
25Cr-35Ni-Nb 裂解炉管焊接工艺要点
2022-02-11 06:01:14罗运良
焊管 2022年1期
本研究介绍的裂解炉管用25Cr-35Ni-Nb 材料用于美国美孚德克萨斯州烯烃裂解厂项目, 该项目采用模块化建造的新兴方式对工厂进行前期规划和设计, 涉及大量热强钢、 耐热钢的焊接,其中比较核心的模块涉及离心铸造25Cr-35Ni-Nb 高温裂解炉管的焊接。 裂解炉管长期在高温渗碳及氧化的条件下服役, 具有较高的耐蚀性、抗氧化性等, 服役温度能达到1 000 ℃以上。25Cr-35Ni-Nb 材料合金成分含量较高, 焊接性比较复杂, 本研究通过前期的焊材选择、 焊工实操练习以及现场产品的模拟试验
, 最终优化了裂解炉管用材料的焊接工艺参数, 保证了项目的顺利完成, 项目完工时裂解炉管的一次焊接合格率达到99.9%以上。
1 裂解炉管化学成分及焊接性分析
1.1 化学成分
裂解炉管用25Cr-35Ni-Nb 材料属于离心铸造的高镍铬合金, 由于钢中加入了铬、 镍、钼等合金元素, 化学成分比较复杂, 其中加入的铬元素主要作用是提高耐蚀性, 铬的氧化物比较致密, 不易分解, 能有效起到保护膜的作用; 镍元素可以提高钢的耐酸碱腐蚀性, 可以促进耐热钢氧化膜的稳定性, 提高钢的热力学稳定性, 对提高耐热钢的高温抗氧化性有很大作用; 钼是钢种的强化元素, 钼优先进入固溶体中使其强化, 提高了钢的热强性。 本工艺试验使用的高镍铬合金25Cr-35Ni-Nb 裂解炉管的化学成分见表1。

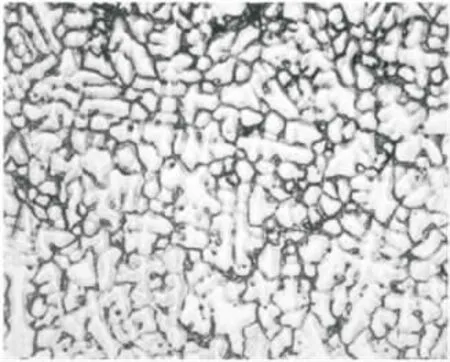
由于该裂解炉管采用离心铸造法制造, 不仅制造效率高而且铸管的组织致密。 该材料的微观组织中, 柱状晶组织占比为45%~85%,等轴晶组织占比为15%~55%。 其微观组织如图1 所示。
具体来讲,刘德平教授的“桑叶苦瓜糖果压片”是通过四步来完成安全、稳定地调节血糖功能的:第一步:激活胰岛。“桑叶苦瓜糖果压片”通过激活胰岛、激活胰岛素受体,提高胰岛素有效利用率,使血糖调节系统发挥正常作用。第二步:调节血糖。胰岛素、胰岛素受体的激活,恢复了机体正常血糖代谢能力,实现降低血糖的目的。第三步:调整代谢系统。由于胰岛素的激活和有效利用,机体的蛋白代谢系统、脂代谢系统也逐步由紊乱状态调整到正常状态。第四步:稳定。随着糖、蛋白质、脂肪三大代谢系统趋于正常,机体内部的各种调节系统逐渐进入良性循环状态,糖尿病患者的各种症状因此逐步减轻和消失。
【12】汤显祖《牡丹亭记题词》,见《牡丹亭记题词》,见徐朔方笺校《汤显祖全集》,北京古籍出版社1999年版,第1153页。
1.2 焊接性分析
一般来说, 合金钢元素含量越多, 热导率越低, 而线膨胀系数越大, 电阻率也越高。 由于高合金钢的这些特殊的物理性能, 焊接过程中会引起较大的焊接变形, 产生较大的残余应力, 焊接过程中需严格控制热输入, 尽量采用小电流多层多道焊
。
25Cr-35Ni-Nb 材料属于高合金钢, 尤其是Cr 和Ni 元素的含量较高, 焊接时在焊缝及近焊缝区有产生热裂纹的可能性, 最常见的是焊缝凝固裂纹
。 焊接热裂纹的产生原因, 一方面与焊接局部加热和冷却条件下, 接头在冷却过程中产生较大的拉应力有关; 另一方面与高合金钢合金成分比较高, 焊接凝固过程中存在杂质偏析有关。 焊接过程中对杂质含量较为敏感, 焊前清理比较严格
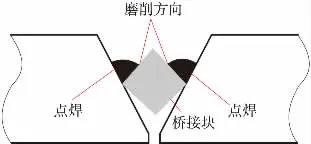
。 另外由于存在杂质的偏析, 在焊接弧坑位置易产生弧坑裂纹, 如图2 所示。

2 焊接技术要求
