
车身覆盖件修边模正侧交刀结构研究
2022-02-15 12:10:58田卓华北汽福田汽车股份有限公司
锻造与冲压 2022年2期
基于大量的修边接刀毛刺问题,详细论述、计算、分析了覆盖件修冲模具正侧交刀结构的优缺点,提出正侧交刀设计原则和正确设计交刀冲压工艺的四要素,详细列举论述三类正确交刀设计案例。正确设计交刀工艺、慎重选择正侧交刀结构,从而规避毛刺及其不合理刃带的不可再修性。精益设计、精准制造,让模具交付更快速、使用维护更容易。
曾经一段时间,国内主流模具厂流传,“没有毛刺就没有冲压件”。从某种意义来讲,修边毛刺是冲压生产主要缺陷之一,克服起来,比较困难。二十多年来,国内无数工程师孜孜不倦研究修边间隙、刃口材料、数铣程序、刀块基面、热处理、导向精度、刃带表面粗糙度等,使模具修边质量有了很大的提高。但是,对于正侧交刀来讲,结构比较复杂,交叠不慎,修边毛刺挥之不去。
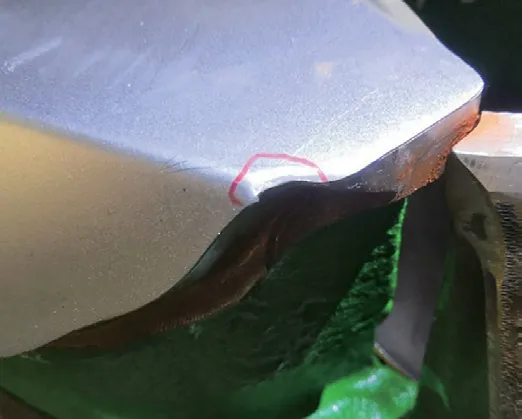
车身覆盖件修冲模常用正侧交刀结构,实现一序修切干净,效率较高。为了修边线连续、光顺,正侧交刀必然设置重叠段。现实中,不知何时开始,绝大多数修边重叠带刃口棱线下虚空。刃口棱线稍有磨损,修边间隙增大,不能持续、稳定大批量修切。修边后工件修边毛刺如图1 所示。
如果不解决正侧修边重叠带虚空缺陷,就不能实现正常修边。这种修边,不仅工件毛刺大,更重要的是刃带强度低,难以承受量产化修冲冲击;另外,刃带可修复性极差,难修复、修复后不可持久。
正侧交刀使用场景
近年来,为节约成本,主机厂竭力压缩冲压工序数,以降低设备台时及人工费用;再者,一些冲压生产线压机台数锁定,迫使模具开发商浓缩工序,集中一序修切。就算设计阶段实现了“合同”意图,开发前期大家似乎相安无事,实则隐藏一个不可能消除的隐患——毛刺。到了交付验收阶段,修边毛刺形影不离,以致于将就冲压生产,质量久久不被认可。
正侧交刀工艺设计要素包括:正侧交刀重叠段,侧修刃带和正修刃带共面;冲压方向、斜楔方向及方位角需要明确定义;正侧交刀重叠段,起点和终点明确交刀段长度;重叠段正修和侧修进刀次序,可以文字表述,2D 表达最佳。
从诺利地图到瓦齐城绘:18 世纪罗马微观城市空间的创新研究引介 黄健文 张伟国 徐 莹2018/04 57
无论商用车还是乘用车,侧围及翼子板工艺路线最长、模具结构最复杂,正侧交刀司空见惯。用多了、用久了,一些致命缺陷习惯了,不以为然。也许有典型工艺和结构如此设计,有先师引路,就有充分理由照猫画虎。但是,不知道这个虎是个病猫,还是个青葱虎。说到底还是缺乏一个长久使用的情景认识,因为,设计师压力山大,很难到冲压现场亲力亲为,许多冲压事故,听说的多,眼见的少。
有了正侧交刀,修冲分为正常修边及异常修边两类,常规正修刃带结构,上下刃带截面线均与冲压方向平行;异常正修,下模刃带截面线和冲压方向有夹角,理论上只有刃口棱线和上刃带构成修边间隙,离开刃口线,或刃带棱线磨损变钝,修切间隙增大。
