
有氧烘焙预处理对纤维素热解特性的影响
2022-03-02 02:23陈登宇曹双明乐玲艳章捷
能源研究与利用 2022年1期
陈登宇,曹双明,乐玲艳,章捷
(南京林业大学材料科学与工程学院,南京 210037)
生物质烘焙预处理是在常压、200~300 ℃环境下的热处理过程,常用于改善生物质原料的亲水性强、氧含量高、能量密度低和研磨性低等品质缺点[1-3]。根据载气有无O2,生物质烘焙预处理可分为有氧烘焙和无氧烘焙[4]。WANG等[5]和CALVO等[6]分别对木屑和稻杆进行了有氧烘焙预处理,发现有氧烘焙不仅能有效提升原料燃料品质,还能增加烘焙反应速度,缩短烘焙所需的时间。有氧烘焙预处理还可以降低对惰性气体需求和装置严密性的要求,并将有助于减少烘焙预处理的经济成本[7]。因此,生物质有氧烘焙预处理受到了越来越多的关注[8-9]。
生物质主要有纤维素、半纤维素和木质素组成[10]。纤维素是生物质的基本组分,也是自然界中分布最广的一种多糖。CHEN等[11]开展了生物质三组分(纤维素、半纤维素、木质素)的无氧烘焙研究,发现生物质三组分的烘焙特性存在较大差异,纤维素热稳定性介于半纤维素和木质素之间。WANG等[12]研究了无氧烘焙对纤维素结构特征的影响,结果表明:纤维素在烘焙中结晶区被破坏,主要发生了糖苷键断裂和羟基脱水等反应。纤维素烘焙特性研究可为揭示生物质热解机理提供重要参考。目前,生物质组分烘焙预处理主要采用无氧烘焙方式,纤维素有氧烘焙及其对后续热解特性影响的研究鲜有报道。本文以纤维素为原料,在260 ℃和不同氧气浓度(0%~15%)条件下进行了有氧烘焙实验,研究了氧气浓度对纤维素理化性质和热解特性的影响,以期为生物质组分高值化利用提供数据基础。
1 实验
1.1 实验原料
选用杨木纤维素作为实验原料。杨木取自南京林业大学下蜀林场,经粉碎和干燥后,筛选250~380 μm的颗粒;参照《造纸原料综纤维素含量的测定》(GB/T 2677.10-1995)和文献[13]从杨木颗粒中提取纤维素,具体提取方法见前期研究论文[14]。
1.2 烘焙实验
采用水平滑动式管式炉(型号:TL1200)对纤维素样品进行烘焙实验。每次实验选取2 g纤维素样品,通过调节氧气流量和氮气流量配比氧气浓度为0%、3%、5%、8%、10%和15%的混合气体,流量为500 mL/min。实验时,预先将样品置于石英管的一侧,加热炉位于石英管的另一侧;当加热炉升温并稳定在260 ℃后,将其滑动至样品区对样品进行烘焙预处理;30 min后,将加热炉滑离样品区。在本文中,纤维素原样用C-raw表示,烘焙后的纤维素以T-C-X表示,其中T、C和X分别代表烘焙预处理、纤维素和氧气浓度。例如:T-C-3表示纤维素在260 ℃和3%氧气浓度条件下烘焙所得的固体产物。
1.3 测试方法
参照《固体生物质燃料工业分许方法》(GB/T 28731-2012)对纤维素样品进行工业分析;通过元素分析仪(Vario macro cube,Elementar,德国)测定样品元素含量,其中氧元素含量采用差减法计算;通过氧弹量热仪(XRY-1A,上海昌吉地质仪器有限公司)测定样品高位热值(HHV);采用傅里叶红外光谱仪(Nicolet 6700,尼高力公司,美国)测定样品表面官能团;采用X射线衍射仪(XRD-6000,岛津公司,日本)测定样品结晶度。
纤维素烘焙的质量产率和能量产率分别通过式(1)和(2)计算得到。
(1)
(2)
式(1~2)中,Ymass、Yenergy、M和HHV分别代表质量产率、能量产率、样品质量和高位热值,下标feed和product分别代表烘焙前后的纤维素样品。
1.4 热重实验及热解动力学
采用热分析仪(型号:TG209F1)对烘焙前后的纤维素样品进行热重分析。每次实验选取样品约10 mg,由室温升至600 ℃,升温速率为10 ℃/min、20 ℃/min、30 ℃/min和40 ℃/min。载气为高纯氮气,流量为70 mL/min。
根据热重分析的实验数据,采用分布式活化能模型(DEAM)对固体产物进行热解动力学分析。该模型采用Miura积分法计算纤维素热解活化能[15],DEAM表达式可用式(3)表示。
(3)
式(3)中,β、T、k、E和R分别代表升温速率、热力学温度、反应速度常数、热解活化能和摩尔气体常数。ln(β/T2)与1/T呈现线性函数关系,通过计算斜率-E/R可求的热解活化能E[16]。
1.5 快速热解实验
采用热裂解色谱/质谱联用分析仪(Py-GC/MS)对烘焙前后纤维素样品进行快速热解实验。该分析仪由热裂解仪(型号:CDS5250)和气相色谱/质谱(型号:7890B-5977B)联用组成。每次实验用量为0.50 mg,升温速率为10 ℃/ms,热解温度为600 ℃,热解时间为10 s;以高纯氦气(99.999%、流速1 mL/min)为载气,热解产物通过GC/MS在线记录和分析。传输线和进样口温度分别为280 ℃和230 ℃,色谱柱为HP-5MS毛细管柱(30 m×0.25 mm×0.25 mm),分流比为1∶50。利用NIST谱库并结合相关文献对热解产物进行组分鉴定,用峰面积归一化法计算各组分相对含量。
2 结果与讨论
2.1 有氧烘焙对纤维素理化性质的影响
烘焙前后纤维素的基本性质见表1。相比于未处理的纤维素原料,烘焙预处理降低了挥发分和氧元素的含量,提高了固定碳含量、碳元素含量和热值。相比于无氧烘焙(氧气浓度为0%),有氧烘焙预处理进一步改变了纤维素的元素含量。从表1可以看出,随着氧气浓度从0%增加至15%,纤维素氧元素含量从52.16%下降至48.19%,而碳元素含量从43.41%升高至45.74%。随着烘焙中氧气浓度的增加,纤维素H/C和O/C原子比逐渐降低。这主要是因为氧气参与了纤维素烘焙过程。在无氧烘焙中,纤维素在惰性气氛下仅发生部分热裂解,通过脱羟基、脱羧基和糖苷键断裂等反应,生成H2O、CO2和CO等小分子物质;而在有氧烘焙过程中,纤维素或其热分解产物还与氧气发生了氧化反应,使得局部温度升高,由此促进了纤维素的热裂解,加深了烘焙脱氧效果。烘焙前后纤维素的O/C和H/C原子比关系如图1所示。

