
某型燃油电磁阀短时不工作故障分析及纠错
2022-03-04 02:51朱丽颖
工程技术与管理 2022年5期
朱丽颖
中国航发长春控制科技有限公司,中国·吉林 长春 130000
1 概述
2021年58 号发动机,当日第一架次地面起动过程中报“回路故障”,发动机整机转备份,转备份后起动成功。故障发生后,发动机进行再次试车验证,故障未复现。根据系统数据报送,建立“Lm 回路故障”判定“主燃油电磁阀工作异常”,据此公司对此台产品展开排查工作。
2 产品结构及工作原理
某型燃油电磁阀为两位两通常闭电磁阀,主要由线圈组件、衔铁、顶杆、大弹簧、小弹簧、活门、活门座和导套等零组件组成,详见图1。
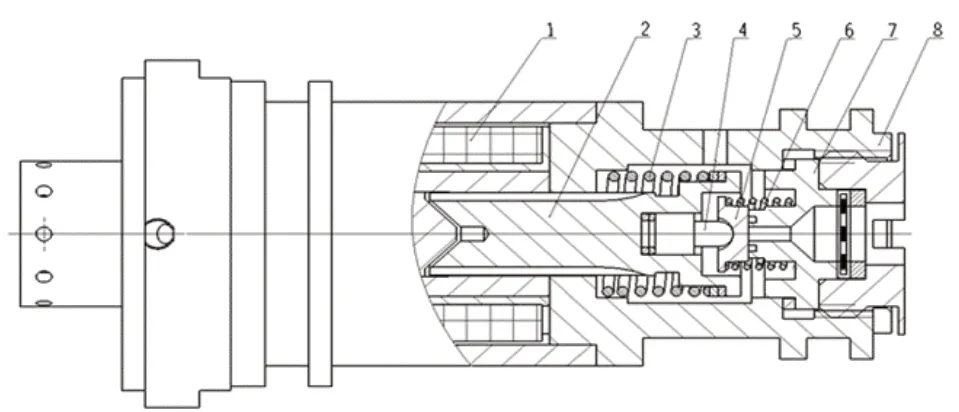
图1 产品结构示意图
产品断电常闭,按综合电子调节器发出的占空比信号,改变燃油电磁阀输出的流量。当产品通电时,衔铁在电磁力作用下向左运动,直至衔铁底端面与导套底端完全贴合,该距离为行程h,活门在小弹簧力作用下向左运动,打开产品油路;断电释放时,衔铁在大弹簧力的作用下向右运动,推动活门克服液压力与小弹簧力,使活门与活门座贴合,关闭产品油路。
3 产品故障树
根据系统故障现象判定“主燃油控制电磁阀工作异常”,现结合产品工作原理,确定故障顶事件为“产品短时不工作”,形成故障树见图2,共有8 个底事件。
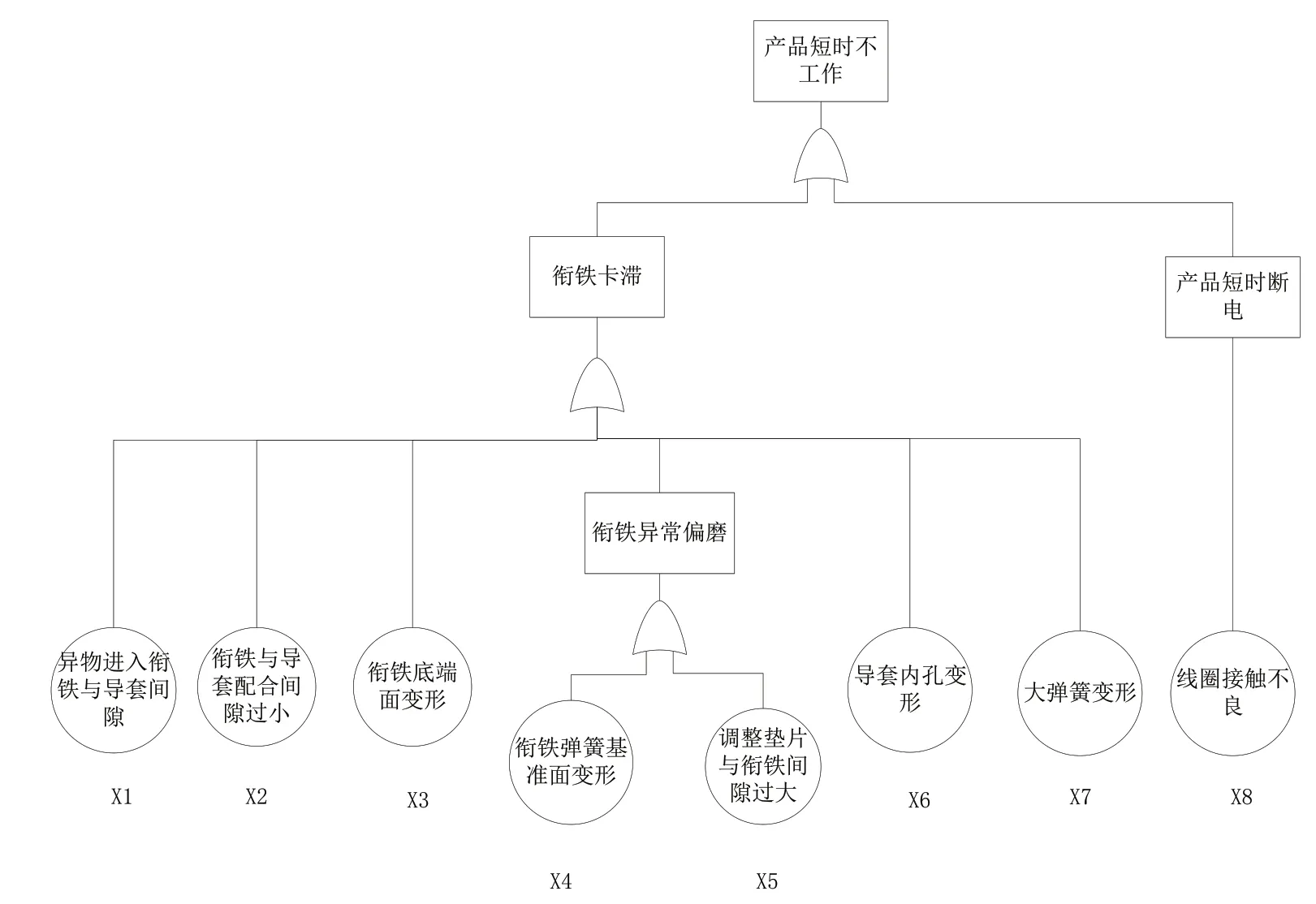
图2 产品短时不工作故障树
根据故障树,对故障树底事件进行了排查,排查方法如表1所示。
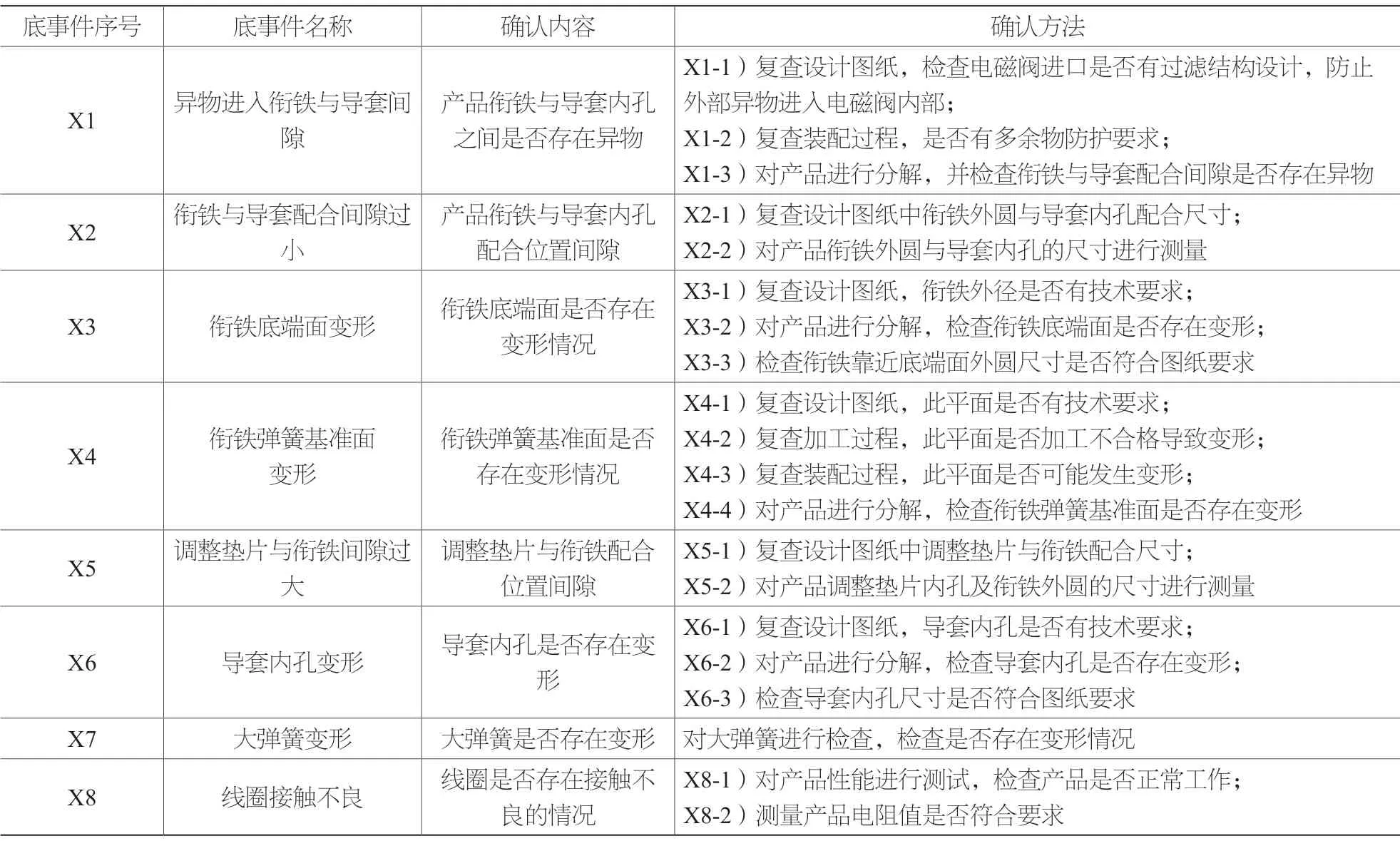
表1 产品短时不工作故障底事件排查表
4 故障排查工作
4.1 设计复查
