工业废水零排放工程MVR装置的仪表问题解决方法
2022-02-10 03:34黄光明
盐科学与化工 2022年1期
黄光明
(中国轻工业长沙工程有限公司,湖南 长沙 410114)
污水处理问题一直以来是工业企业要重视的工作,也是一项必须承担的社会责任。在污染问题越来越严重的当下,工业企业在环保设施上越来越完善,废水处理水平也逐渐提高,废水污染问题也得到有效遏制。但在绿色环保要求的趋势下,更需要持续性发展,废水末端治理主要表现为:生产能源消耗高,增加企业负担和生产成本,随着污染物的转移还会造成二次污染。
因此,采用末端治理方式不能满足国家对水污染物总量的控制,无法根本解决工业企业的环境污染问题[1]。现阶段有一种基于蒸发结晶装置的废水处理零排放工艺,可以将污染基本消除,并且运营过程中能产生附属产品,为企业增加收入。文章以某工业废水零排放工程蒸发结晶(MVR)装置在仪表安装施工和控制系统运行期间所发生的问题为例,分析了试运行期间蒸发室摄像监测系统液位监控画面清晰度不高、蒸发室液位实际值与显示值偏差大无法控制、蒸发室液位串级控制程序及进料流量控制阀PID参数未整定好,导致进料流量波动大、液位无法控制及蒸发室密度无法测量等问题的解决方法,为从事工业废水蒸发结晶(MVR)装置调试、运行仪表工程人员参考和借鉴。
1 工业废水零排放工程MVR装置的仪表控制特点
MVR蒸发结晶装置是利用机械式蒸汽再压缩技术的简称,是将蒸发系统产生的二次蒸汽经蒸汽压缩机机械做功提升到高效率的蒸汽,如图1。蒸发结晶系统主要由蒸发室、气液分离器、蒸汽压缩机等组成[2]。MVR装置的仪表种类和数量少,但控制程序复杂。主要表现为:蒸发室液位串级控制程序和压缩机防喘振控制程序、出口温度串级控制程序、压力比例调节控制等程序较为复杂,调试难度大;过热蒸汽流量的温压补偿、介质密度等计算公式繁琐,组态难度大;压缩机逻辑连锁和报警画面较复杂,组态和调试难度大。
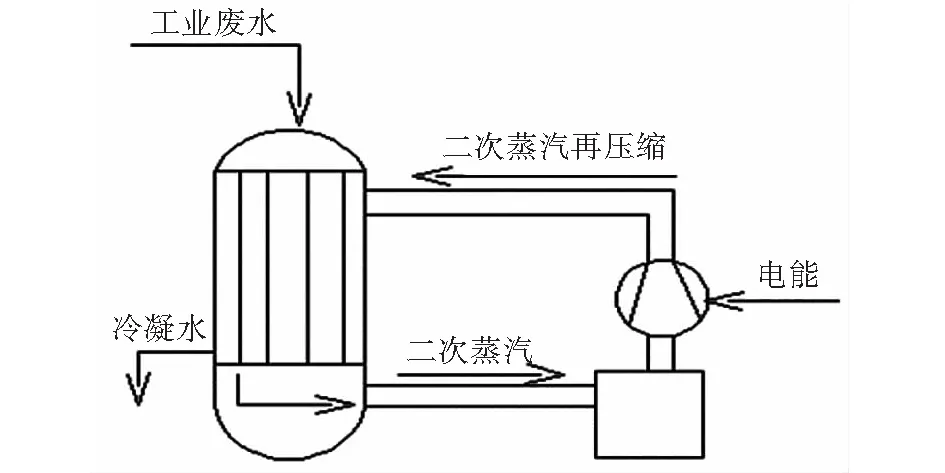
图1 MVR系统原理图Fig.1 Schematic diagram of MVR system
2 工业废水零排放工程MVR装置仪表安装调试期间问题处理
