激光打孔技术在光伏背板玻璃上的应用
2022-03-03 09:13:50林加富
玻璃 2022年2期
林加富
(台玻福建光伏玻璃有限公司 漳州 363213)
0 引言
根据我国制定的“碳达峰、碳中和”长期目标,未来十年,全国年均新增新能源装机容量可能超过1亿kW。近日国家能源局综合司正式下发《关于报送整县(市、区)屋顶分布式光伏开发试点方案的通知》,拟在全国组织开展整县(市、区)推进屋顶分布式光伏开发试点工作,目前已有山东、陕西、福建、广东、江西、甘肃、安徽、浙江、河北等23省发布分布式光伏整县推进方案,这将会极大地推动光伏行业快速发展。
光伏行业持续发展的同时,双玻组件以其抗PID(电势诱导衰减)性强、防隐裂、防水汽透过、抗蜗牛纹、可靠性优异、轻量化等诸多优点促进其走向成熟和普及,在晶硅太阳能组件市占比逐步提高,2018年市占比达到5%,2021年市占比已悄然上升到30%,预计2025年会上升到65%以上。双玻组件背板玻璃厚度趋势亦是从2.5 mm发展到2.0 mm,未来将可能是1.6 mm,甚至是1.4 mm。双玻背板的关键技术在于打孔,背板玻璃一般需要预留出线孔,且还多出现异形孔等,传统机械打孔技术无法满足,将逐步采用激光打孔技术。本文从实际生产经验出发,对激光打孔和机械打孔两种深加工打孔模式进行相关分析,探讨激光打孔过程中常见问题原因及解决方法,对企业降本增效具有一定的指导意义。[1,2]
1 光伏玻璃用激光打孔设备
光伏玻璃用激光打孔设备由光学系统、冷却系统、视觉定位系统(CCD)、运动控制系统、玻璃运载平台等单元组成。
光学系统为核心要件,对打孔成型起决定性作用,系统包含了激光器、反射镜、振镜、场镜等光学部件,如图1所示。

图1 光学系统简图
冷却系统主要功能则是为激光器提供冷却服务。通过恒压循环水使得激光器保持恒温,循环水以蒸馏水最佳,其次为RO膜过滤后的纯水。
视觉定位系统(CCD),由光源和相机组成,通过视觉系统,在打孔前对玻璃整体位置进行定位,校正产品由于放置造成的误差,保证产品的加工精度。一般要求精度在0.5 mm以内,定位时间小于0.3 s。
运动控制系统、玻璃运载平台主要包括光学系统轴向运动、玻璃传输及玻璃固定夹紧等装置。为加快打孔速度,一般设置前后进出料平台同时附带高速旋转功能。
2 常见问题及解决方案
2.1 孔未打穿
在完成激光打孔后,未穿孔或者孔中间的玻璃卡住孔洞无法掉落,多见单孔未打穿,同时三孔未打穿的情况较少。出现此类现象该片玻璃即报废,若流到后端丝网印刷则可能割破网板,如图2所示。

图2 中间孔未穿孔
出现孔未打穿的原因可能有:①玻璃原片弯曲度超标,玻璃在激光下上凸或者下凹超过焦点起始位置,出现虚打孔情况;②玻璃原片厚薄差超过限定±0.15 mm标准,特别是正公差偏厚,在固定激光层数的情况下,无法打穿;③冷水机故障,激光器过热引发保护,导致激光功率下降,孔位置玻璃无法快速汽化;④激光打孔的方式是从玻璃底部螺旋上升,逐层扫描打孔,一般每层厚度为0.013~0.014 mm,层数与层厚乘积设定小于玻璃厚度时,无法打穿;⑤压缩空气故障,压力不足,无法将孔中玻璃吹出;⑥振镜Z轴调节电机故障,无法上升,致使激光沿厚度方向无法移动。
