汽车密封条纵向压缩粘贴性能
2022-03-01 07:18佟梦晗修世超陈晓珊陈思宇
东北大学学报(自然科学版) 2022年1期
佟梦晗, 修世超, 陈晓珊, 陈思宇
(1. 东北大学 机械工程与自动化学院, 辽宁 沈阳 110819; 2. 华晨宝马汽车有限公司, 辽宁 沈阳 110043)
汽车密封条具有填补车身组成部件间的各种间歇、缝隙的作用,具有减震、防水、防尘、隔音、装饰等功用,提高驾乘体验的舒适感和保护车体[1].其装配工艺分为物理安装和粘贴两类,大多数密封条采用物理安装方式,采用粘贴工艺的密封条为大多数车型的全景天窗密封条和部分车型的车门密封条[2-3].密封条粘贴的精度及质量直接影响汽车的整车噪声、振动与声振粗糙度(noise,vibration and harshness, NVH)、使用寿命及产品外观[4].早期全球汽车企业的密封条粘贴主要采用手动粘贴及多限位块模板正压安装[5],随着工业4.0技术的成熟,多传感器群工业机器人技术被应用于汽车密封条全自动粘贴.自动化汽车密封条粘贴一般采用滚压的形式,2008年,德国Grohmann公司[6]开发了车门密封条自动化滚压工艺及设备, 目前国际上还有其他公司开发出不同的密封条滚压设备[7].
基于压敏胶的粘贴特性,目前大多数研究从胶带的纵向剥离展开.Sugizaki等[8]研究了胶带的剥离角度对剥离力的影响;Dalbe等[9]研究了胶带的剥离速度对剥离力的影响;Mohammed等[10]对压敏胶带的纵向剥离界面进行了模拟分析.大多数理论主要研究了胶带的粘贴特性,汽车密封条的粘贴性能与胶带的粘贴相比,由于其粘贴主体的物理性质不同,拉伸与压缩是密封条粘贴性能的重要组成部分,而密封条的失效剥离并非在单侧开始并纵向剥离,其大部分为中部失效并向两侧扩展.
为了研究压缩粘贴对密封条的粘贴质量影响,优化压敏胶汽车密封条粘贴质量,本文研究了汽车密封条压缩粘贴对粘贴基底产生的附加压力,提出了通过压缩率计算密封条对内圆角粘贴基底产生的压力的计算模型,进行了该工艺过程的有限元仿真,完成了压缩粘贴对内壁压力实验,得到并验证了压缩粘贴与密封条对粘贴基底附加压力之间的关系,获得了压力场分布.结果表明:压缩粘贴可使密封条对粘贴基底施加稳定、均匀的附加压力.密封条通过压缩粘贴对粘贴基底施加的压力值与压缩率呈线性比例关系.
1 密封条压缩粘贴工艺及力学模型
汽车密封条内圆角粘贴如图1a所示,该粘贴位置的长时间质量控制是汽车密封条粘贴最重要的组成部分,也是最容易出现开胶现象的位置.为了减少汽车产品在客户使用过程中的开胶现象,增强粘贴连接的耐久度,本文提出了压缩粘贴工艺方法,压缩粘贴可以优化内圆角位置的粘贴质量,是因为对密封条的压缩力可通过密封条本体转化为密封条对车身的附加压力.为了研究压缩率与密封条对车身产生附加压力之间的关系,构建了力学模型并进行理论计算.
此力学模型采用了将连续材质等分为有限个计算单元的分化方法,之后对单个力学单元进行理论计算,得到相应的力学状态后再对等分数量取正无穷极限,从而得到力学模型的连续属性.密封条进行压缩粘贴后,其压缩状态可简化为如图1b所示的力学模型,与车身结合的关节点代表压敏胶的粘贴状态,密封条位置的关节点代表密封条的内部连接,弹簧刚度系数代表密封条的刚度系数,F1和F2为该拐角粘贴区域两侧由于密封条的压缩所提供的内力.
