
基于PLC的粮食干燥机控制系统优化设计
2022-03-09 09:14缪全诚胡为兵
黑龙江粮食 2022年1期
□ 缪全诚 胡为兵
(1.中海广东天然气有限责任公司,广东 珠海 519000;2.益海(连云港)粮油工业有限公司,江苏 连云港 222000)
我国作为粮食大国,近年来粮食不断高产,推动了农业经济的快速发展,但同时,粮食丰收后的储存环节也不容小觑,粮食技术人员在加大对粮食干燥的研究。粮油企业在进行粮油生产时需要消耗大量的粮食,由于粮食在收获后会进行呼吸作用,使粮食在储存中容易出现发霉变质的现象,导致大量的粮食浪费和经济损失,同时会对粮油企业的生产造成一定程度上的影响。粮食干燥机可以有效地降低粮食中的含水量,从而极大地减少被粮食的腐败变质,因此在农业中广泛应用。然而,粮食的干燥过程复杂,若控制技术水平较低则会使干燥机的能耗过高,同时也降低了粮油生产的效率[1]。随着我国农业领域技术水平的不断提高,对粮食干燥过程的质量及效率也提出了更高的要求,为提高粮食干燥的质量,研究并应用可靠的控制技术是非常必要的。PLC具有较强的适用性,可灵活应用于多种控制系统,并具有良好的运行速度,因此本文基于PLC优化设计粮食干燥机的控制系统,对提高粮食干燥质量具有一定的参考依据,对今后的粮食干燥技术的发展具有重要的现实意义。
一、基于PLC的粮食干燥机控制系统硬件设计
(一)基于PLC设计主电路
本文基于PLC控制编程,以PLC为主控制器,控制干燥机电机,实现数据采集与人机交互等功能。根据控制系统的优化需求,考虑系统的精度,选用了台达PLC,并配置了10个通道的数字量拓展模块[2]。本文所述控制系统对干燥机的控制过程需要通过不同的控制装置实现,采集粮食及环境的温度和湿度,通过温度及湿度传感器所采集的数据,优化干燥机排粮速度,以达到在干燥过程中,实时进行自动化控制排粮速度的效果。根据连云港市的干燥环境特点,以及本文研究单位所主要采用的大豆、小麦、稻米等粮食的干燥特点,选择温度范围为-20~80℃的温度传感器,并通过模拟量拓展模块采集温度,具体PLC电路控制图如1所示。
由图1可知,根据本文所述控制系统优化需求,选用大规模集成电路芯片,它可以实现与单片机的直接接口,同时不必对满刻度以及零点进行调整,芯片内部包括了三台缓冲器、三态锁存器、模拟开关以及转换器等。根据通信地址,在不同的时间与循环作用下,选择信号输入通道,提取采集的温度值及湿度值,进行信号转换,再由单片机接收,并存入暂存单元,每个通道进行3次采样,将采集的不同数据值存入不同单元,并将各通道的温度与湿度数据进行平均滤波,便于后续的数据处理及控制使用。
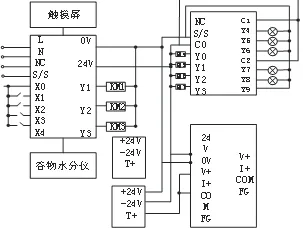
图1 控制电路设计
(二)优化控制器
本文所述P L C控制器集成了模拟和数字I/O和PROFINET通信接口,以适用于本文所述系统。本文所述控制器进行控制的过程主要根据给定的干燥时间,通过输入不同变频器参数控制干燥机的排量速度,并根据粮食的干燥温度要求、干燥机的风量和粮食的比例,按照控制规范调节干燥温度。采用较为成熟的PLC控制技术实现整个控制过程,并在传统的PLC控制方法和典型的控制结构的基础上,调整并拓展控制器参数,建立专家系统。系统在控制过程中,会出现输入与输出值的偏差[3],根据偏差范围以及本单位所存储使用的粮食的干燥特性和干燥机气流状态变化的特性,对知识库进行调整及扩充,并根据专家系统的实际运行情况调整PLC参数,达到对控制器的调整与自动控制。其组成包括知识库、接口与推理引擎。将系统中的粮食种类、干燥安全范围的最高限和最低限,系统内输入值与输出值的变化范围,以及在粮食干燥过程中的所有特征参数存储的知识库,根据本文所使用的干燥机特性,将其表达为适宜的控制规则。控制器的推理引擎单元能够实现事件的搜索,并根据搜索结果得到调整干燥方案的功能单元,它能够根据知识库中所存储的粮食干燥知识,针对粮食的干燥特性、干燥机的气流状态变化,为干燥控制过程提供智慧决策,该系统结合粮食水分参数的递推规则,实现PLC自动控制,存储动态数据簇。