①经复查产品设计图纸,电磁阀进口处装有滤网,可防止污染物进入电磁阀内部造成衔铁运动卡滞。(X1-1 可排除)
②经复查产品设计图纸,电磁阀运动部件之间配合尺寸给定符合公司电磁阀设计标准。(X2-1 可排除)
③经复查产品设计图纸,衔铁外径有圆柱度0.005 等形位公差要求。(X3-1 可排除)
④经复查产品设计图纸,衔铁弹簧基准面有垂直度0.03等形位公差要求。(X4-1 可排除)
⑤通过装配状态及对衔铁、弹簧及调整垫片配合尺寸的计算[1],按照产品图样,衔铁与垫片之间间隙为0.3~0.81,最大间隙为0.81,在极限尺寸下弹簧仍与调整垫片接触,因此不会造成弹簧陷入调整垫片和衔铁之间,不会直接导致衔铁异常偏斜磨损。(X5-1 可排除)
⑥经复查产品设计图纸,导套内孔有圆柱度0.005 等形位公差要求。(X6-1 可排除)
4.2 实物质量复查
产品原材料供应商,均在合格供应商名录中,并按要求实施入厂复验,物资均经检验合格。生产过程中涉及的不锈钢热处理工艺、化学热处理工艺、化学镀镍工艺、真空浸漆工艺为特殊工艺,均进行了特殊过程确认,保证工艺的质量满足规定的要求[2]。对计量器具、试验检测设备进行检定,均在检定周期内且合格,产品零(组)件尺寸、技术条件和表面质量状态符合产品图样和工艺文件要求,无代料、不合格品审理、性能偏离等情况。(X4-2 可排除)
4.3 装配复查
①经复查产品装配工艺规程,工艺规程中明确要求在装配前对零组件进行清洗去除油封油。清洗完成后对零组件外表面进行目视检查,工艺检查方法明确,装配前对导套、衔铁等零组件均有检查要求,防止有污染物、有划伤的零组件被装配到产品。(X1-2 可排除)
②对比工业CT 检查结果与分解检查情况基本一致。根据此现象,复查图纸及装配过程,图纸中对冲点深度要求为0.3~0.5mm。装配时由冲压工装保证[3]。