2.1 安装阶段的仪表问题分析和处理对策
(1)压缩机轴系仪表主要包含轴承温度、轴振动及轴位移等仪表,其探头直接安装于压缩机转动设备上,主要担负着压缩机信号测量的使命,其工作原理为基于法拉第电磁感应原理,能准确测量物体表面相对于传感器探头端面的间隙变化,其安装过程中特别需要注意一般以-10 VDC电压作为基准线,但不同的状态下基准线不完全相同,一般在-11 VDC~-9 VDC之间。如果安装过程中基准线信号不正确,会导致压缩机运行过程中部分检测信号不在零位而造成信号误判,影响压缩机正常运行。因此,安装过程中基准电压应根据现场实际情况做出科学判断,使其满足要求。
(2)蒸发结晶装置的过程仪表主要包含平衡流量计、金属转子流量计、电磁流量计、音叉液位计、密度计等常规仪表。其中平衡流量计需按介质不同采取不同的安装方式;电磁流量计安装需要确保前10 D后5 D的直管段要求;金属转子流量计需按下进上出、垂直安装的要求安装;盐腿角阀安装需满足工艺管路倾斜角度大防止介质堵塞的要求;如果安装不正确,就会影响仪表的准确测量或工艺管路堵塞而使结晶体磨损角阀阀体导致内漏情况发生。
(3)部分现场仪表,因施工空间受限,焊机在工作过程中,因焊机接地线搭接不到位导致仪表被强电流击穿或焊接过程中未加盖导致仪表被焊渣损坏;部分管道上安装的仪表,由于冲洗管道过程中未严格按照规范进行,导致仪表探头损坏或磨损,或杂质进入阀体内导致运行过程中被卡住无法动作。
鉴于安装阶段常出现的问题,采取如下措施:
施工前需对仪表人员进行交底,阐明工艺设备上的仪表施工方法和注意事项,让施工人员熟悉仪表设备的工作原理和安装要点;在施工期间需对仪表进行防护,确保其不受外力或被焊机电流击穿损坏;在联动调试前需配合工艺管道进行吹扫和清洗工作,确保仪表不被损坏。
2.2 调试阶段的仪表问题分析和处理对策
废水零排放工程MVR装置调试和运行阶段常见问题如下:
蒸汽压缩机进出口压力和温度不正常导致喘振发生;蒸发罐密度计膜片结垢导致实际值与测量值偏差大;蒸发罐液位串级控制不稳定,进料流量波动很大,导致液位无法控制;盐腿连续排液控制,介质密度大、含盐量高、结晶物多,容易使角阀阀体磨损,导致角阀内漏;介质腐蚀性较强导致仪器仪表和控制阀损坏等其他问题。