二、基于PLC的粮食干燥机控制系统硬件设计
(一)构建粮食温度采集模块
粮食温度采集模块利用高温度传感器,根据程序设定值,当干燥机中的烘箱内温度趋于饱和,且接近本文所设置的限值,控制系统进行数据处理,发出动作指令,控制排气阀的开关状态,将本文温度采集模块所采集的温度数字量设为8位精度,结合本文使用的温度传感器,采集其输出的电压信号,得到数字量同实际温度的对应关系[4]。本文系统程序基于PLC算法进行控制,该算法能够避免系统运行时的误动作,对粮食干燥机进行自动化控制,实现控制系统与干燥机的一体化。
(二)控制干燥机出口粮食湿度
为了优化本文所述系统控制干燥机的性能,将两种控制方式进行结合,控制干燥剂出口粮食的湿度。首先,将干燥机内的蒸汽前馈量与PLC控制回路输出的蒸汽量相加,得到前馈控制量。设置PLC控制回路的蒸汽流量预设值,PLC控制回路包括对蒸汽流量进行测量的变送器和蒸汽管道的控制阀等。当前蒸汽需求量与上次蒸汽需求量的差值为蒸汽前馈量,再与蒸汽PLC计算输出值相加,即为蒸汽的流量预设值。接下来设置初始参数,用以调节蒸汽回路,将蒸汽调节回路的预设值为15000kg/h,将比例设置为1∶6,设置积累水分的时间为半分钟,将蒸汽调节回路断开,并将蒸汽阀门的控制操作设置为手动控制。其次,进行使用公式的控制方法,计算干燥机所需要的蒸汽量,该方法可以直接进行计算,以1为初始值,设置3项参数,若经计算发现干燥机出口的粮食湿度具有一定的偏差,则需要修改相关参数。蒸汽量为流量PLC控制回路蒸汽的流量预设值,蒸汽流量PLC控制回路与上述方法中所提到的组成部分相一致,以干燥机进口的粮食量、进口处粮食的含水量和干燥机进口处粮食的温度计算具体蒸汽量。根据干燥剂实际的不同运行情况,选取不同的控制方法进行干燥机粮食的湿度控制,并在控制程序中加入能够实现两种控制方式转换的程序,在系统触摸屏的人机交互界面通过按钮操作转换控制方式。
(三)优化干燥机排粮速度
粮食的干燥生产在设定参量时,需要根据已知的粮食初始含水量以及干燥的目标含水量来达到粮食干燥的效果,在设定好粮食在进行干燥机后的水分值后,运用干燥机排量速度的理论,利用逆干燥模型进行计算,其原理是通过计算粮食干燥过程中粮食从初始含水量到目标含水量,得到排粮速度。排粮速度因不同的单元层出现速度不均等的情况,在实际使用干燥机进行粮食干燥的过程中,排粮装置位于干燥机的出口,各单元层的排粮速度若不能保持一致,则不能满足实际的生产需求。因此,所有的粮食单元层的排粮速度应保持一致。在本控制系统中,应用动态优化机制实现对不同控制循环周期的排粮速度进行优化计算,并得到最优结果。因此,需要设定合适的排粮速度,并对其进行优化处理。利用零平均误差法应用于本文系统中优化排粮速度。根据实际排粮速度、当前单元层的粮食到达干燥机出口所需要的时间、采样周期和干燥常数估计这些粮食到达干燥机出口时的水分。若在采样周期中的实际排粮速度与理论所得排粮速度出现不一致的现象,则会导致粮食的最终水含水粮与目标含水量具有一定的误差,因此,对于所有单元层的粮食而言,需要计算这些粮食的平均误差,令平均误差为0,就可以得到优化后的实际排粮速度,实现对排粮速度的优化控制。
三、实验论证分析
(一)实验准备