这种局面迫切需要改观,否则,交付验证旷日持久。铁的事实是,凡是模具交付时间跨过一两个整年或更久的,被主机厂拒绝接收,细看产品和模具缺陷的前三,大都逃不出设计的缺陷。工艺定型、结构锁定,钳工即使使出九牛二虎之力,耗费扭转乾坤之神,改进改善也泛善可陈。
正侧交刀结构分析
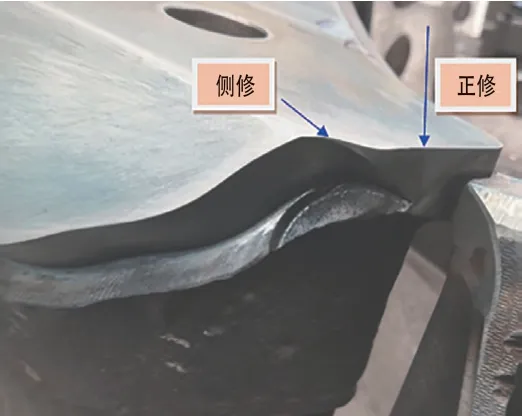
车身覆盖件是复杂的三维曲面结构,许多产品修边时不可能四周全部一次正修。为规避钝口和锐口,就需要采用侧修,图2 为某发罩外板正侧交刀下模结构。如果维持现状,则模具不可顺利交付。如果交付,一定是让步接收。最痛苦的将是冲压件永远带毛刺。因为,此缺陷不属于长周期质量培育能够解决的范畴,与钳工水平高低无关。如果在模具实体基础上改造,成本很高。有专家做过统计分析,设计缺陷在图纸阶段改造和实物阶段改造费用之比为1:10000。
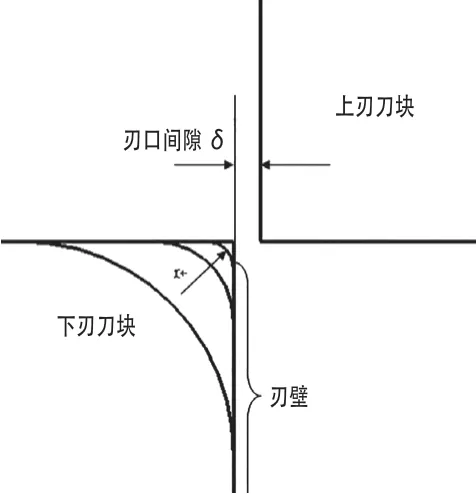
在分析正侧交刀之前,先搞清楚常规正修刃带结构,图3 所示为常规正修刃带截面。无论上刀还是下刀块都由r 和刃壁两段构成刃带,上、下刃壁均与冲压方向平行。理论上刃口棱线是尖锐的,比如刚数铣结束的刀块。实际棱线尖锐是短暂的,平时是圆润的。只是圆润r(暂且这样表示)大小程度不同。为便于分析计算,无论刃口棱线横截面是样条曲线、二次曲线等非圆曲线,本文简化为圆曲线,半径用r 表示。下刃一族r,表示随时间推移,寿命周期之内的磨损,使用越久,r 越大,刃口越钝。微观的修边刃带由两部分构成,一段是磨损后的r 棱线,另一段是刃壁。
煤岩结构构造:煤的原始结构多已破坏,而呈类似砂岩的碎屑砂状结构(煤岩碎块大小0.05~3 mm),矿物杂质的含量稍多;破坏较严重者,可呈类似糜棱岩的糜棱结构。仅有部分煤岩残余原始结构,为均匀状结构,块状结构,其矿物杂质含量较少。
可以让台词内容形象化的依据是重音、停顿、语调语气、节奏这些语言发声或者语言表达的外部技巧。对于演员来说,他们在影视表演时都是把文字以声音的形式表达出来,再加上人物的情感就会创作出一个好的影视作品,在二次创作表演时要对剧本中的语言和文字有个深刻的探究,这一系列的东西对影视效果都有着很大的作用,另外还有一些有助于表达效果的方式,就是重音、停顿、节奏以及语调语气。[2]
正侧交刀修切,必须有一段重叠修切。否则,修边线不易保证连续。修边有凸尖或三角尖,修边尖角、红线圈定部位(图1)是重叠段,实物接刀并未重叠,修边线留有三角尖。钳工可以改进正修上刀,延长正修刀,取消三角尖。但是下刃带虚空,锐棱间隙大、毛刺大、强度低。
冲压工艺设计初期,布局交刀位置,由于多为2D 曲线,空间结构不十分明晰。待模具3D 结构设计完成,交刀时适应量产基本一目了然。为规避异常交刀,体现“共面”原则,一般需要调整交刀点,会引起排废料重新考量;或者改造工艺面,实现正侧修交刀段共面;或改造工艺面,取消交刀,节省一个斜楔机构,成本降低。如果不坚持正确原则,产品毛刺和频繁修理,模具不能顺利交付验收。