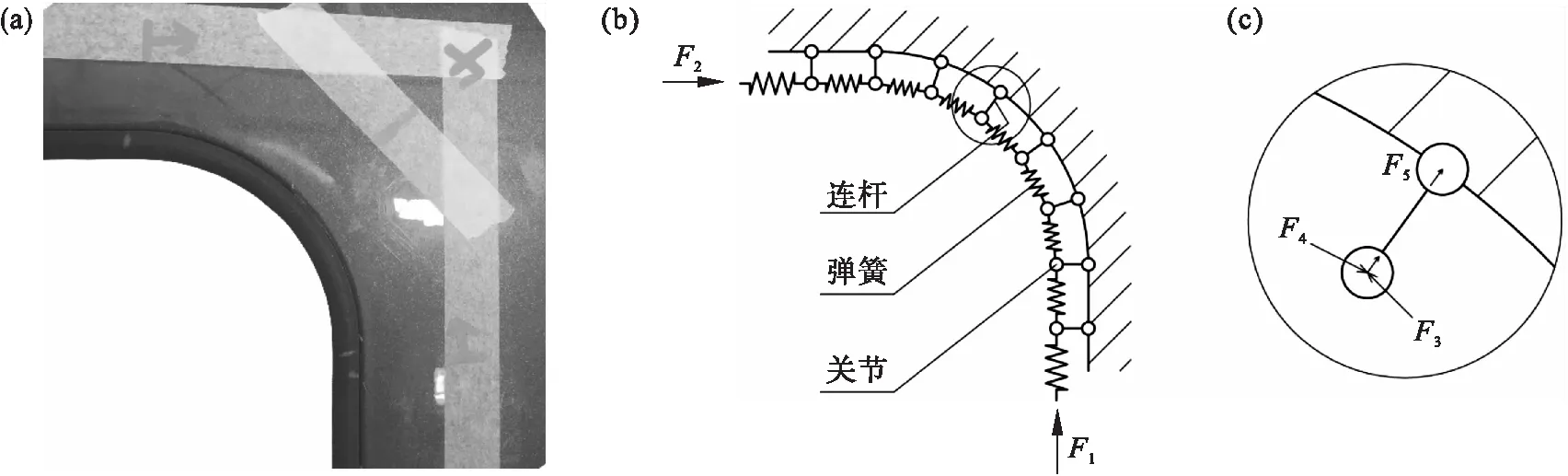
图1 压缩粘贴的作用力模型Fig.1 Force model of compressive sealing (a)—密封条内圆角粘贴; (b)—力学分析模型; (c)—单点受力示意图.
该特征粘贴区域内单点受力如图1c所示,F3和F4为两侧密封条对该点的挤压力,F5为F3和F4的合力,即对粘贴基底的压力,通过计算可得到压缩粘贴工艺对车身的压强p为
(1)
式中:n为简化的力学模型中90°区域内的等分数;D为密封条的宽度;δD为应力沿宽度方向不均匀系数;L为在90°粘贴区域范围内密封条在压缩状态的长度;l为压缩量;kl/L为该密封条的刚度系数,由于密封条为高分子材料,因此其刚度系数是非线性的,其数值与压缩率l/L有关.
由于密封条本体及基材均属于具有超弹性形变属性的高分子聚合物,其应力-应变曲线具有典型的非线性特征,且可发生较大的弹性变形[10],实验测得的应力-应变曲线如图2所示.
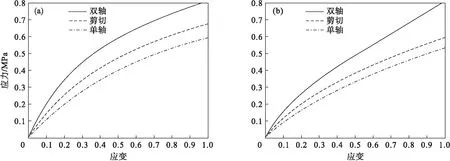
图2 密封条及基材的应力-应变曲线Fig.2 Stress-strain curves of the sealing strip and base material (a)—密封条; (b)—基材.
根据式(1)可得,采用压缩粘贴工艺的密封条对其粘贴基底的压力沿圆周方向成均布状态,而由于受密封条造型的影响,其轴向压力不等.将材料参数代入式(1),压缩粘贴工艺的密封条压缩率一般在10%以下,由图2可知,此时密封条与压敏胶基材的刚度特性均近似为线性.本文实验模型为半径为120 mm的1/4圆弧,其长度为188.4 mm,最大压应力σmax(单位为MPa)可表示为
(2)
2 压缩密封条对内圆角粘贴基底附加应力仿真
当密封条由于压缩量对粘贴表面产生附加的压力时,此压力可与密封条的压敏胶对粘贴表面的附着力同时工作,增强密封条的粘贴强度和使用寿命.以某型号的密封条为例,图3所示为其粘贴到产品车上之前的状态,由海绵胶、密实胶、加强筋、压敏胶、隔离纸组成[11].其中,海绵胶起到密封的作用,密实胶是支撑密封条造型的骨架,加强筋保证密封条具备一定的强度,压敏胶是用来粘贴到产品车上的连接剂,隔离纸是在密封条粘贴之前起到保护压敏胶表面的作用[12].