衔铁装于工装中使用“一字”型冲头,两个角向各冲一次,形成“十字”型锁紧,打冲点后拨动顶杆检查锁紧情况,顶杆不应松动[4]。根据故障件衔铁可以看出,水平冲点明显较竖直冲点宽,通过对故障件计量,槽宽最大为0.67mm,冲头宽度为0.6mm,分析应是多次冲击所致。由于衔铁材料DT4 硬度较低,且承力位置接触面较小,如多次大力冲压会引起衔铁弹簧安装基准面变形,出现衔铁弹簧安装基准面(承力位置)上翻变形、上部孔口内缩变形的情况。(X4-3、X4-4 不可排除)
③该台产品吸合电流、释放电流、线圈电阻均合格,符合技术要求,可以排除线圈接触不良因素。(X8 可排除)
4.4 试验过程
外场使用时在发动机转备份起动故障后,检查主燃油占空比电磁阀无异常;发动机进行再次试车验证,未出现转备份后起动情况,故障未复现,此台产品返厂后,按产品规范要求对产品进行性能复试,各项性能指标均符合要求,产品工作正常。(X8-1 及X8-2 可排除)
4.5 分解情况
①产品在分解后,对衔铁与导套配合间隙进行检查,未发现存在异物。(X1-3 可排除)
②对衔铁及导套配合尺寸进行测量,尺寸及配合间隙均符合图纸要求。(X2-2 可排除)
③对衔铁靠近底端面外圆部位尺寸进行测量,合格无变形情况。(X3-2 及X3-3 可排除)
④对导套内孔进行检查及测量,合格无变形情况。(X6-2及X6-3 可排除)
⑤对调整垫片内孔及衔铁外径尺寸进行测量。合格无变形情况。(X5-2 可排除)
⑥对大弹簧进行检查,合格无变形情况。(X7 可排除)
5 故障定位
通过对产品衔铁卡滞故障树的所有8 个底事件进行了逐一排查,排除了7 项底事件。衔铁弹簧基准面变形1 项底事件不能排除。
6 纠正措施
对产品衔铁打冲点工装进行改进设计。改变打冲点时的承力位置,由工装限定冲点深度(0.4~0.5)mm。
