为贝氏体,晶粒较粗大。
有研究表明,工件渗氮后,其表面氮化层中的白亮层是由ξ相、ε相、γ′相中的一种或者两种所组成,又称为化合物层,因其不易被普通腐蚀剂腐蚀,所以在金相显微镜下呈现为白亮色[2-3]。孔得群等[5]研究表明,氮化前的基体组织对氮化后的白亮层厚度有明显影响,基体组织晶粒越粗大,氮化后形成的白亮层越不均匀,且容易出现疏松现象。经调质处理后的38CrMoAl钢可获得均匀细小的回火索氏体组织[6],但该批工件调质处理后,晶粒粗大,导致氮化后工件表面形成一层厚薄不均的白亮层。氮化后料筒表面形成的白亮层具有很高的硬度,能增强工件的耐磨性。但白亮层往往具有较大的脆性,且随着白亮层厚度的增加,白亮层会出现疏松(不致密),如果产生夹层疏松,在工件抛光时就会出现起皮、剥落等现象[4]。相关研究表明[7-9],对于表面硬度较高的工件,如表面渗碳或氮化处理后的工件,在机械加工时,如控制好磨削工艺,可以避免磨削裂纹的产生。
综上所述,料筒表面渗氮不均匀,在磨削加工过程中,氮化层中的白亮层较厚区域出现沿晶开裂及氮化层剥落现象,这是料筒表面出现黑点状缺陷的主要原因。
3 结论及建议
(1)注塑机用38CrMoAl钢料筒表面渗氮不均匀,在机械加工过程中,料筒表面氮化层中的白亮层较厚区域发生沿晶开裂及氮化层剥落,形成点状凹坑,这是料筒表面出现黑斑的主要原因。
(2)建议增加调质处理后的组织检验,确保调质处理后料筒获得均匀细小的索氏体组织。对于表面硬度较高的工件,在机械加工过程中,需注意磨削时工件的装夹方式,避免因工件装夹引起磨削缺陷。
猜你喜欢
青少年科技博览(中学版)(2021年6期)2021-08-30
电脑知识与技术·经验技巧(2020年7期)2020-08-23
当代陕西(2018年9期)2018-08-29
民间故事选刊·下(2018年5期)2018-05-18
东坡赤壁诗词(2017年5期)2018-01-29
科技资讯(2017年24期)2017-09-15
有色金属材料与工程(2016年6期)2017-05-31
故事大王(2017年4期)2017-05-08
科教导刊·电子版(2016年25期)2016-11-16
科学与财富(2016年28期)2016-10-14