压缩粘贴对粘贴基底的附加应力仿真模型构建及网格划分如图4所示,该模型由密封条本体、压敏胶的基材、粘贴基底3个部分构成.将图2a所示的应力-应变曲线赋予密封条本体,将图2b所示的应力-应变曲线赋予压敏胶基材,粘贴基底为结构钢.网格划分采用三个零件单独划分,划分类型为扫掠.
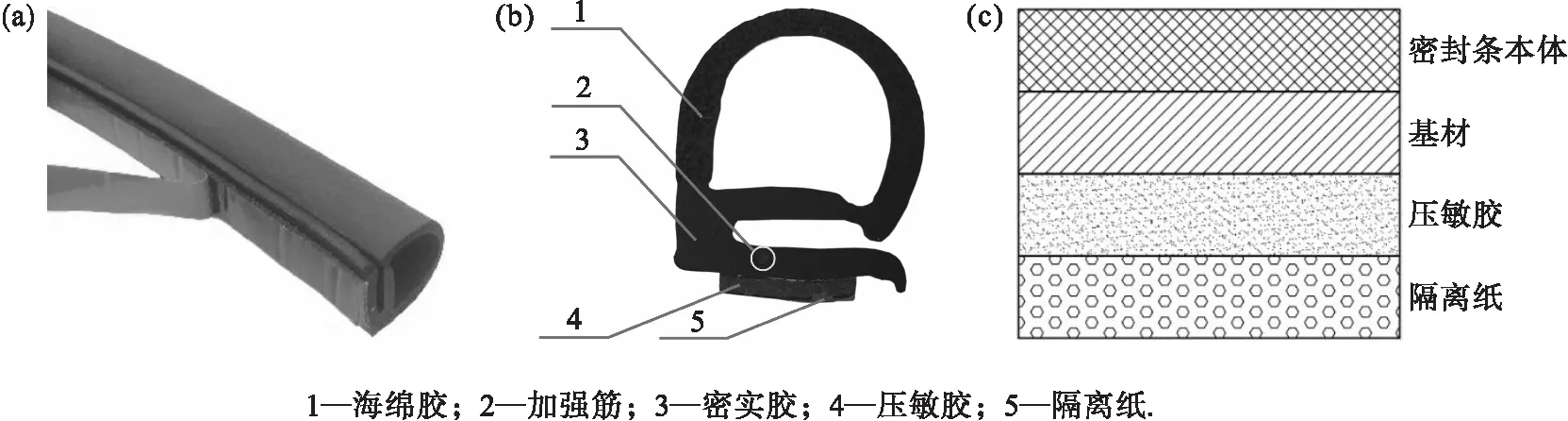
图3 某型号密封条Fig.3 A type of sealing strip (a)—实物图; (b)—截面图; (c)—密封条组成材料.
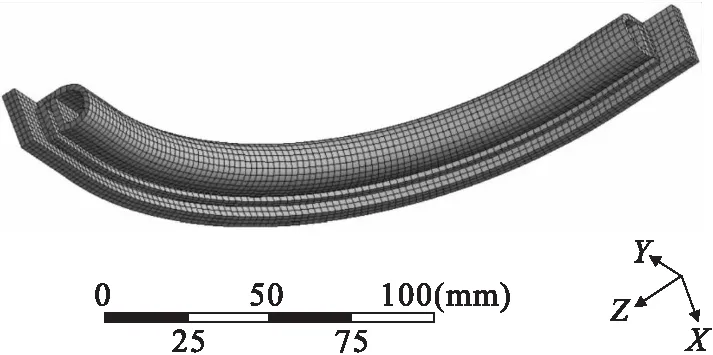
图4 建模及网格划分Fig.4 Modeling and mesh division
将图2所示的材料应力-应变曲线分别赋予到粘贴模型中,并将两侧分别向内压进4 mm,此时总压缩量为8 mm,其有限元分析结果如图5所示,将密封条与粘贴基底采用无分离方式进行固定.密封条的应变云图如图5a所示,其应变量整体较均匀,压缩率在2.5%左右,其中靠近中间位置的压缩率略低,两侧压缩率较高.