分析认为减小调整垫片与衔铁之间的间隙,可抑制弹簧不垂直的情况,避免衔铁被弹簧带动发生偏斜。因此更加垫片内径为φ7.35 ~φ7.4,内控弹簧内径为公差的中下限,衔铁弹簧定位处外径φ7.25 ~φ7.3。
7 验证情况
按照纠正措施采用新工装后对衔铁实施打冲点操作,测量衔铁φ6+0.12 0 内孔尺寸,平面度与打冲点前无变化。由测量结果可知,纠正措施有效。
8 结语
通过开展故障树分析、设计复查、装配复查以及分解检查等工作,确定了产品发生短时不工作故障原因是:由于操作者缺乏足够的装配经验且力量相对较大,在衔铁与顶杆装配后打冲点进行锁紧的过程中,故障件衔铁经大力多次敲击,导致衔铁安装弹簧基准面变形,使弹簧在压缩时出现不垂直状态,衔铁被弹簧带动发生偏斜。偏斜的衔铁在运动过程中与导套发生偏磨,随着工作时间的增加,衔铁与导套内孔边缘位置磨损程度逐渐加大,衔铁靠近锥底一侧外圆与导套内孔空刀槽φ6.1 尺寸位置接触,此时衔铁所受摩擦力进一步加大,可引起衔铁瞬间卡滞,产品发生短时不工作故障。针对原因采取的对产品衔铁打冲点工装进行改进、调整垫片尺寸改进等措施经验证有效。
猜你喜欢
压力容器(2022年5期)2022-07-10
肝博士(2022年3期)2022-06-30
军民两用技术与产品(2022年4期)2022-06-28
舰船科学技术(2022年10期)2022-06-17
初中生世界·九年级(2022年8期)2022-06-01
中国船检(2021年8期)2021-09-08
中老年保健(2021年9期)2021-08-24
石油化工设备(2021年1期)2021-01-20
临床肝胆病杂志(2020年5期)2020-12-20
汽车与驾驶维修(维修版)(2019年3期)2019-05-08