重叠段正修和侧修先后顺序,一般取决于产品结构。本案例正修先切,侧修后切。上刀局部结构较长,修边行程较大。因为垂直向下,下模修边线以外虚空,不易干涉。如果侧修先切,侧修上刀局部行程较长,与下模容易撞上;同时斜楔行程增大,动态刚性较差。为提高刚性,刀体底座面积增大,则斜楔滑块较大。
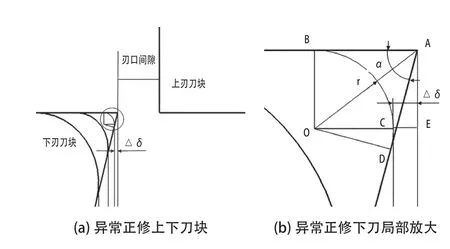
模具结构设计形成一个规则,原则上正侧交刀时,优先定义正先修、侧后修,利于结构紧凑。在重叠刃口段,下刃壁虚空。崭新的刀块刃口理论棱线成立。冲压数百件变钝,间隙增大;大间隙修切,挤压严重,加速磨损,图4 为异常正修刃带截面。
正侧交刀设计原则
正侧交刀有利于一次修切干净,效率较高,但是需要遵循一个原则,正侧交刀重叠部位要共面。即无论正、侧修边,下刀刃壁与冲压方向平行。否则,不能维持量产冲压作业。
最初发现这位摆渡人的是一群小孩。对这位胡子拉碴的外来者,他们表现出了同仇敌忾,他们认为这是一个疯子,首先以他们的方式对他发起了攻击。他们不敢一个人从他身边走过,总是几个结伴而行,远远地拾了土块,蹑手蹑脚地绕过去,又生怕他追来,不时回头偷看。他们发现这个疯子并没有想象中的那么凶恶。有一天,一个胆大的孩子为了不让手中土块的理想落空,便扔向了疯子,大家都效仿他。以后,即便不顺道,孩子们也爱绕道渡口,拾了土块,暴雨般砸到疯子头上。
重叠段下刃壁考虑侧修方向进刀,刃壁只能照顾侧修,不能兼顾正修。当正修刀切入重叠段,下刃壁不与冲压方向平行,只有刃口棱线r 最外侧切线与正修上刀刃壁构成修边间隙。此段正修为异常修边。
安排设计计划时,成形类和修冲类模具尽可能同步推进,提供全套图纸供需方评审、会签,抓住设计优化的第一窗口,实现精益设计;如果因种种原因需要有先后顺序,成形翻边类模具投铸的唯一前提条件,是修冲类模具会审结束。这一过程也许多耗费数十天,取得的成果是节省模具交付验证时间。
不共面的交刀结构主要有三个痛点:
关于交付,亟需建立一个标准,“快速交付”,3 个月或6 个月交付完成。不一样的标准,不一样的痛点关注度,不一样的成本。标准可以逐级提升,但不能没标准、不提升。
有的正侧交刀不共面,重叠段属工艺面;且侧冲上刀结构受限,非常单薄,没有刚性。如果按此制造,将来模具也许只能临时提样,不能量产化。图7 为一侧围工艺优化后的模具3D 结构,角部全部正修完成。产品角部修边后翻整,修边面为工艺面,局部允许改造,不用交刀,少一个侧冲器,制造成本降低;刃口线可恢复性强。
“辽宁沈阳一保姆近日被曝殴打老人,家属查监控发现保姆在家猛击老人头部和抽打老人耳光,在不到半月的时间内打了老人七八次。保姆因涉嫌虐待被看护人罪已被刑拘。(2018年8月12日《新京报》)”

⑵刃带强度低,模具交付冲压厂小批验证,难以签字接收;图2 发罩外板正侧交刀下模结构,局部下刃形成极小的锐角,约40°。