图1 烘焙前后纤维素的O/C和H/C原子比关系图
纤维素中碳元素含量的升高也使得纤维素热值逐渐增加。随着氧气浓度从0%提升到15%,纤维素热值从16.09 MJ/kg提升到16.77 MJ/kg,但能量产率从98.62%下降到88.66%。能量产率的下降是由于有氧烘焙对纤维素造成较为明显的质量损失。从表1可以看出,纤维素质量产率从93.04%(T-C-0)下降到80.25%(T-C-15)。
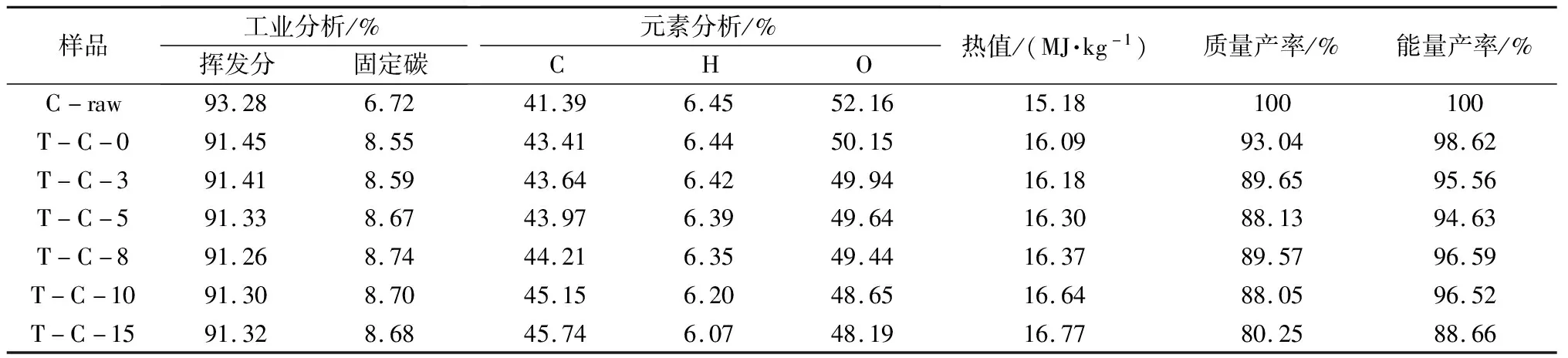
表1 烘焙前后纤维素的基本性质(干燥基)
图2是烘焙前后纤维素的红外光谱图,主要出现6处特征峰[17-19]。3 445 cm-1处的特征峰对应于羟基官能团(O-H)的伸缩振动,是判断分子中有无羟基的依据;随着烘焙中氧气浓度的增加,纤维素中脱水和脱羟基发应加剧,使得此处特征峰逐渐降低。2 960 cm-1附近的特征峰可能是由C-H伸缩振动引起,代表的是脂肪族的直链饱和烷烃。随着氧气浓度的增加,此处特征峰的由强变弱,说明氧气参与了烘焙反应过程,改变了纤维素内部的化学结构。1 600 cm-1处出现一个较为强烈的特征峰,为C=O的伸缩振动,此处特征峰随氧气浓度增加而减小,这是由于脱羰基和脱羧基反应,生成CO和CO2气体析出。1 442 cm-1处的特征吸收峰可能是源于O-H或C-H的弯曲振动,此处特征峰的变化与3 445 cm-1处的羟基特征峰变化相似。1 365 cm-1附近存在一个特征峰,1 273 cm-1处为一个弱的特征峰,这些峰位于C-O特征峰波数范围(1 000~1 350 cm-1)内,主要来源于羧基中的C-O、酯基中的C-O和醚键(C-O-C)振动。随着氧气浓度的增加,醚键发生断裂,生成CO并析出。通过图2可以看出,相比于无氧烘焙(T-C-0),有氧烘焙大幅降低了纤维素中含氧官能团的震动强度;并且随着氧气浓度的增加,含氧官能团进一步减少。可见,纤维素含氧官能团在有氧烘焙过程中发生了化学键断裂导致氧元素脱离,这与表1中的元素分析结果相一致。