针对裂解炉管的焊接特性, 要求其焊接全部使用氩弧焊工艺, 采用不摆动或少摆动的多道焊方式, 尽量使用较小的焊接热输入。 第一层焊接完成后严格检查焊道质量, 不允许有裂纹及其他焊接缺陷; 第二层焊接后需要进行PT 检测, 检测合格后才能进行下一道的焊接; 尽量减少裂解炉管的焊接返修, 焊接合格率要求达到98%以上。
2.1 一般原则性要求
(1) 所有接头采用氩弧焊方法完成。 氩弧焊设备极性为DCEN , 高频引弧, 电流衰减及气体延迟保护, 延迟时间为4~6 s。
(2) 弧坑要及时填满以防止弧坑裂纹产生;多层焊接的电弧终止端要相互错开
。
(3) 严格按获批准的WPS 要求控制层间温度, 以避免因接头过热产生热裂纹, 层间温度须使用接触式数字测温仪进行测量
。
先天性肥厚性幽门狭窄是幽门环肌肥厚增生、幽门腔狭窄导致不全梗阻,是新生儿期常见疾病。依据地理、时令和种族,有不同的发病率。欧美国家较高,约为2.5‰~8.8‰,亚洲地区相对较低,我国发病率为3‰,以男性居多,男女之比为4:1~5:1,有些地区甚至高达9:1。多见于第一胎,占总病例数的40%~60%。本病病因目前不清楚,有几种假说:肌层先天性发育异常、神经发育异常、遗传因素、内分泌因素、环境因素、肌肉酶、血型等与发病有一定关系。
依据GB 50023—2009《建筑抗震鉴定标准》中B类砌体房屋抗震鉴定的相关条款,对建筑进行第1级鉴定如下:
(4) 严格控制焊道宽度, 打底焊道宽度不得超过6 mm, 第二层焊道宽度不得超过8 mm, 填充和盖面的焊道宽度不得超过10 mm。
一定程度的意译,灵活变通是必要的,但需要仔细考察变通后的利害关系,反复权衡,倘若超出了限度,便会曲解原文之意;因此,译者应在坚持经的基础上,适度行权。遇到不能两全情况之时,则需权衡轻重,灵活应变。正如《墨子·经上》所言:“两利相权取其重,两害相权取其轻。”权,是一种辩证的认识方法,这便需要处理应变事物的能力,即权变思维。
2.2 焊接流程
2.2.1 坡口准备和组对
2.2.4 焊接参数
(1) Fe-Ni 基耐蚀合金表面由于氧化皮熔点较高, 加上一些其他元素, 如Pb、 S 和As等, 基本都可以与Ni 形成有害元素, 从而让焊接物的合金热裂倾向增加。 因此焊前需要仔细清除坡口及内外表面的各种污染物质, 坡口内外25 mm 范围内需打磨并用干布去除油、漆和污垢直到露出优质金属表面。
(2) 组对前必须进行PT 检验以保证待焊接区域 (坡口外表面25 mm 范围) 无微观裂纹,PT 检验时注意管内壁保护, 防止污染。
Irritation of pseudo-preservatives and the methods for reducing irritation 3 30
(3) 组对时, 使用管线夹通过螺丝扣调整根部间隙时, 管线夹必须采用不锈钢材料以防止污染母材。
(3) 如打底焊道咬边和过高凸起而不能接受时, 须在焊接热焊道前进行打磨处理及重新焊接。
打底焊接前, 纯度99.997%的氩气充满管线内部, 保证背部充气中的氧气含量小于0.2%。背部供气需保持直到焊接完成6.5 mm 厚填充金属(至少3 层)。
(4)一轴两极三片的空间格局基本成型。从中心度及结构洞分析来看,三峡地区旅游经过近20年发展,形成以解放碑(朝天门)、白帝城、小三峡、三峡大坝、神农溪、三峡人家、恩施大峡谷、武汉东湖等共12个景区为核心的旅游节点,其中以重庆解放碑、小三峡、三峡大坝、白帝城为最重要核心节点。据此,本文认为三峡旅游在空间形态上基本呈现一轴两极三片的空间格局,即长江轴线、成渝都市圈发展极、武汉都市圈发展极、奉节-巫山-宜昌发展片区、奉节—恩施—宜昌发展片区、万州-涪陵中线发展片区。
