
基于核废料搬运的数控起重机实现
2022-02-20 06:11庄炳春谭俊亮欧林铭茹信涛
起重运输机械 2022年23期
庄炳春 谭俊亮 欧林铭 茹信涛
广州起重机械有限公司 广州 510405
0 引言
核废料是核电站日常运行维修过程等活动伴生的一种废物,废物中含有放射性核素或被放射性核素所污染。少量核废料(如乏燃料组件等)属于高放射性废物,除此之外的大量核废料(如泥浆、树脂、退役仪器、水过滤器、工艺废液等)属于低、中放射性废物。对低、中放射性废物的处理办法是通过水泥固化、废物压缩、废液浓缩固化后,装入废料容器(钢桶或钢箱)内,放置于浅地表填埋场。根据我国核电发展规划,未来核电将得到快速发展,至2050年,国内运行的核电机组总台数约达到128台,每年将产生6 300 m3以上的固体核废料需要填埋处置[1],故核废料处置过程需要利用起重机进行搬运。
搬运核废料容器的环境、工况等较特殊,需要专门设计的起重机,以便能够高安全、高可靠地完成核废料容器的抓取卸车、堆垛码放、有序填埋等工作。《特种设备安全法》第100条规定:核废料起重机不属于特种设备管理范畴,国内目前尚无专门针对核废料起重机的生产、使用、检验和管理等内容而编制的标准。用户招标要求不一致,在役的核废料起重机类型和技术参差不齐,不利于安全起吊和生产作业。因此,本文参考相关资料,结合工程项目的实际设计经验,通过分析提出核废料数控起重机关键技术的解决思路和实现方案,对低、中放射性核废料搬运的数控起重机和类似起重机的设计开发、生产、使用以及技术标准规范的编制等有一定的参考作用。
1 核废料数控起重机的关键技术
核废料为危险载荷,为尽量降低人员近距离接触风险,起重机应实现远程控制,满足智能化、高可靠性、高安全性的要求,即使偶尔出现故障也应遵循单一故障保护准则,即运用冗余技术提高系统的安全可靠性。
智能化体现在起重机应具备自动获取核废料容器的三维位置、自动识别核废料容器面字符代码的能力、自动运行避障和故障诊断警告等功能。高可靠性要求起重机的主要承载钢结构(如主梁、端梁、小车架、平衡梁等)在强度和刚度上尽量采用保守设计,严格控制关键焊缝质量;各机构的电动机功率和减速器扭矩有足够富余量;制动力矩、钢丝绳具有较高的安全系数等。在使用中应达到高度安全性,起重机应能实现精确对位、轻取轻放,避免核废料容器跌落或受到碰撞,导致放射性核素直接或间接外泄;起重机应有防倾翻装置和锚定装置,以确保7级地震载荷工况时起重机桥架和小车不脱轨,零部件不跌落,车架不变形;各种位置检测开关、保护开关等传感器应采用冗余设计,以确保不冲顶、不碰撞等。当起重机任何部位发生单一随机故障时,或同时出现源自此随机故障的各种继发故障时,起重机仍具有保持载荷的能力。可靠性、安全性、冗余技术三者相辅相成、密不可分。本文结合工程项目实际情况,从机构设计、冗余技术、精度实现、智能控制等角度进行分析,提出核废料数控起重机的关键技术实现方案。
2 起升机构设计要点
起升机构是起重机的核心关键部件,其零部件的失效或故障会直接导致高空坠物等重大事件的发生,故应特别重视起升机构的规划设计和制造质量。另外,核废料数控起重机起升机构的设计应遵循单一故障保护准则。