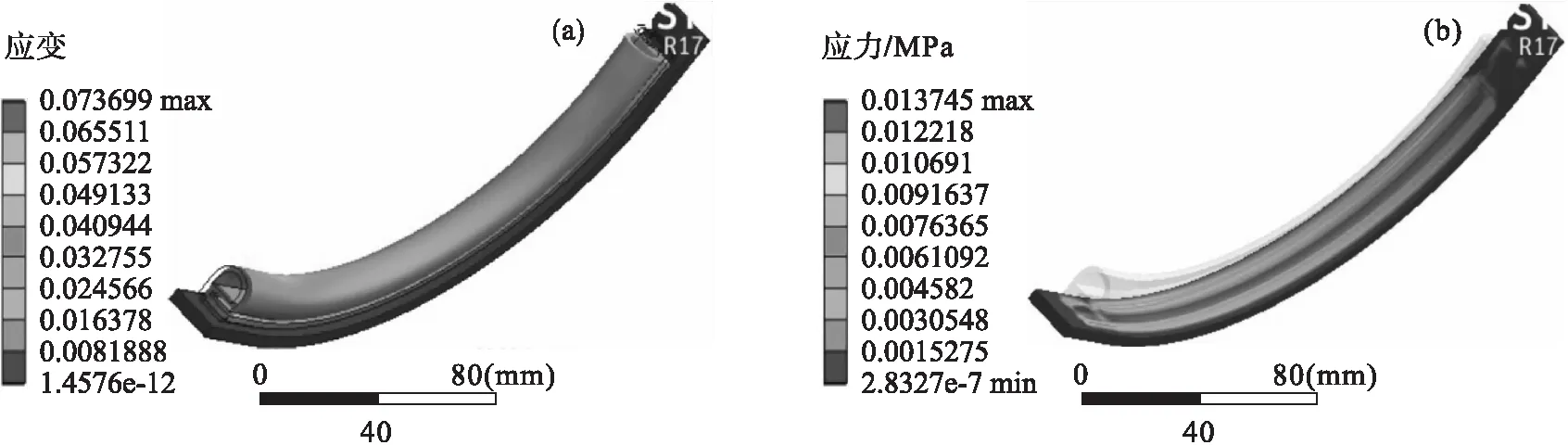
图5 压缩粘贴有限元分析Fig.5 Finite element analysis of compressive sealing (a)—密封条应变云图; (b)—密封条对粘贴基底的作用应力.
由于密封条的压缩,密封条对其粘贴基底产生了附加压力,应力分布云图如图5b所示,其应力沿密封条宽度方向分布不均,原因是受到密封条造型影响,截面形状两侧有垂直支撑结构,使两侧刚度明显大于中间区域刚度,因此两侧应力较大.在粘贴基底圆弧中部沿宽度方向的应力分布曲线如图6所示,其两侧波峰分别对应于两个垂直结构,在10 mm位置附近应力达到最低,且与两侧应力值接近.
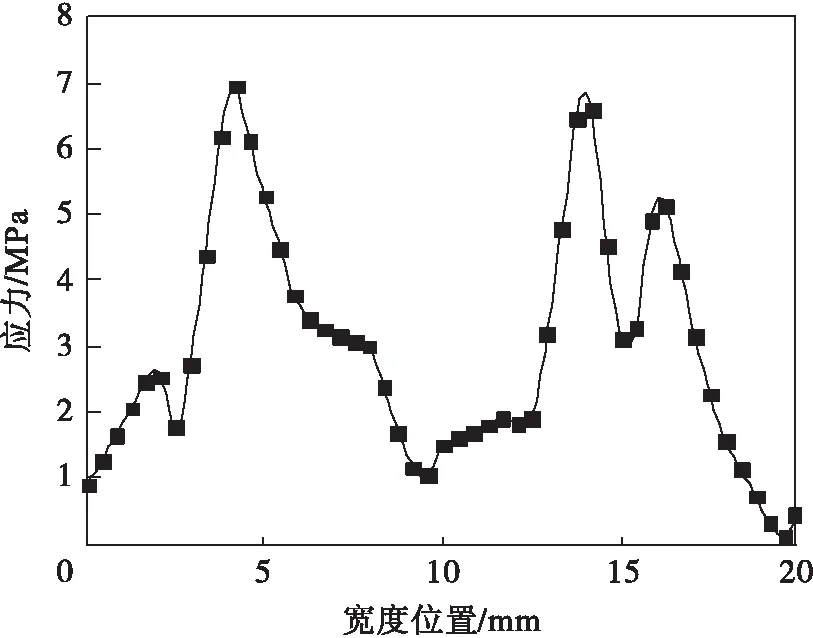
图6 粘贴基底沿密封条宽度方向应力分布Fig.6 Stress distribution of adhesive base along the width direction of the sealing strip
由于密封条在粘贴过程中产生的纵向压缩对车身产生了附加应力,即密封条粘贴方向的预应力,此应力可在密封条受到反向剥离应力时将其完全抵消或部分抵消,从而降低剥离力的产生频率或降低剥离力.因此,可显著提升密封条在内圆角位置的粘贴耐久度,提高产品质量.