2.2.3 点焊
点焊采用桥接块, 焊点不可点在母材表面,而是焊在坡口表面且不是打底位置。 点焊位置如图3 所示。
此次代表贵州茅台出战的酱香系列酒,一出手即在“国评”中大获全胜,再一次向世人证明——茅台出品,必属精品。
(1) 通常填充焊道焊接至焊缝金属低于接头表面0.5 mm 为宜, 以利于盖面焊接。 盖面焊接过程中, 电弧锯齿状均匀摆动, 焊缝表面余高应≤3 mm。
2.2.5 打底焊接
2.2.7 填充和盖面焊
(2) 为保证焊接质量, 继续焊接前弧坑须打磨削薄以利于停止点的焊接而不会留下由RT 检查出的小缺陷。
2.2.2 背部充气
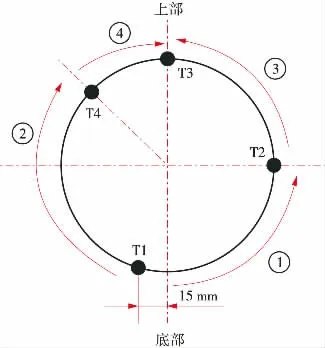
(4) 打底焊焊接顺序如图4 所示。 点焊位置为图4 中T1、 T2、 T3 和T4。 总是采用立向上焊接, 焊接顺序: 焊①→移除T1→焊②→移除T2→焊③→移除T3 和T4 →焊④→完成焊接。
2.2.6 第二层焊道
打底焊完成后熔渣和外部材料必须清理干净, 氧化渣须通过不锈钢丝刷移除, 第二层后需进行PT 检测, 避免因根部缺陷导致的焊接返修。
(5) 焊接时端头氧化的、 未使用的焊材禁止熔入焊道, 须割除端头氧化层; 砂轮片须标注仅用于25Cr-35Ni-Nb 材料; 钢丝刷采用不锈钢材料
。
(1) 打底焊接过程中, 通过根部间隙观察打底焊道是否存在氧化、 未焊透及凸起过高, 这些缺陷都需要移除并重新焊接, 这种检查要重复进行直到根部间隙封闭。
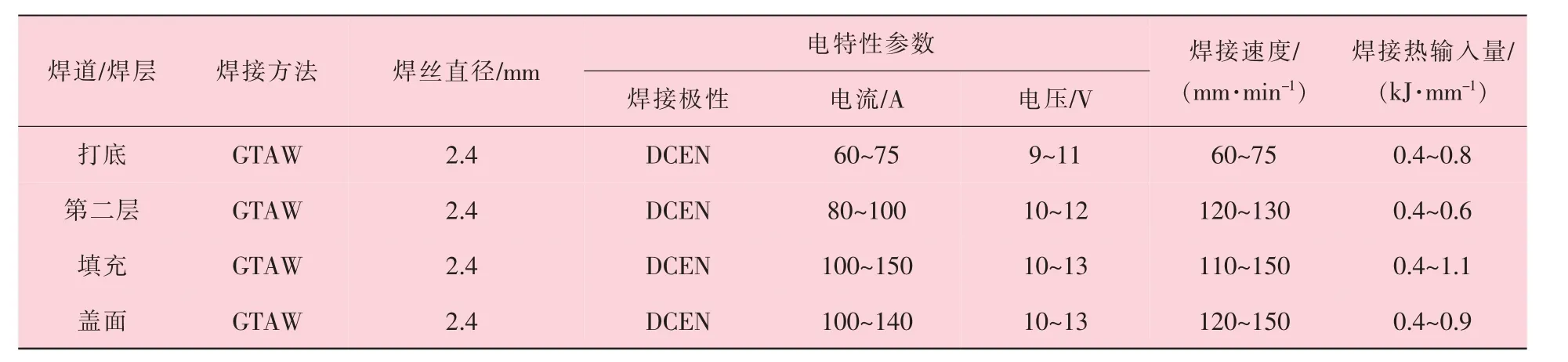
25Cr-35Ni-Nb 裂解炉管的焊接工艺参数要求见表2。
自20世纪50年代仿真技术发展以来,军事训练仿真技术的应用已达到相当规模和水平。训练模拟设备和军事模拟系统直接或间接地促进了战斗力的产生。然而,随着高科技武器装备在现代军事作战应用的比例不断增加,完全依靠简单传统模拟器的训练方法已无法满足高科技武器装备系统关系复杂、规模庞大的训练需求。而随着装备技术研究的进步,嵌入式仿真训练的方法可以为以上问题提供新的解决思路。
(2) 在任何情况下, 开始焊接前, 现存的起始和结束点须打磨处理以便新焊道平滑过渡。
(3) 每焊完一层焊道, 应彻底打磨, 并经质量检查合格后方可进行下一层的焊接。 多层焊的层间接头应错开, 严格控制层间温度, 层间温度不得超过100 ℃
。
配制化学镀镍溶液:六水合硫酸镍30.00 g/L(换算成镍的质量浓度为6.701 g/L),柠檬酸10 g/L,乳酸10 mL/L,次磷酸钠36 g/L。吸取11份1 mL的化学镀镍溶液,分别置于300 mL烧杯中,加水80 mL稀释,各加10%的二乙基二硫代氨基甲酸钠溶液0.8 mL,然后用稀盐酸或氢氧化钠溶液调节成不同的pH,再向各烧杯中补加水至100 mL。沉淀60 min后用定量滤纸过滤,以原子吸收分光光度法测定各滤液中镍的质量浓度,结果列于表1。
(4) 完成盖面后采取缓冷措施。 在最终焊接完成5 min 内, 用保温棉包裹焊缝并用铁丝绑住使焊缝缓慢冷却。
3 焊接检验
3.1 焊后检验
外观检验要求: 焊缝成型良好, 焊缝与母材圆滑过渡, 无裂纹、 气孔、 夹渣和飞溅; 焊缝表面不大于1.6 mm, 焊缝宽度均匀, 不允许有咬边。 其他要求满足ASME B31.3 和业主规格书的相关要求。
焊工经培训后严格按照要求进行焊接, 实现产品所有接头焊接完毕后都满足外观检验的要求。