2.2.1 调试运行期间仪表故障原因及解决方案
工业废水项目蒸发结晶装置的自控仪表在调试期主要发生的问题为:
阀体腐蚀损坏,变送器膜片变形凹陷,溶液密度测量不准等,详细情况见表1。
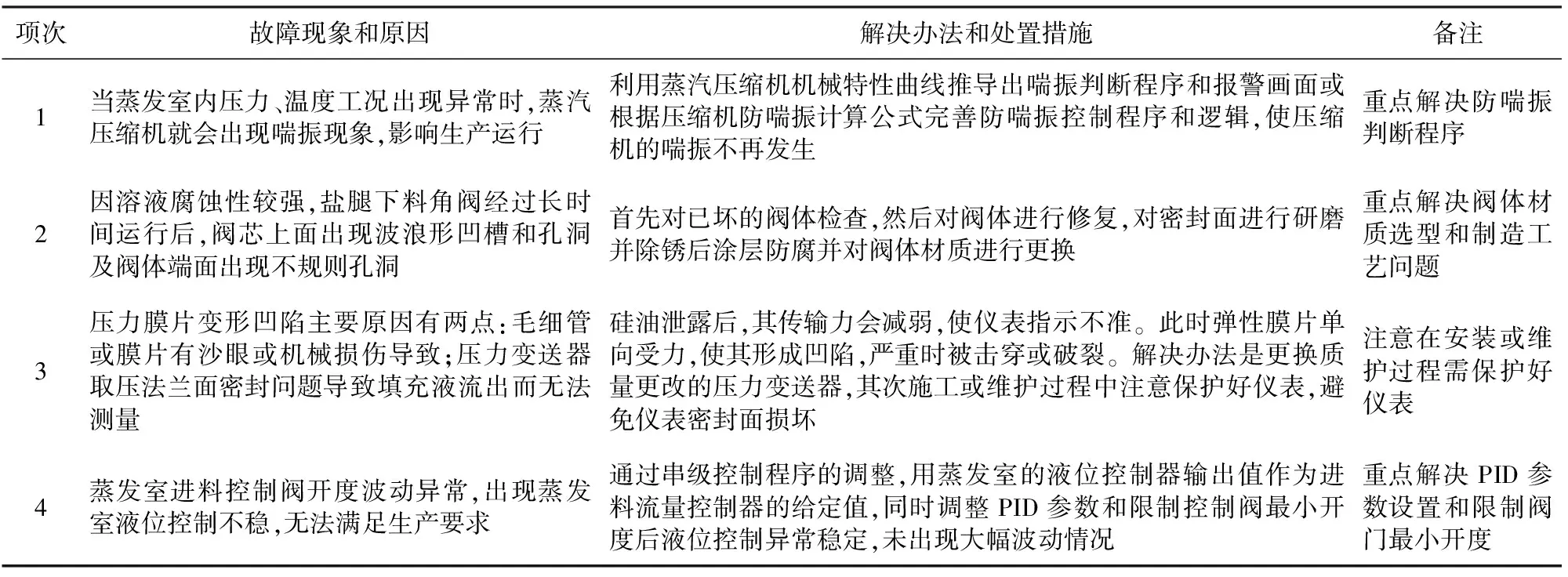
表1 仪表故障原因统计表Tab.1 Statistical table of instrument failure causes
2.2.2 几种典型的蒸发结晶装置仪表调试运行期间故障处理方案
(1)压缩机经常出现喘振,导致工艺中的压力、温度等参数波动较大,破坏工艺系统的稳定性;影响压缩机的正常运行,使压缩机强烈振动,容易使轴弯曲变形或轴承磨损,严重时使叶轮损坏。
压缩机是工业废水零排放工程MVR系统中的关键设备,在运行过程中,当入口流量低于最小流量时,机组运行工况将处于非常不稳定的状态,此工况点一般认为“喘振点”,此时压缩机蒸汽将剧烈波动,出入口的压力也会出现来回波动,入口温度和出口温度将会逐渐升高,此时压缩机出现喘振声,同时,压缩机组也会出现剧烈的振动,严重影响生产运行和设备安全。
为了防止压缩机喘振现象的发生,一般有两种方式。其一,打开放空阀,降低压缩机出口压力,这种方式只能缓解压缩机喘振的现象,但不能彻底解决压缩机喘振问题;其二,打开喘振阀,使压缩机出口蒸汽回流,这样做的目的既降低了管道的压力又增加了压缩机入口的蒸汽流量,解决喘振问题。
当喘振即将发生时,如何提前预警并自动快速打开喘振阀,是比较难以解决的问题,为了解决此问题,需要在控制系统中组态报警画面和喘振自动控制程序。
为了组态防喘振报警画面和喘振控制程序,首先需要建立防喘振计算公式,在不同转速的状态下,利用流量和压力的零界点比值进行判断,当比值小于此值时,程序判定蒸汽压缩机正常运行,DCS画面显示正常,喘振阀不动作;当比值大于此值时,程序判定为进入喘振区域,DCS画面出现报警,画面上就会出现“压缩机进入喘振区域,需尽快打开防喘阀”以提示操作人员手动或者自动打开喘振阀,此时,防喘振计算公式继续监测,直至喘振报警结束。
