留青展平竹地板生产工艺∗
2022-02-21 05:26:32娄志超王新洲李延军赵诣涵
林产工业 2022年1期
娄志超 王新洲 李延军 杨 锋 赵诣涵
(1. 南京林业大学材料科学与工程学院,江苏 南京 210037;2. 南京林业大学竹材工程研究中心,江苏南京 210037;3. 江西庄驰家居科技有限公司,江西 南平 335300)
竹地板主要可分为竹集成材地板(普通竹地板)[1]、竹篾定向材地板(又称重组竹地板)[2-3]和竹木复合地板[4]。竹地板多属于劳动密集型且资源消耗较多的产品,产品科技含量较低,目前,市场上的品种少,同质化现象严重。由于竹材价格的不断上升,导致市场竞争激烈,生产成本增加,产品利润下降,企业经营困难[5]。而竹材壁薄、中空,自外向内竹青、竹肉、竹黄三者结构不同,性能差异大等特点[6],导致竹材加工难以实现连续机械化、自动化生产,生产效率低,利用率一般在35%左右,严重制约了竹地板加工产业的健康发展。因此,需要寻求高附加值的竹地板生产途径[7-8]。
留青展平竹地板是采用“半竹留青展平技术”,在原有去青、去黄、软化、展平工艺[9-12]的基础上,通过调整软化工艺,在展平过程中保留竹青部分,制备出留青竹展平板。再通过正交组坯的方式与竹集成材芯材胶合,最终制得的三层留青展平竹地板。这种留青展平竹地板大大提高了竹材的出材率,充分利用了竹青面优异的物理力学性能特点,同时通过正交的竹集成材芯材克服了竹展平板展平时产生的内应力,使竹展平地板各项性能得以提高,同时丰富了竹地板种类,对促进竹材加工产业的发展有重要意义。本文主要对留青展平竹地板的生产工艺进行介绍。
1 留青展平竹地板生产工艺
留青展平竹地板生产工艺由留青竹展平板制造、竹条集成材制造、施胶、组坯和热压等部分组成,其工艺流程如图1 所示:

图1 留青展平竹地板生产工艺Fig. 1 Production process of flattened bamboo flooring with bamboo outer layer
1.1 留青竹展平板制造
1)原料准备
主要选用胸径9~11 cm,竹龄5年以上的新鲜毛竹(Phyllostachys heterocyclecv.pubescens),截掉自根部向上1 m长竹段,剩余部分截取壁厚在9~11 mm之间的竹筒,长度为1.3 m。得到的竹筒用于制造留青展平竹地板,保证其裁切、修边后的幅面可以达到1 220 mm × 12 mm的竹地板尺寸要求。采用浮动去内节机(图2a)[13]对竹筒进行去内节,然后再手动去外节(图2b),最后使用剖分机对其半剖分(图2c)。
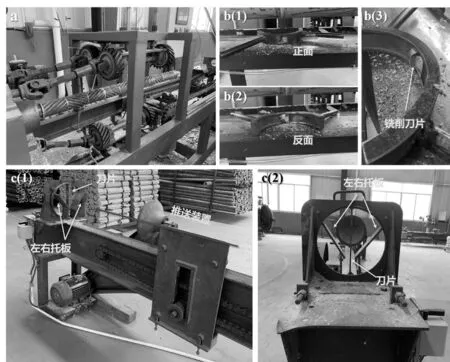
图2 竹筒加工装置Fig. 2 Processing equipment of bamboo tube
2) 竹片软化
采用高温高湿软化技术[14-17],在180 ℃饱和蒸汽条件下,对竹片进行9~11 min的热处理,热处理时间根据竹片壁厚决定。软化前,竹片需要在低温高湿环境中处理一定时间,以提高竹材整体湿度,避免展开时开裂。
3) 竹片展平
采用纵向展平技术[18-25]将留青竹片进行无裂纹展平,展平后竹板宽度在13.5 cm左右。
4) 冷却定型
将展平后的竹板材直接置于设有水冷系统的压机上冷却定型5~7 min。冷压定型时间由厂房环境温度决定,环境温度较高时,冷压时间相对较长;冷却定型的压力一般为1~2 MPa,以防止压力过大使得竹板材压溃或厚度方向压实,影响板材力学性能和出材率。
5) 定宽、定厚
从压机上卸下冷却后的竹展平板立即进行刨黄面定厚和定宽处理。目前常见的留青竹展平地板中,上下两层竹展平板厚度有两个规格,分别为6.5 mm和7.5 mm。
6) 堆垛、烘干
将定宽、定厚后的竹展平板以竹黄面向上的方法进行堆垛,上下板材间等距放置8~10根宽2.5 cm、厚0.5 cm的竹条或者不锈钢条作为隔条(图3)。堆垛正上方施加7~8 t重物定型。将堆垛好的竹展平板送入干燥窑进行烘干,从竹展平板侧面吹风。干燥分两个阶段,当竹展平板在38~40 ℃条件下处理3~4 d后,含水率降至14%~15%时,从干燥窑中取出,置于80 ℃循环水中浸泡50 min。通过水煮一方面使竹板材厚度方向回弹0.3~0.5 mm,另一方面去除高温高湿处理后竹材中的多糖降解产物,使竹板材颜色接近,并进一步提高竹展平板的耐候性。之后,将竹展平板堆垛,再次送入干燥窑中,干湿球温度均设置为50 ℃,干燥5~ 7 d,待含水率在9%以下时从窑中取出。