本次实验在连云港市益海粮油公司进行,在完成上述控制系统的硬件及软件优化设计后,对本文所述系统进行实验。实验所需要的实验仪器主要为本文所使用的粮食干燥机为益海粮油公司所使用的循环谷物干燥机,还包括湿度传感器及水分检测仪等试验设备。实验过程严格按照粮食干燥机的操作要求与实验方法进行,通过PLC记录控制系统的实时运行状态。具体系统测试运行条件如表1所示。
由表1可知实验检测平台的搭建情况,在系统登录界面输入用户名及密码,展现人机交互界面,输入实验所设定的干燥机蒸汽流量及粮食温度自动控制等参数,进行操作验证。

表1 测试运行环境参数
(二)性能测试
首先对本文所述系统的控制性能进行测试,启动上位机系统程序,预热干燥机,利用编程软件将各功能模块导入PLC中,观察各传感器所采集的信息是否能够正常传输到PLC的主控制器中,模拟粮食的满仓状态,观察PLC是否能够在接收到满粮信号后启动排粮电机,设定干燥热风温度的上限为60℃,对热电偶进行加热,当温度超过60℃时,观测烟气阀门是否自动关闭并发出预警。经上述测试,系统数据采集、电机控制及阀门状态等控制功能无异常,能够正常实现各操作步骤并正确预警,为进一步验证系统控制的稳定性,将未加入PLC的传统控制系统与本文所述控制系统进行对比,得到两种系统控制的响应曲线,如图2所示。

图2 不同系统的控制响应结果
由图2可知,传统系统具有较高的超调量,且响应情况具有一定的波动,系统的响应曲线较为稳定,且超调量较小,说明本文所述系统具有稳定性。
(三)实验结果
在确保该系统及干燥机运行良好的条件下,对粮食干燥温度进行实验,以50℃为干燥机的目标热风温度,粮食的含水量为30%左右,相对湿度为50%。实时采集干燥机内的温度值与水分值,当粮食含水量高于预定含水量15%时,自动放慢排粮速度,在水分低于设定值时,加快排粮速度,比较不同温度条件下热风温度与粮食温度实验的结果,具体如表2所示。

表2 不同温度条件下粮食干燥温度实验
由表2可知,干燥机热风温度控制在48~52℃之间,粮食温度在32~34℃之间波动,根据实验结果计算热风温度与粮食温度的标准误差,热风温度和粮食温度的标准误差分别为0.87℃和0.35℃,其粮食温度较为稳定,且波动较小,证明经本文方法设计优化的控制系统的控制精度较好,在生产实验结束后的12小时内对粮食的含水量进行检查,未出现较大的水分偏离,符合粮食干燥机的生产作业要求,说明控制系统具有有效性。
四、结语
本文基于PLC设计控制系统的主电路与控制器,构建粮食温度采集模块,控制干燥机出口粮食湿度,优化干燥机排粮速度,取得了一定的研究成果,实现了对粮食干燥机的自动优化控制。实验结果表明,本文所述系统所采集的数据能够真实直观地展现干燥过程中粮食的湿度和温度情况,并根据粮食实际含水量控制排粮速度,具有可靠性。同时,本文研究还存在着诸多不足,有待于在今后更进一步深入探讨,如未对排风速度的优化控制及粮食的含水量进行实验,针对粮食干燥器的控制问题上还有许多细节需要深入研究,未来应在控制系统实现自动化控制的过程中优化其拓展性和开放性,提高粮食干燥机控制系统的智能化程度,并将经济成本纳入研究范围。
猜你喜欢
农业与技术(2022年3期)2022-02-25
恋爱婚姻家庭·养生版(2021年10期)2021-10-28
科学文化评论(2021年5期)2021-04-23
保健与生活(2021年1期)2021-02-04
少儿科学周刊·少年版(2021年20期)2021-01-17
农家科技(2020年3期)2020-05-11
人民交通(2020年2期)2020-04-16
军事文摘·科学少年(2017年1期)2017-04-26
阅读与作文(小学低年级版)(2016年6期)2016-11-14
哈尔滨理工大学学报(2016年2期)2016-09-12