通过设置防喘振控制程序和预警画面等措施,解决压缩机喘振问题,保证了生产的正常运行和设备安全运行。
(2)蒸发室视频摄像系统偶尔出现液位监控画面模糊不清的情况。由于摄像总成装置安装在蒸发室内,当长时间运行未开启冲洗水或循环冷却水时,摄像头镜片前端就会有附着溶液结晶物变脏或摄像头内部受热积累水汽,此时视频监控画面上就会出现黑屏、麻花状或白雾状见图2,需及时开启冲洗水进行冲洗确保摄像头镜片清洁或及时开启循环冷却水确保摄像系统内部冷却而无水汽存积在镜片上,此时摄像系统监控画面变得异常清晰见图3。
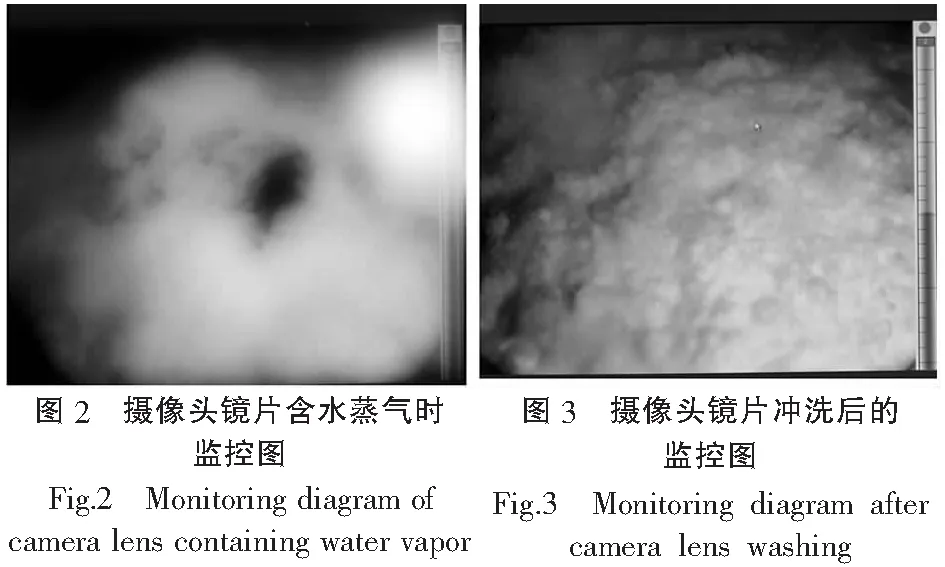
摄像总成装置运行期间注意事项。在蒸发系统生产运行中,必须投入冷却循环水,确保摄像头不被过热蒸汽烫坏;其次当监控室画面出现模糊不清状况时,必须开启冲洗水,确保摄像头镜片清晰,以便能清楚地监测蒸发室内部液位。
(3)蒸发室DCS液位显示值与实际值偏差太大导致液位无法控制。在试运行阶段蒸发室液位DCS显示1 800 mm而实际液位为2 800 mm,液位显示值与实际值偏差较大导致液位无法控制,因此在运行过程中将蒸发室设置成低液位状态运行,结果导致蒸发室循环泵在运行过程中出现异常,循环泵的运行电流值从400 A突然上升至550 A,导致循环泵突然跳停,而使循环管处结盐堵死,影响生产运行。
①蒸发室液位测量不准原因分析。原蒸发系统蒸发室液位是根据差压变送器的测量原理测量高低压力差即差压(△P),再通过液体压强公式ΔP=ρgh计算出蒸发室液位Δh=ΔP/ρg,然后生产操作人员定期从化验室中检测出的溶液密度值输入到控制系统(DCS)预设的计算公式中计算出蒸发室的液位值见图4,此方法计算出的液位值受化验人员的主观性和样品的随机性影响误差较大且生产过程中不能连续测量溶液密度值,在生产运行不稳定的状态下很难满足生产要求,为了实时准确的计算出蒸发室的液位值,需要增加密度实时测量装置。
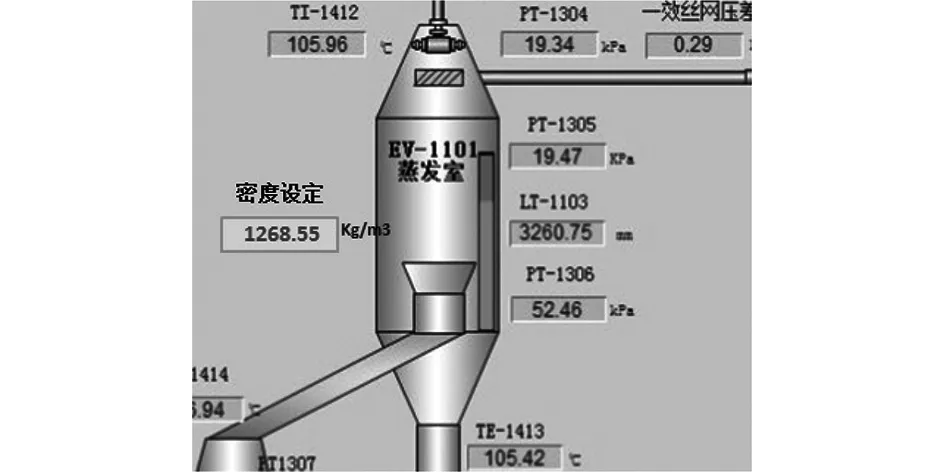
图4 无密度计液位监控画面(人工输入密度值)Fig.4 Liquid level monitoring screen without densimeter (manually input density value)