3 密封条压缩粘贴实验
为了研究密封条压缩粘贴对基底压力的实际表现,设计并制造了如图7所示的实验设备.采用6个粘贴板组成与第1节的理论计算和第2节的有限元仿真相同尺寸的90°粘贴弯板,材质为铝合金喷漆,两侧钣金为固定钣金,中间4个钣金直接连在压力传感器上,用来采集密封条压缩粘贴后对特征点的压力.在粘贴实验前将传感器在载有实验粘贴板的情况下归零.
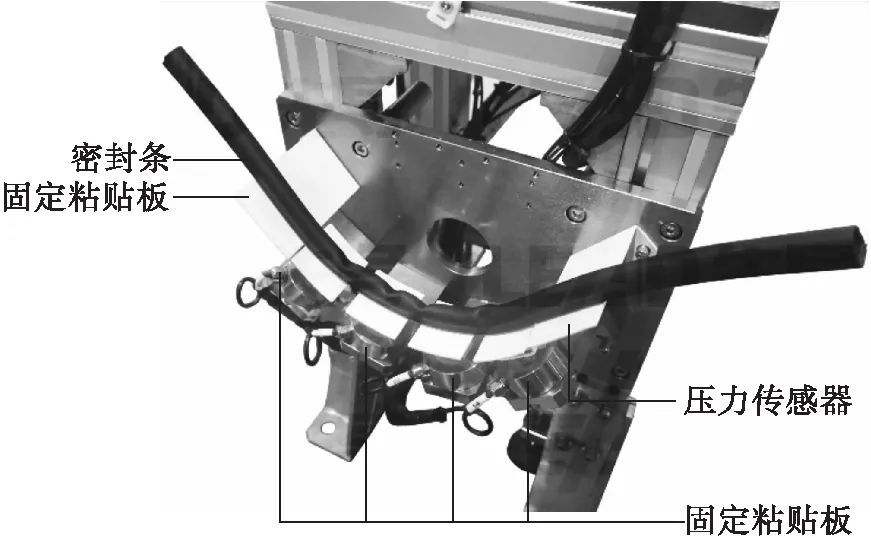
图7 压缩粘贴对粘贴基底压力实验Fig.7 Pressure experiment on adhesive base from the sealing strip with compression
根据泊松定律可知,对密封条的纵向挤压会使其产生横向应力,过大的横向应力会导致密封条的横向位移,压缩率过大会影响密封条的粘贴精度.因此本文只对10 mm以下的压缩量进行分析,分别进行2,4,6,8和10 mm压缩量的压缩实验,记录传感器压力值.
将式(2)的计算应力、有限元仿真结果的最大应力值与实验压力的最大值一同记录,并使2 mm压缩粘贴最大测试压力值点与2 mm压缩粘贴计算压强点重合,得到的结果如图8所示.从图8中可以看出,仿真数值与计算结果误差较小,计算、仿真与实验结果均呈线性关系,因此可验证本文的计算、仿真与实验数据的准确性.因此压缩粘贴工艺可以对粘贴基材施加与压缩量呈线性比例关系的附加压力,进而使粘贴更为牢固、可靠.