图3 留青竹展平板堆垛Fig. 3 Flattened bamboo board with bamboo outer layer stacking
7)分选
根据开裂、斑点以及刮痕等情况对干燥后的竹展平板进行分选(图4),开裂的板材用于制作竹集成材芯板的竹条,青面有斑点或刮痕的板材在组坯时可作为地板底板,面板必须为表面平整、无开裂、无斑点和刮痕的留青竹展平板。

图4 留青竹展平板Fig. 4 Flattened bamboo board with outer layer
1.2 竹集成材芯材制造
采用2 100 mm×22 mm×(6.5、7.5 mm)的竹条,通过施胶、侧压等工艺制得2 100 mm×(128~130 mm)×(6.5、7.5 mm)的竹集成材。胶黏剂选用太尔双组分水性异氰酸酯胶黏剂(2158),施胶量为180 g/m2以上,热压温度为80~100 ℃,热压时间为6~8 min。将制得的竹集成材沿垂直于竹条方向等距(13.5 cm)裁切后,沿竹条方向等距(32~33 cm)再次裁切,最终得到较小幅面竹集成材芯材,用于组坯。
1.3 施胶、组坯和热压
1)施胶
分别对上下两层留青竹展平板黄面以及竹集成材芯材两面进行双面施胶,施胶量为180~200 g/m2,夏季施胶量须大于冬季施胶量。胶选用太尔双组分水性异氰酸酯胶黏剂(2158或2186),相应固化剂编号为6658,胶黏剂和固化剂重量比按100∶6~8配制。组坯如图5所示,采用正交组坯方式,上下两层为留青竹展平板,中间层为竹集成材芯材,竹集成材径向方向与上下两层留青竹展平板径向方向垂直,竹展平板和竹集成材厚度配置分别为:竹展平板(A板)∶芯材∶竹展平板(B板)= 6.5 mm∶6.5 mm∶6.5 mm或7.5 mm∶5.5 mm∶6.5 mm两种。最终组坯后板材的厚度为19.5 mm。

图5 留青展平竹地板组坯示意图Fig. 5 Diagrammatic sketch of flattened bamboo flooring with bamboo outer layer
2)热压
将板坯送入热压机进行热压固化,热压温度为95~100 ℃,热压压力为3 MPa,热压时间为20 min。
1.4 裁边
对热压制得的留青展平竹地板板材进行裁边,经截断、砂光、整理、抛光、烙印和涂饰后,包装入库。留青展平竹地板成品规格为1 220 mm×12 mm×19.5 mm(图6)。
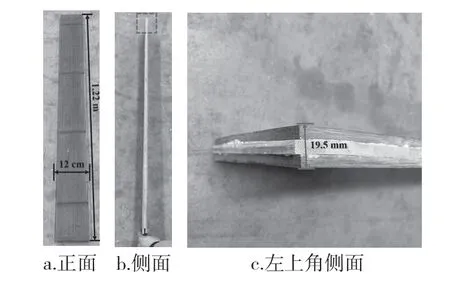
图6 留青展平竹地板Fig. 6 Flattened bamboo flooring with bamboo outer layer
2 经济效益
留青展平竹地板生产技术已经成熟,形成了工业化生产。当前,留青展平竹地板市场售价260 元/m2,生产成本165 元/ m2,利税为95 元/m2。若投资年产量3 000 m3的留青展平竹地板生产线,利税为1 425 万元/年。
3 结语
生产实际表明,留青展平竹地板采用上述工艺工业化生产切实可行。留青展平竹地板的问世,丰富了竹地板品种,克服了竹集成材地板制造过程中竹材利用率低,施胶量大,成本高等不足,开辟了竹材精深加工的新途径[26-27]。留青展平竹地板上下两层为留青竹展平板,表面覆盖致密竹青层,且材料制造过程中采用高温高湿软化技术,板材内糖分和淀粉等营养成分被部分分解,因此留青展平竹地板力学强度高、耐候性强,可应用于户外顶部有遮盖的屋外走廊、长亭等场所。
猜你喜欢
印制电路信息(2023年2期)2023-03-20 07:26:08
快乐作文(3.4年级)(2022年10期)2022-05-30 10:48:04
塑料包装(2020年6期)2021-01-21 10:44:32
华人时刊(2020年23期)2020-04-13 06:04:04
造纸化学品(2019年4期)2019-09-18 04:41:40
章回小说(2018年2期)2018-03-09 19:07:41
中国造纸学报(2015年1期)2015-12-16 19:35:26
造纸化学品(2015年1期)2015-11-04 03:57:33
小溪流(画刊)(2015年3期)2015-07-21 14:27:22
重型机械(2014年2期)2014-05-31 11:16:32