②增加密度测量装置以解决液位实时测量问题。在蒸发室和下管道中安装三只压力变送器,液位测量系统图见图5,用来检测蒸发室的压力值P1、P2和下管道的压力值P3,再根据计算公式1:ρ=(VPTn3-VPTn2)/gH,然后代入DCS计算公式2:L=(VPTn2-VPTn1)/ρg,式中:L为蒸发室液位,H为变送器P2到P3的垂直距离,ρ为蒸发室内溶液的密度,kg/m3,VPTn1为蒸发室压力测点P1的测量值,VPTn2为蒸发室压力测点P2的测量值,VPTn3为下管道压力测点P3的测量值,g为重力加速度9.8 m/s2;通过公式1和公式2得出公式3:L=(VPTn2-VPTn1)/(VPTn3-VPTn2)×H[6],通过此方法解决蒸发管液位不能实时监测的难题,保证生产不稳定的状态下能实时的测量液位值,满足基本生产要求,但还是不能完全解决蒸发室液位精准测量和控制问题。因为蒸发室液位测量存在较大的偏差影响到生产系统的稳定控制,要想得到稳定控制必须消除液位测量的误差。
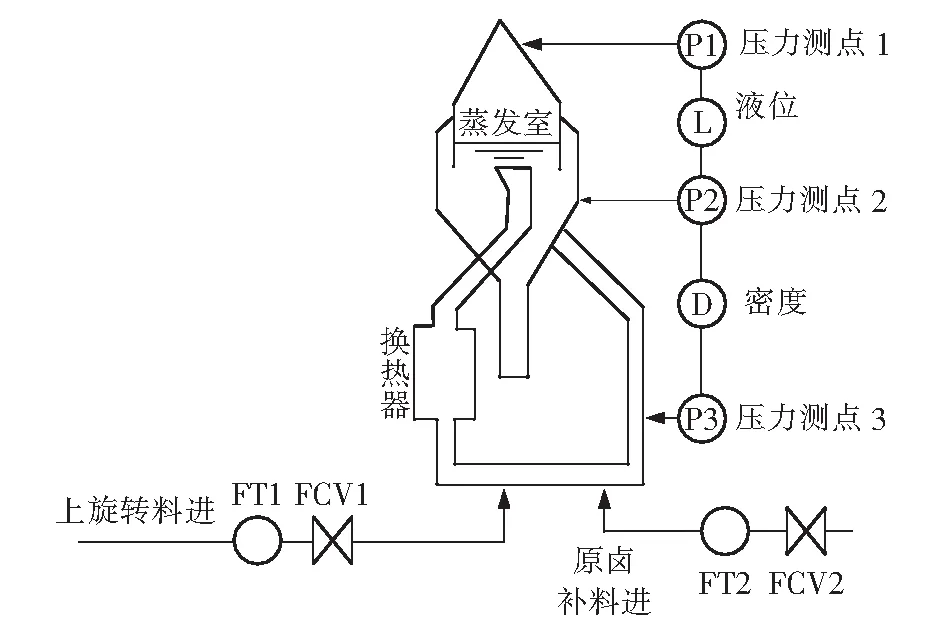
图5 增加密度计后的液位测量系统图Fig.5 Liquid level measurement system diagram after adding densitomenter
③蒸发室液位测量的误差影响和解决措施。为解决蒸发室液位测量误差问题,从循环泵运行中物料产生的阻力、物料的重力因素、密度计周围的物料浓度和冲洗水的压力等影响因素进行检查分析得出这些影响因素对蒸发室液位产生一定的影响但不是主要原因,然后进一步检查发现每次循环泵启动后物料的密度值就会存在固定偏差,从而导致蒸发室液位也存在偏差。然后连续几天对循环泵启动前后的密度值进行统计,对比分析发现泵启动前后的密度值固定偏差都在50 kg/m3左右,见表2。
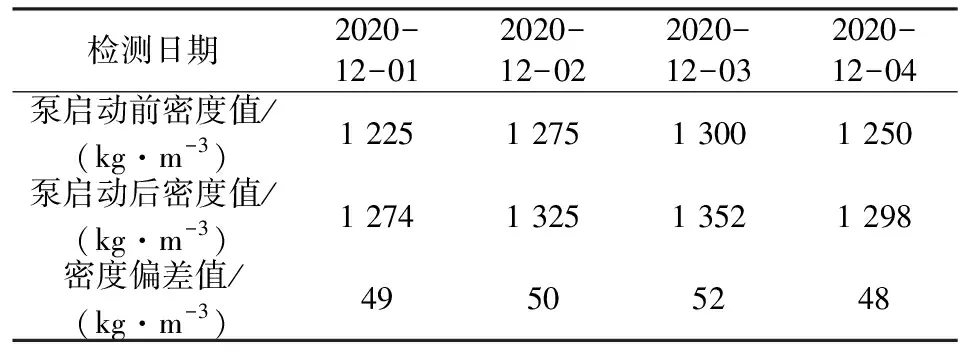
表2 泵启动前后的密度值对比表Tab.2 Comparison of density values before and after pump startup