⑶可维修性差,理论上无法维修;纵使补焊、数铣,持续时间很短,造成频繁修补,浪费工时。
正侧交刀结构优化设计
正侧交刀设计标准
通常冲压工艺设计对于正侧交刀结构设计而言,需要定义必要的参数。如果定义不完整,模具结构设计可以恣意发挥,产生交刀不良,达不到量产模具的标准。
结合工学结合的思想,我们从课堂教学理论与现实工作实际、现代教育技术的应用、上课方式(教学模式、教学方法)的改变三个方面做了分析。
也有冲压工艺设计欠佳,且工艺初定,一成不变,导致交刀结构设计无法推动工艺进一步优化;还有为了抢首轮提样进度,拉延成形、翻边类模具设计在先,修冲模设计滞后。待修冲结构评审,需要调整冲压工艺之时,成形类已经投铸,错失了设计阶段提升优化的第一窗口。
冲压工艺内容调整
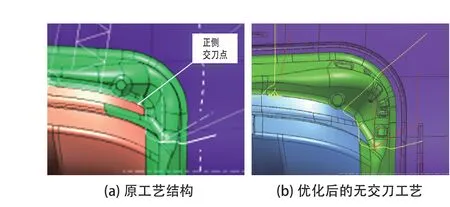
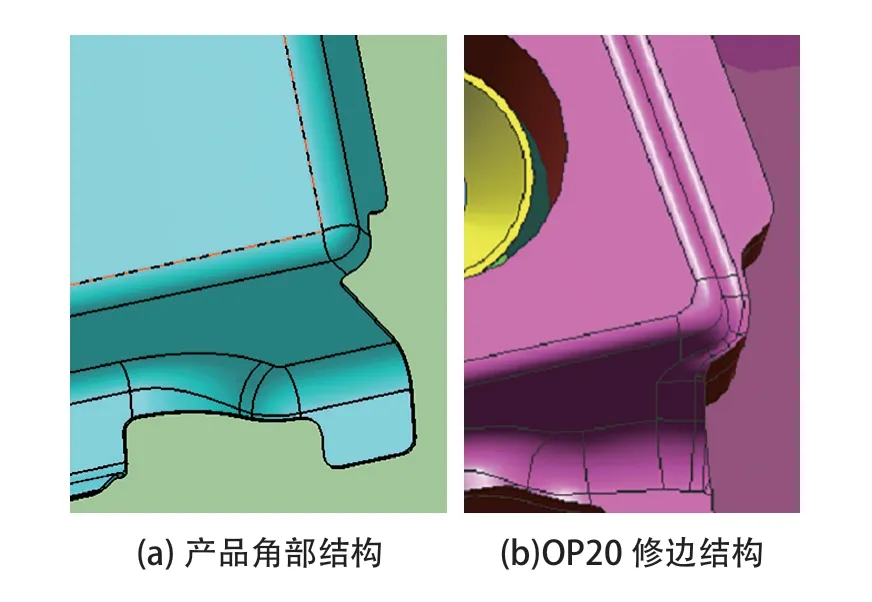
正侧交刀不满足上述四要素,可以分序,从而取消正侧交刀。图6 为某产品正侧交刀工艺结构。工艺评审发现正侧交刀异常,原工艺结构中OP20 修边,角部一次修净。评审此处交刀段,正侧刃带不共面,特别锐,提出更改意见。改进后的设计,角部废料分两序完成,且无需增加工序数,规避了异常正侧交刀。
工艺造型优化改造
⑴产品或工序件毛刺大,翼子板正侧交刀结构(图5);图5(a)为正侧交刀棱线下部虚空,刃尖易磨损,间隙增大较快。
(2)有自己的岗位工作,和学生接触、相处的时间不足。在医学院校,兼职班主任一般由附属医院的医生担任。医生本身的教学、科研任务和医务工作就很繁重,而作为班主任,要在学校党委的领导下,通过细致入微的思想政治工作,把握学生的思想动态,协助开展日常管理工作,这就需要耗费大量的时间和精力。因此,在时间和精力有限的条件下,冲突很难避免。
或许有人提出,新的结构设计,刃带有立修并局部钝角。按照模具使用现场,局部范围钝角修边比锐角修边刃带寿命长,钝口可以处理一个微小平面,以降低修切侧力;立修上刃修切行程长,动态刚性和刃壁垂直度要求较高。相比正侧交刀不可交而交之,模具交付使用后,前者人力不可恢复,后者人力可恢复。
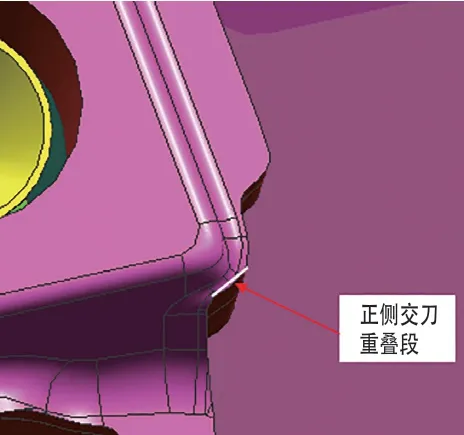
图8 所示的正侧交刀结构,重叠段棱线以下虚空,量产刃口r 易磨损,数百件过后,毛刺增高,形成撕切状。如果一序修切完成,受左侧产品结构制约,侧修上刀左右都与正修交刀,才可实现修边线连续。左右受限,侧修刀伸出部位左右方向约为20mm 厚的薄片,刚性很差,不能保证冲裁间隙。
PPT课件中常采用文字和图片来呈现信息,由于二者都作用于视觉通道,同时呈现易导致视觉通道认知超载.此时,如果将文本转变为恰当的言语讲解,可以减少学生视觉的分散,能够集中注意力.在勾股定理课件制作中,尽量减少文字的呈现,运用恰当的言语讲解,可以减少学生视觉通道的负荷.