由于在与爱迪生竞争市政照明投标中失败,马克沁不得不在42岁那年远赴英伦重新创业。他无意中发现一种名叫“加特林排枪”的多管武器,有十来根枪管,需要四名射手摇动发射,威力不小,但极其笨重、射速也慢,作战性能不高。不久,马克沁在一次步枪体验中,右肩被射击时的后坐力震得轻一块、紫一块。有了这些经历后,马克沁决心把后坐力与“加特林排枪”的原理结合起来,发明一种新型快速发射的自动武器。
相应的,在光伏玻璃背板激光打孔的操作中可采取以下措施来避免孔未打穿的情况:①激光打孔前,对原片玻璃弯曲度进行复核检验,要求弯曲度弓形≤0.25,波形≤0.2;②严格限定玻璃原片厚薄差,对超过厚度的玻璃做预先报废处理,或提高激光层数设定;③冷水机故障主要由水垢或水泵引发,需时常巡检,注意激光器功率不正常衰减;④要求激光层数富余量大于4%,但不可无限累加,以提高打孔效率;⑤压缩空气压力设定在0.4~0.8 MPa;⑥检查振镜并更换零配件,一般出现此类情况,激光会直接烧蚀玻璃某一位置固定不动。
2.2 孔位尺寸偏差
即未按孔位X-Y轴设定位置的打孔缺陷,背板线将无法按位置穿出,判定为废品。造成这一情况原因主要有两种:①CCD视觉定位系统故障,包括相机松动等,造成无法准确定位;②原片玻璃尺寸不符。
解决方案:①激光打孔设备开机前必须进行归零定位校准,检查各系统紧固情况;②批量生产前,先做打样处置,合格后再进行批量生产。
2.3 孔径尺寸偏差
现有常规孔径要求为12 mm±0.5 mm,利于太阳能电池板背部穿线。小概率发生的孔径尺寸偏差主要是孔径偏大。原因可能有:①激光场镜聚焦失效,激光光斑过大,烧蚀半径增大导致;②设定图纸失效;③振镜X-Y轴失效,在平面扫描时,扩大或者缩小了设定打孔范围。
改善措施:①检查聚焦场镜及功率设定值,一般设定激光器的功率为55 W左右;②检查图纸与实际预先打样情况,匹配合格后再进行批量生产;③开机后对振镜X-Y轴进行校正。
2.4 孔边沿处崩边或者暗裂
相比较于机械式金刚钻打孔有较多的崩边暗裂、孔洞粗糙等,激光打孔的边沿崩边及暗裂情况明显优于机械打孔,如图3、图4所示。
图3 机械打孔崩边、暗裂

图4 激光打孔崩边、暗裂
在激光打孔操作不当时,仍会出现崩边、暗裂情况,主要原因:①激光器功率设定过大,激光能力密度超过了玻璃烧蚀阈值,在玻璃表面产生热应力进而延伸至玻璃内部,产生崩边、暗裂;②激光重复频率及扫描速度过快,会加剧孔洞表面裂纹发展,引发崩边;③原片玻璃退火不良,应力紊乱,一般伴随玻璃易裂情况。
2.5 孔垂直度偏差
激光打孔出现的两种垂直度不符合质量要求的情况,如图5所示。

图5 浅色部分代表激光打孔
出现此类情况主要原因:①激光头松动,光路偏移;②打孔过程中,玻璃出现偏移情况;③振镜X-Y轴在扫描时未依设定值,产生偏移。
改善措施:①检查激光器固定情况;②检查玻璃压紧情况;③对振镜及平台进行校正调平。
3 激光打孔与机械打孔的成本对比