2.1 起升机构总体布局
核废料数控起重机的起升机构一般采用开放卷扬形式,便于个性化的开发设计和智能化的应用。图1为起升机构示意图,起升机构分为常用机构和备用机构,常用机构使用单电动机、单减速器、多制动器、双联卷筒、双钢丝绳、定滑轮组、平衡梁等结构,小车架下连接防摇伸缩筒,伸缩筒底部安装动滑轮组,备用机构采用三合一减速电动机方式,与常用机构通过啮合装置连接。常用机构传动链上配备3套制动器,即安装于高速侧的2个支持制动器和低速侧的1个安全制动器。每个支持制动器分别按照高于1.25倍制动安全系数计算[2],制动器配有刹车片磨损探测、开闭检测和手动松闸装置等。安全制动器能单独制动住超速下坠状态下的额定载荷,其安全系数不低于1.75倍。为避免卷筒上的钢丝绳跳槽,引起钢丝绳缠绕混乱相互挤压造成钢丝损伤,在卷筒侧安装了压绳装置和跳绳检测开关,一旦钢丝绳脱槽顶开压杆,检测开关动作驱动起升机构停止上升,只允许下降。
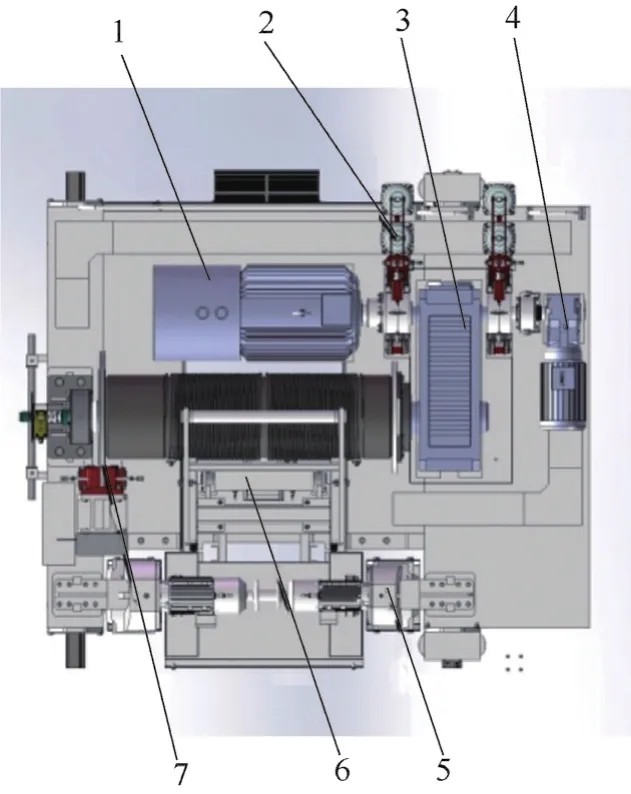
图1 起升机构布置图
2.2 钢丝绳缠绕系统设计
如图2所示,钢丝绳缠绕系统由双联卷筒、钢丝绳、动滑轮组、定滑轮组、平衡梁等组成。平衡梁两端设置有缓冲装置,以减轻断绳时的冲击。另外,安装有断绳检测开关,用于检测平衡梁平衡度,以获得2根钢丝绳伸长量是否一致、钢丝绳是否断裂的信息,信号传递给中控系统以实现故障保护。钢丝绳端头固定于卷筒上,引出后缠绕过动滑轮组、定滑轮组,终点固定于平衡梁上,缠绕系统满足一根钢丝绳断裂后另外一根钢丝绳能够平稳地把持载荷[3]的单一故障准则要求。
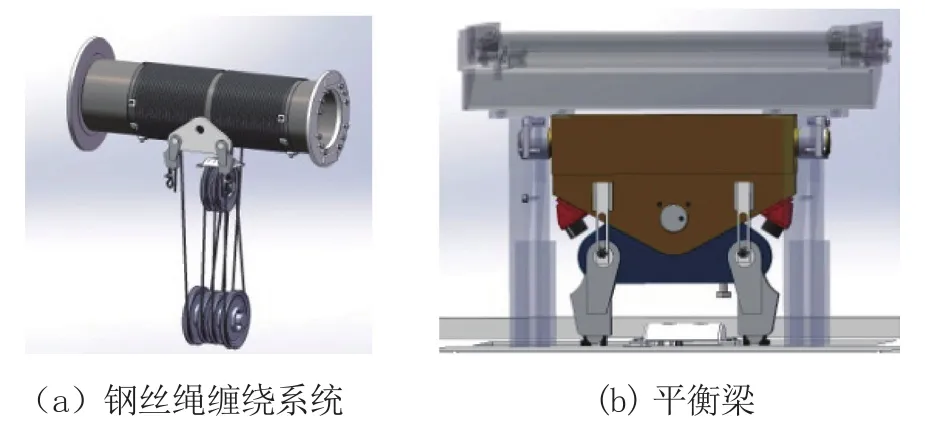
图2 钢丝绳缠绕系统示意图
依据GB8918—2006《重要用途钢丝绳》[2],2根钢丝绳采用左右捻向相反。根据GB/T 3811—2008《起重机设计规范要求》[3]规定“吊运危险物品的起重用钢丝绳一般应比设计工作级别高一级的工作级别选择…钢丝绳最小安全系数n值”的原则进行选择钢丝绳,同时考虑出现单一故障(1根钢丝绳断裂)时,即全部载荷由另一根钢丝绳承受,且载荷突然加载的冲击情况,其安全系数(n1)仍大于3[4],由此可推算出同时受载下的2根钢丝绳的最低安全系数n值。以实际项目为例,起升机构工作级别为M6,起升额定速度vq=10 m/min,则起升动载系数可表示为

假设在载荷离地瞬间钢丝绳收紧,起升机构达到额定速度,且额定载荷全由单根钢丝绳受载,此时钢丝绳冲击最大。起升状态级别达到HC4,对应的β2=0.68,Ф2min=1.2,则有

在同样的破断拉力下,即安全系数与最大工作静拉力的乘积相同,则每一根钢丝绳的最低安全系数为

按照比工作级别高一级选择,当起升机构工作级别为M6时,其安全系数为7.1。由此可见,核废料数控起重机的钢丝绳应取按照工作级别与单绳受力且最大冲击下求得的安全系数两者的最大值。
2.3 传动链完整性检测方案