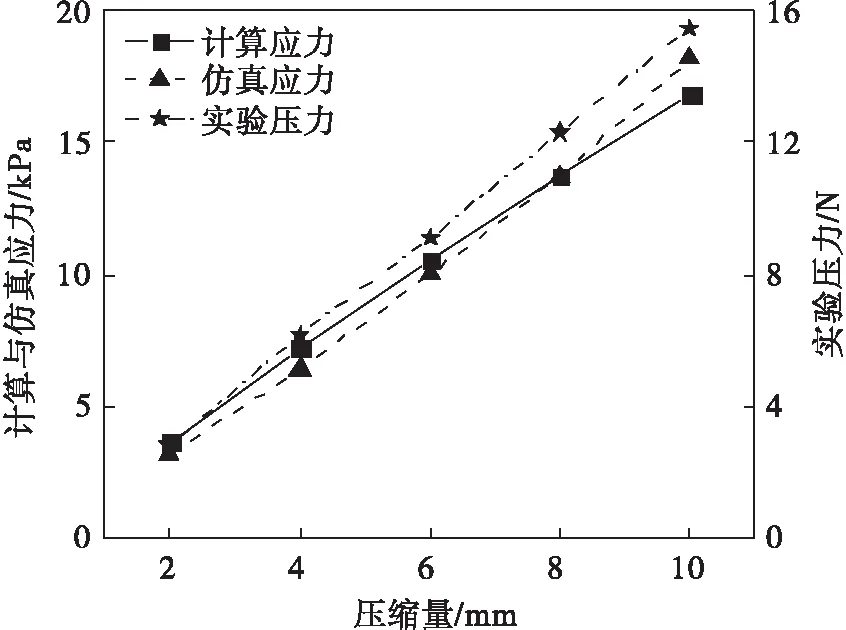
图8 压力随压缩量变化曲线Fig.8 Curves of pressure versus shrinkage
采集压缩量为6 mm实验的4个传感器数值,并与计算结果、仿真结果比较,见图9.通过图9可得,密封条通过压缩粘贴对粘贴基底施加的计算应力沿截面横向位置均布,对比实验数据得到其应力差值小于8%,理论计算是建立在密封条的压缩处于绝对理想状态的均等压缩并忽略两侧弯曲区域外造型的基础上,根据理论计算可得到当压缩量为6 mm时,基底的各个位置压力均为9.25 kPa,因此可得到连续的压强曲线.压缩粘贴有限元仿真同样可得到连续曲线,但各个位置的数值有一定的规律性波动,其原因可以通过图5a所示的应变云图得知,压缩粘贴的密封条各处
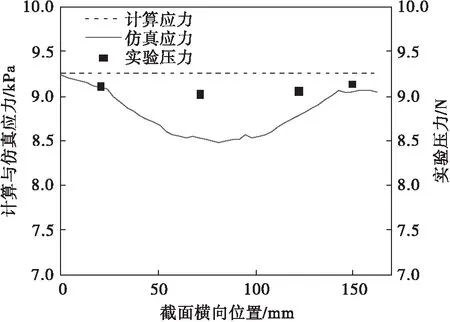
图9 压力随截面横向位置变化结果对比Fig.9 Comparison of pressure variation with transverse position of section
压缩状态稍微有区别,即中间位置压缩率较两侧略低,因此其对粘贴基底施加的压力略小.实验数据为非连续的4个数值,其同样呈现中间略小的规律,将实验数据与仿真数据进行等比例对应比对,可以看出实验数据的中间部分减小比例与仿真结果对比略小,其原因是如图7所示的粘贴实验中,中部密封条出现非规律的褶皱形状,与仿真的绝对规律形变有一定差异.通过理论计算、仿真与实验可知,压缩粘贴工艺可对粘贴基底施加差值较小的均布载荷,且稳定可控,适合当前对质量控制要求较高的汽车制造业.
4 结 论
1) 密封条通过压缩粘贴对粘贴基底施加的压力沿宽度方向不等,其分布情况与密封条的截面几何尺寸相关.
2) 密封条通过压缩粘贴对粘贴基底施加的压力值与压缩率呈线性比例关系,且沿圆周方向均布,对比其实验数据得到差值小于8%.
3) 由于压缩粘贴可对内圆角粘贴表面施加均匀、可控的附加压力,因此具有优异的工艺性能,有利于工艺的一致性,以提升密封条在内圆角处粘贴的长期稳定性,为密封条压缩粘贴工艺新技术提供了理论与实验基础.
猜你喜欢
时代汽车(2022年22期)2022-11-22
橡胶工业(2022年2期)2022-07-21
橡塑技术与装备(2022年5期)2022-05-17
防爆电机(2022年2期)2022-04-26
电子技术与软件工程(2021年8期)2021-06-16
北京汽车(2020年6期)2021-01-04
现代职业教育·职业培训(2019年10期)2019-01-06
科学与财富(2018年26期)2018-10-24
科技信息·中旬刊(2018年4期)2018-10-21
航空维修与工程(2018年8期)2018-09-10