激光打孔相对于机械打孔优势有:无接触、更少的机械应力引发的崩边暗裂、免维护、人工成本低、无污染、可打任意形状、耗水量低等。以相同产能比较两种打孔模式,成本上激光打孔高节拍、高成品率、无耗材,性价比更高。生产时间越长,激光打孔的优势越明显,基本一年即可回收设备采购成本。
对市面上激光打孔机、低成本机械打孔机、高成本机械打孔机生产光伏背板玻璃成本进行对比,见表1。
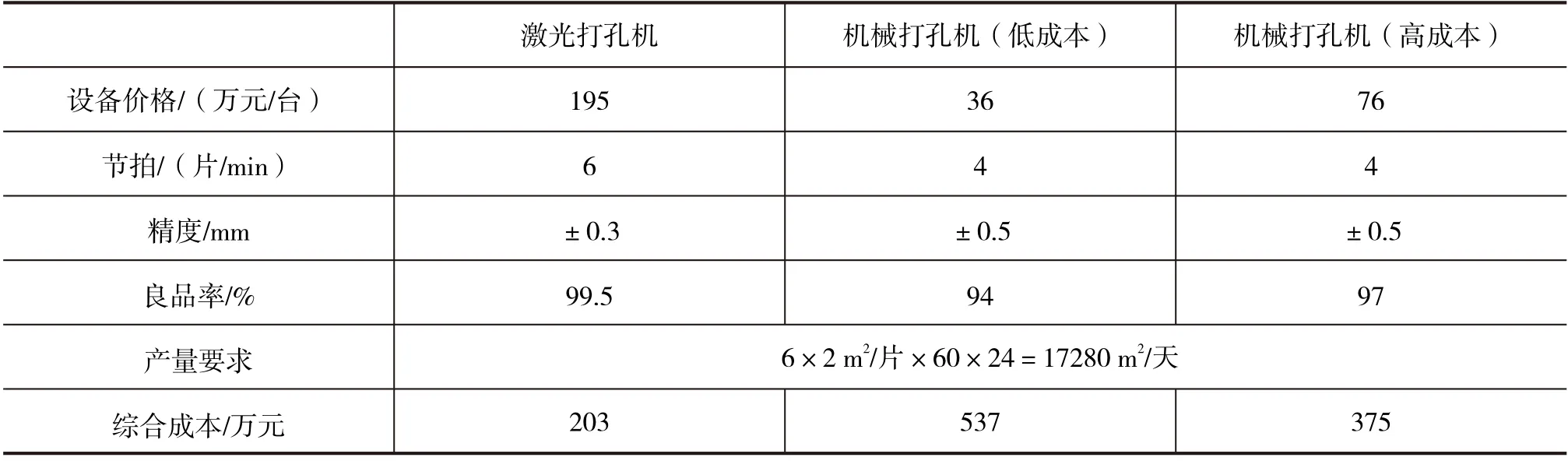
表1 三种打孔机成本及参数对比
以激光打孔产量为基准,扣除维修天数,以年生产330天,玻璃原片约13元/m2计算:
(1)因成品率差额:玻璃不良带来的成本附加:机械打孔机(低成本)成品率低,约每年增加成本13×330×(17280-94%×17280)=407(万元);机械打孔机(高成本)则约每年增加成本13×330×(17280-97%×17280)=185(万元)。
(2)设备成本:因激光打孔效率高,机械打孔要达到激光打孔的产能,需配备6/4=1.5倍的设备。激光打孔设备约195万元;机械打孔机(低成本)设备成本为36×1.5=54(万元);机械打孔机(高成本)76×1.5=114(万元)。
(3)耗材成本:激光打孔无接触、无耗材,仅维护费用约8万元/年;机械打孔耗材主要为金刚钻头,市价约500元/个,平行三个钻头布置,每天均需更换,年耗材费约49万元。
(4)人工成本:光伏背板激光打孔工序与丝网印刷工序一般是合二为一,无需增加人手。机械打孔因涉及加水冷却,及更换钻头等停工操作,3人一组,每年约27万元人工成本。
(5)综合成本:激光打孔综合成本=195+8=203(万元);机械打孔机(低成本)综合成本=407+54+49+27=537(万元);机械打孔机(高成本)综合成本=185+114+49+27=375(万元)。
4 结语
太阳能光伏玻璃激光打孔过程中容易出现的问题较多,针对具体问题,应具体分析以进行判断和解决。本文结合实际生产经验,对孔未打穿、孔位尺寸偏差、孔径尺寸偏差、孔垂直度偏差以及孔边沿崩边等问题及原因进行了探究,给出了相应的解决方案,对光伏玻璃背板激光打孔有一定的指导作用。
猜你喜欢
激光与红外(2023年12期)2024-01-15 10:52:46
法制博览(2023年35期)2023-02-13 14:07:46
农业装备与车辆工程(2021年12期)2021-12-28 08:24:16
软件导刊(2021年3期)2021-03-25 02:09:42
军民两用技术与产品(2021年10期)2021-03-16 06:05:20
建材世界(2020年5期)2020-11-05 04:57:04
企业科技与发展(2019年8期)2019-09-10 21:00:14
能源(2017年5期)2017-07-06 09:25:55
信息记录材料(2016年4期)2016-03-11 15:23:00
中国医疗器械杂志(2015年5期)2015-12-31 06:15:23