起升机构传动链的零件在超载、疲劳作用下会出现如轴扭断、齿根折断、卷筒座爆裂等损坏现象,导致传动链断裂。为消除安全隐患,防范传动链破坏引起货物自由落体下坠的风险,可在图3所示传动链的头尾两端设置增量式编码器作为传动链检测装置。电动机侧编码器脉冲信号接入变频器形成速度闭环,同时PLC通过变频器读取电动机输出转速;卷筒侧编码器接到PLC高速计数器获得卷筒转速,PLC计算电动机和卷筒转速差比例与减速比进行比对,超出范围时表明传动链不正常,PLC输出信号使安全制动器动作抱闸,避免重物失控下坠[5]。
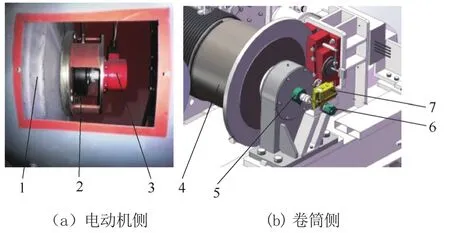
图3 传动链检测装置示意图
2.4 安全制动器设置和动作信号
安全制动器是安装于卷筒组末端的1套盘式制动器,它是起升机构的最后一道安全防线。在系统软件编程上,必须充分考虑安全制动器迅速动作的所有信号,在线路上确保信号得到可靠传输和接收。触发安全制动器动作的信号如图4所示,除了关机、断电、紧急停止指令外,还要考虑钢丝绳断裂、起升机构超速、传动部件损坏或传动链脱离断开、起升卷筒跌落或下沉等信号。
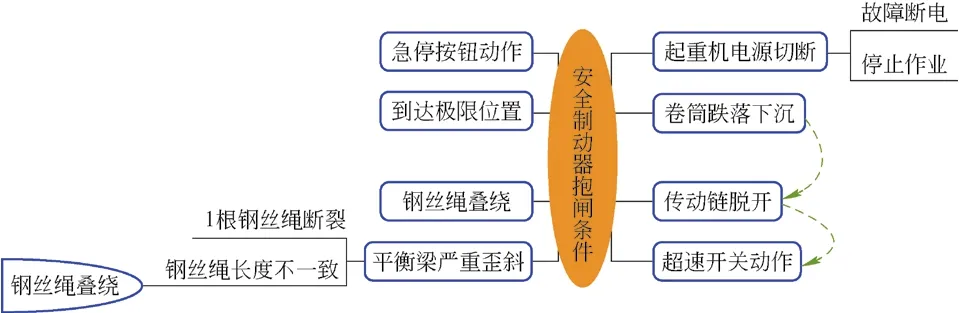
图4 安全制动器动作触发信号流程图
1)钢丝绳断裂信号
2根钢丝绳伸长量不一致或其中1根钢丝绳断裂,使平衡梁失去平衡而倾斜,触发平衡梁检测开关输出信号驱动安全制动器动作。
2)起升机构超速信号
当升降速度超过满载最大稳定速度的1.2时,超速开关输出信号驱动安全制动器抱闸。当机构有空载弱磁升速功能时,应屏蔽超速开关信号以避免误动作,或再增设一个高速区间专用的超速开关保护[6]。
3)传动部件损坏或传动链脱离断开信号
起升机构出现传动链脱离断开等状况,PLC获得电动机和卷筒不同步信号,使安全制动器动作。传动链完整性检测装置比超速开关的反映更迅速,在传动链故障出现初期就起作用,安全性更高。
4)起升卷筒跌落或下沉信号
卷筒轴断裂、卷筒轴承损坏会使卷筒掉落或从制动系统中脱开,卷筒沉降跌落垂直距离过大,导致制动蝶脱离刹车片,使安全制动器失效。因此,在卷筒下方,以图5所示方式设置支撑座和跌落检测开关。支撑座限制卷筒的下沉空间,检测开关及时向系统反馈卷筒的状态,让安全制动器抱闸,避免重物带着卷筒旋转下滑。

图5 卷筒跌落支撑座及检测开关示意图
3 冗余技术规划
无论是单一故障准则,还是安全性、可靠性的要求,都涉及到冗余技术问题。冗余设计可提高起重机的作业连续性和系统可靠性,保证起重机完成既定功能,提高了工作效率[7];冗余设计也提高了系统安全性,使故障出现时危险载荷得到及时处置或转移。核废料数控起重机的冗余技术主要包括起升工作制动器采用双推动器结构、起升机构配置应急备用机构、各机构位置检测有多重保护、平移机构驱动装置备份等。
3.1 起升工作制动器采用双推动器结构
图6a为一种新型设计的双推动器的制动器结构。该结构正常工作时用内侧推动器,外侧推动器为备份。当内侧推动器失效时,外侧推动器投入运行,直到作业空闲时再拆除维修,可提高作业连续性,减少停工损失。
3.2 起升机构配置应急备用机构
图6b为备用起升机构采用三合一减速电动机形式,与常用机构通过啮合装置进行切换。当起升电动机出现故障不能继续工作时,借用外设的电动推力机构切换到备用机构,此时起升系统以低速下降,及时将危险载荷下放到安全位置,备用机构作为应急时冗余。