调整侧冲方位角
图5(a)所示的翼子板正侧交刀下模结构,主机厂规定四序,或冲压线压机四台,模具数不可突破。但是,翼子板正侧交刀图不难看出,虽然正侧交刀不共面,但角度相差很小,大约8°以内。因为受侧冲方孔制约,似乎无法改变。
根据笔者经验,两个方孔一般为卡扣孔,决定了侧冲方向。可与主机厂协商,孔的法线方向调整角度,再调整斜楔机构方位角,有利于正侧交刀刃带共面;如果不同意改产品,两方孔的法兰边属于工艺面,后工序翻边整形。两孔法兰面改造一个小角度,完美实现正侧交刀的共面原则。
人们在处理一些疑难问题时,往往会左右为难。处理一个问题,可能带来一个新的问题而裹足不前,也许新的问题本质不是问题,但却成为前进的拦路虎、挡箭牌。在深入、广泛分析疑难杂症的基础上,在诸多不利条件下,两害之间择其轻;诸多优点兼备时,两优之间择更优。只有这样,我们才能够在精益设计、精益制造的大路上坚定前行,攻坚克难,取得更加亮眼的业绩。
如果定义了更高的标准,精益设计是自主行为,很自然的过程。如果缺乏高标准严要求,模具交付听之任之,此刻,要求精益设计,那就是“强人所难”,最终供需双方都难受。只不过煎熬的时间段不同罢了。设计者难受,成就的是低成本、高效益;开发者容易,难受的是模具使用者。
当前,以微信为代表的自媒体已成为了大学生的必需品。随着自媒体的快速发展,学生接受信息的渠道更加广泛,受到的思想冲击也越来越多。他们很关注与现实相关的问题,也希望在课堂上找到这些问题的答案。这就要求思政课的教学内容必须要针对客观现实的变化而做出快速的调整,教师要在吃透教材的基础上,将与现实中生动鲜活的案例、专家学者的解读、个人对问题的看法融入教学。而很多教师还未能完全适应这一新的潮流,仍停留在传统的备课讲课模式中,这就使得教学效果往往是事倍功半。
结束语
本文分析了修冲模常见的正侧交刀设计结构及其造成的毛刺、不可恢复性刃带;指出正侧交刀结构设计原则;交刀不可避免,但是工艺可以优化,不交刀、少交刀、能交刀,从而规避先天修冲毛刺缺陷。最终为快速交付模具服务,即使工艺费些心事、结构绞尽脑汁,也是值得的。因为,设计阶段和实物阶段的改进改善费用比为1:10000。
猜你喜欢
模具工业(2023年1期)2023-02-10 05:57:58
锻造与冲压(2021年22期)2021-11-30 07:26:22
金刚石与磨料磨具工程(2021年5期)2021-11-06 08:19:30
锻压装备与制造技术(2021年3期)2021-08-13 08:40:08
橡胶科技(2021年7期)2021-07-20 01:23:06
模具制造(2021年3期)2021-05-03 13:37:22
装备制造技术(2020年1期)2020-12-25 05:18:50
科技创新导报(2017年34期)2018-06-05 10:17:28
制造技术与机床(2017年7期)2018-01-19 02:29:55
环球市场(2017年21期)2017-09-10 07:22:44