图2 烘焙前后纤维素的红外光谱图
图3为烘焙前后纤维素的X射线衍射分析结果,反应了纤维素内部晶体结构的变化。纤维素XRD图上明显出现了两个尖锐的衍射峰,分别是2θ角为16°处的纤维素三斜晶系(Iα)衍射峰和2θ角为22°处的纤维素单斜(Iβ)衍射峰[20-21]。随着氧气浓度从0%提高到15%,Iα和Iβ衍射峰的强度逐渐降低,这说明纤维素结晶区被破坏,并逐渐转化为其他物质。这可能是因为在有氧烘焙过程中,氧气与纤维素发生氧化放热反应,造成局部温度升高,促进了纤维素晶体结构的破碎。此外,随着氧气浓度地增加,固体产物的结晶度指数(CrI)逐渐降低,由62.8%降低到47.1%。这主要是因为纤维素结晶区发生裂解反应,纤维素分子间氢键被破坏,导致结晶度指数降低。

图3 烘焙前后纤维素的X射线衍射结果
2.2 有氧烘焙对纤维素热解特性的影响
2.2.1 热重分析
生物质热解是一个复杂的热反应过程[22-23]。以升温速率20 ℃/min的热失重曲线(TG)和热失重速率曲线(DTG)为例,分析有氧烘焙对纤维素热解特性的影响,烘焙纤维素在不同升温速率下的热重曲线如图4所示。从图4可以看出,纤维素的热解过程可以分为干燥段、快速热解段和慢速热解段三个阶段。干燥段的温度区间在室温到275 ℃之间,在此阶段主要是游离水的蒸发过程;TG图上出现微小的失重,DTG曲线几乎水平。在快速热解段,纤维素发生了剧烈的热裂解,TG曲线迅速下降,DTG曲线上出现明显的热解峰。400~600 ℃左右为慢速热解阶段,失重较少,残留的固体物质逐渐转化成热解炭。