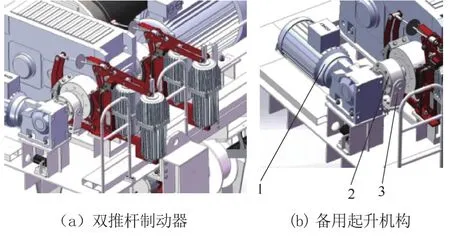
图6 双推杆制动器和备用起升机构示意图
3.3 各机构位置检测有多重保护
对于吊运危险物品的起重机,杜绝起升机构冲顶和反绕尤为重要。为此,在起升机构行程区间设置了多道机械式限位开关和软开关。安装于卷筒尾部的多级旋转凸轮开关作为正常的上升减速、上升停止、下降减速、下降停止保护;在防摇伸缩筒终点,设置一道机械式终极限位,2个停止开关形式不同,触发方式不同,分别切断不同级别的控制线路。另外,利用起升机构绝对值编码器的高度位置信息,从软件上控制机构减速和停止。同样,平移机构利用十字开关实现先减速后停车,利用光电开关检测运行终点,加上编码尺的软限位控制,也具有多级冗余。通过硬件和软件的结合,使各机构极限位置保护达到多层冗余,可靠性和安全性高[8]。
3.4 平移机构驱动装置备份
大车运行机构驱动装置为两用两备配置,小车运行机构驱动装置为一用一备配置,分别由2套变频器控制。当1套变频器或驱动装置出现故障时,借助图7a所示小型电动推杆推动常用机构的制动器打开,系统自动切换到备用机构运行实现冷备份。常用机构和备用机构驱动装置也可以设计为同时工作,在有限个驱动装置故障时,该冗余系统仍能完成预定任务,形成热备份。
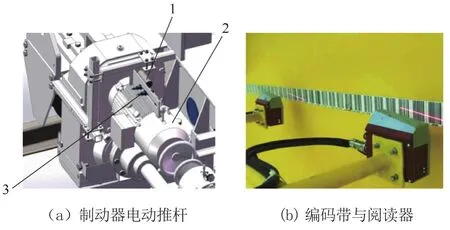
图7 制动器推力机构和编码带阅读器示意图
除了以上技术外,大小车运行机构的定位编码带配置双阅读器为一用一备(见7b);压绳装置设置了双重检测开关;有2路供电系统确保供电延续性;电气控制关键线路上运用触头串并联技术提高线路切断或连接能力;通讯网络、电缆备有冗余线芯;服务器热备份等冗余技术贯穿于机电设计的整个过程,是核废料数控起重机的设计特点。
4 精度控制技术
起重机定位精度的要求出自于作业效率、码垛对位、吊具与核废料容器偏差、碰撞规避等的需要。核废料数控起重机的定位精度最终表现为末端执行器(即抓具)的三维重复位置精度。在通常情况下,起重机因受其跨度大、运行距离长、桥架变形等的影响,末端重复位置精度实现水平面±10 mm以内、垂直方向±5 mm以内是比较合适的。然而,要满足该精度需从结构、电气甚至软件上进行规划。
1)运行轨道机械加工
对平移机构导向轨的侧面、顶面和非导向轨的顶面进行机械加工,施工中严格控制轨道的水平和垂直方向直线度、轨面倾斜度、2轨道的高低差。
2)设置水平导向轮
起重机在导向轨道侧应有水平轮,以减少桥架和小车架扭摆、侧移产生的位置误差。
3)提高结构刚性
提高主梁垂直和水平刚性,降低负载下主梁的下挠、旁弯变形对垂直位置和水平位置的测量偏差影响。
4)起升机构刚性防摇
起升机构全行程采用刚性伸缩筒防摇,可提高定位效率,固化上下运动偏差,减少风动影响。伸缩筒应具备足够的刚性,经精密加工,配合紧密,自身全程偏摆量控制在±5 mm/10 m以内。
5)选配合适的位置检测传感器
平移机构采用WCS编码带或激光测距等绝对值定位方式,可杜绝用编码器时因轮子空转引起的位置偏差。起升机构利用绝对值编码器测量高度,必要时可结合主梁姿态变化和钢丝绳变形量,通过软件算法获得实际高度位置。