3.2 无损检测
接头在焊接完毕后进行焊缝金属和热影响区100%PT 和RT 检查。 RT 灵敏度要求为2~2t (t 为板厚), 接收标准增加了: ①任何线性缺陷和咬边是不可接受的; ②任何4 个及以上非线性缺陷之间的距离小于1.6 mm 都是不可接受的; ③单个非线性缺陷直径大于1.6 mm 是不可接受的。
通过焊工培训和优化焊接参数, 最终该项目1 280 道焊缝中只出现1 道焊缝不符合无损检测要求, 该道焊缝出现了超过1.6 mm 未熔合缺陷,后续通过1 次焊接返修, 无损检测合格。
4 结 论
(1) 结合裂解炉管用25Cr-35Ni-Nb 材料的焊接性分析以及前期的焊接性试验, 总结了项目中裂解炉管用钢25Cr-35Ni-Nb 的焊接工艺要点, 如多层多道焊、 小摆动宽度、 小线能量、 根部焊道的PT 检测等。
(2) 选择合适的焊接工艺参数用于25Cr-35Ni-Nb 裂解炉管的焊接, 最终实现项目1 280 道焊缝仅出现1 道焊缝返修, 一次焊接合格率达到99.9%以上。
[1] ASME International (ASME).Welding,brazing and fusing qualifications:ASME BPVC IX—2019[S]. Washington,USA:ASME,2019.
[2] US-AWS. Recommended practice for welding of Cr-Mo steel piping and tubing:AWS D10.8[S]. Miami,USA:AWS,1996.
[3] Amarican petroleum institute. Welding guidelines for the chemical,oil,and gas industries:API RP 582—2016[S].Washington,USA:API,2001.
[4] 张善勇,贺庆,王艳杰,等. 镍铬合金裂解炉管的现场焊接技术[J]. 甘肃科技,2008,24(8):55-59.
[5] 申大伟. 乙烯裂解炉辐射炉管KHR45A 材料的焊接工艺[J]. 焊接技术,2004. 33(1): 54-56.
[6] 周振丰. 焊接冶金学与金属焊接性 (修订本)[M]. 北京:机械工业出版社,1988.
[7] 钱昌黔. 耐热钢焊接[M]. 北京:水利水电出版社,1988.
[8] 王文瀚. 焊接技术手册[M]. 郑州: 河南科学技术出版社,2000.
[9] 尹士科. 焊接材料手册[M]. 北京: 工业出版社,2000.
[10] 范长信,张红军,周荣灿,等. 超超临界机组锅炉用新型耐热钢的焊接[J]. 电力设备,2006(4):11-14.
猜你喜欢
建材发展导向(2021年6期)2021-06-09 05:57:08
装备制造技术(2021年1期)2021-05-21 07:55:04
金属加工(热加工)(2020年12期)2020-02-06 05:59:00
石油石化绿色低碳(2019年6期)2019-01-14 01:16:18
制造技术与机床(2018年12期)2018-12-23 02:40:58
石油化工建设(2018年2期)2018-07-11 01:25:08
制造业自动化(2017年2期)2017-03-20 14:26:13
广东石油化工学院学报(2016年6期)2016-05-17 05:17:30
石油化工建设(2015年2期)2015-12-01 04:16:43
设备管理与维修(2015年12期)2015-04-09 06:57:24