图4 烘焙纤维素在不同升温速率下的热重曲线
表2为烘焙纤维素热重曲线的特征参数分析结果。随着烘焙预处理时氧气浓度的增加,烘焙后纤维素的TG/DTG曲线向低温区偏移,最大失重速率的绝对值有减少的趋势,但热解炭产率有增加的趋势。这主要是因为纤维素在烘焙预处理过程已经释放了部分挥发分,同时烘焙后纤维素更容易发生交联反应,缩聚形成更多的热解炭。升温速率对纤维素热解也有一定的影响。总体上,随着升温速率的升高,烘焙后纤维素的TG/DTG曲线向高温区偏移,这主要是样品的热滞后现象导致的。

表2 烘焙纤维素热重曲线的特征参数分析结果
2.2.2 热解动力学分析
图5为烘焙纤维素热解活化能随转化率变化的关系图。热解活化能在0.05~0.55转化率区间内逐渐减小,随后在0.55~0.85转化率区间内逐渐增加。随着烘焙中氧气浓度从0 %增加到15 %,纤维素的平均热解活化能从172.68 kJ/mol(T-C-0)升高到205.19 kJ/mol(T-C-15)。有氧烘焙改变了纤维素结构,一方面氧气与纤维素内部的不稳定成分反应,导致纤维素生成更多的热解挥发分而释放出去;另一方面氧化放热反应提高了烘焙时的局部温度,促使纤维素的热裂解,纤维素内部发生更多交联反应,缩聚形成稳定性较高的炭。

图5 烘焙纤维素热解活化能随转化率的变化关系
2.3 有氧烘焙对热解产物的影响
图6为烘焙后纤维素的快速热解产物分布图。无氧烘焙后,纤维素热解的主要产物是糖类化合物,其次为呋喃类、酮类和烃类,酸类、酚类、醇类和醛类相对含量较少。有氧烘焙预处理对纤维素热解产物种类没有明显影响,但产物分布的差别却较大。随着烘焙氧气浓度从0 %增加到10 %,糖类化合物的相对含量在37.5%和47.0%之间波动,但当烘焙氧气浓度进一步提高到15 %时,其相对含量明显下降至21.7%。呋喃类化合物的相对含量呈现出先增加后降低的趋势。当烘焙氧气浓度从0%增加到8%时,呋喃类相对含量从16.24%增加到33.21%,此时样品通过竞争反应向呋喃类方向转化;而当氧气浓度继续升高至15%时,其相对含量降低至18.69%,这可能是因为此时烘焙纤维素更容易裂解成其它小分子类物质。酮类化合物的相对含量总体上是下降的,这是因为烘焙预处理中纤维素发生了脱羧基和脱羰基反应,形成CO、CO2小分子析出。值得注意的是,当烘焙氧气浓度在0%~10%时,烃类和酚类化合物的相对含量变大不大,但有氧烘焙(氧气浓度15%)后,酚类化合物的相对含量明显升高。

图6 烘焙后纤维素快速热解的产物分布
3 结语
相比于纤维素原料,无氧烘焙(氧气浓度为0%)降低了其氧元素含量,提高了热值。不同于无氧烘焙,纤维素有氧烘焙不仅包括脱挥发分反应,还包括能够为烘焙过程提供热量的氧化反应,加速了纤维素热分解。因此,有氧烘焙对纤维素理化性质和热解特性有更明显的影响。随着烘焙中氧气浓度的增加,纤维素碳元素和固定炭含量增加,而氧元素和挥发分含量降低。有氧烘焙促进了纤维素含氧官能团的分解和结晶度的降低。随着烘焙中氧气浓度的提高,纤维素热解反应初始温度逐渐减小,最大失重速率逐渐降低,而热解炭产率逐渐提高;有氧烘焙(氧气浓度15%)降低了热解产物中脱水糖类相对含量,提高了酚类化合物的相对含量。
猜你喜欢
今日农业(2022年1期)2022-11-16
农业工程学报(2022年6期)2022-06-27
健康体检与管理(2022年4期)2022-05-13
化工进展(2022年3期)2022-04-12
建材发展导向(2021年23期)2021-03-08
疯狂英语·读写版(2020年11期)2020-12-21
食品安全导刊(2020年6期)2020-06-15
工业设计(2018年4期)2018-05-14
企业文化·中旬刊(2014年12期)2014-12-30
农村百事通(2004年12期)2004-08-24