5 智能化控制系统设计
图8为核废料数控起重机的智能化控制系统架构图。系统从上到下分为监控层、控制层、驱动层、执行层、检测层等5个层次。监控层为上位机服务器,上载了智能化调度协同管理系统软件,包括物料管理、库区管理、视频监控、设备监控、字符识别、3D扫描,和作业管理等模块;控制层以下位机PLC为核心,与检测层通讯,获得位置、安全、质量等数字量和模拟量信息,发送指令给驱动层,对起重机和吊具进行运动控制。PLC将起重机位置、参数、状态等信息发送给上位机,以便在监视器界面上显示;驱动层为变频器和伺服控制器,控制执行层的交流变频电动机和伺服电动机,实现起重机三维机构运动和吊具动作;检测层包括三维位置检测单元、安全联锁检测单元、视频监控单元,以及3D扫描仪、OCR相机等。PLC与变频器、编码器、编码带阅读器等之间,以现场总线形式通讯,遵循PROFINET通信协议,PLC与中控室服务器之间采用万兆光纤通讯。

图8 智能化控制系统架构图
核废料数控起重机的基本任务是在暂存库内完成自动寻物、记录编码、卸车入库、堆垛码放、库内转堆、出库装车;在填埋场内完成自动寻物、记录编码、抓取卸车、搬运入坑、就位码放等工作。废料容器有多种规格,相应匹配了多种类型吊具,出于安全等考虑,目前更换吊具工作只能在安全区域内由人工实施。除此之外,后续的抓取、搬运、移动、堆垛等流程全部可实现智能化和自动化。管理人员在中控室内通过图形化显示界面即可远程监视起重机的工作全过程,监视器实时显示作业场景视频画面和各机构仿真运动画面。以填埋场情景为例,数控起重机工作流程是:运输车辆(如AGV)停靠在规定区域内后,首先数控起重机自动行驶到运输车辆上方,起重机桥架的3D扫描仪对车厢区域进行初步扫描,通过点云数据深度分析处理,获得废物容器的规格、数量和三维位置;然后吊具下降到废物容器上方,利用工业相机,对逐个废物容器位置进行二次精确定位和确认,同时拍摄图像,开启OCR文字识别图像处理功能,获取废物容器上的英文字符、阿拉伯数字代码、条形码或二维码,数据发送给上位机物料管理系统。最后启动吊具,进行抓取卸车、码放填埋等后续动作,直至全部任务完成。
6 结论
综上所述,搬运低中放核废料的起重机比较特殊,在设计中应充分考虑作业的安全性、运行的可靠性、维修的便利性,实现智能化和高端半自动化。遵循单一故障设计原则,对核废料搬运数控起重机的机构、结构、系统架构、冗余技术、精度控制、智能化控制等方面提出了具体的设计思路和实现方案。
猜你喜欢
中国修船(2022年2期)2022-04-28
小学科学(学生版)(2021年6期)2021-07-21
小学科学(学生版)(2021年3期)2021-04-13
小学科学(2021年3期)2021-04-02
重型机械(2020年2期)2020-07-24
郑州轻工业学院学报(社会科学版)(2019年1期)2019-04-12
中外文摘(2018年9期)2018-11-22
科学家(2017年1期)2017-04-11
新疆钢铁(2016年1期)2016-08-03
制导与引信(2016年3期)2016-03-20