通过表2的数值分析得出密度偏差存在一定的线性关系,线性方程式为y=x+50,其中:x为泵启动前的密度值,y为泵启动后的密度值,为了消除介质密度的误差,通过对影响密度测量的因素跟踪分析、绘制偏差曲线图,在控制系统中对其进行补偿。然后连续几天对蒸发室液位进行观察,发现循环泵启动前后液位值基本一致,见表3,从而保证生产系统的稳定控制。
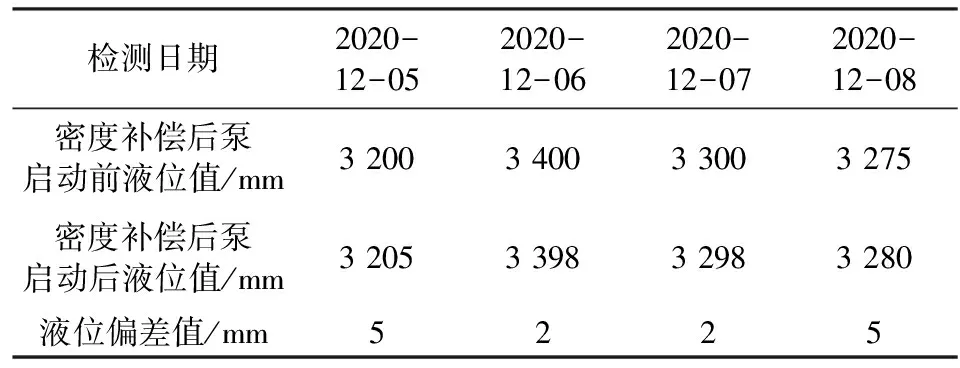
表3 密度补偿后泵启动前后液位值对比表Tab.3 Comparison of liquid level values before and after pump startup after density compensation
根据上述方法,不但解决了蒸发室液位无法连续测量的问题,而且使测量误差问题得以解决。确保液位的精准测量和控制及生产的顺利进行。
(4)蒸发室液位串级控制程序及进料流量控制阀PID参数未调整好,导致进料流量波动很大及液位无法控制,使蒸发室液位经常翻罐,影响到压缩机的运行安全,影响到冷凝水的水质导致电导率明显升高,从而影响生产运行。
蒸发室的液位是通过串级控制系统来进行控制的,它主要有优点是抗干扰作用好,控制质量高,自适应能力强。蒸发室的液位控制回路作为主回路,具备后调、细调、慢调的显著特点;进料流量控制回路作为副回路,具备先调、粗调、快调的显著特点。本项目串级控制系统是以蒸发室的液位控制器输出值作为进料流量控制器的给定值,共同控制一个执行器的控制系统,它们之间是相互配合和补充的,从而发挥控制作用,大大提高控制质量。
在生产运行期间需要蒸发室液位稳定的控制时,主变量作为生产工艺的控制指标,是不容许有余差的,所以比例积分控制通常用主控制器进行控制。在进行比例积分控制前需要对PID参数进行整定,确保控制系统稳定运行。
主副控制器参数设定方法为:两步整定法(先对流量副控制器进行整定然后对液位主控制器进行整定,同时对PID参数进行调整);一步整定法(首先把进料流量副控制器的PID整定好,当数值不再变动时,然后根据经验值直接整定蒸发室液位主控制器的PID值)。副控制器的经验整定参数见表4。

表4 控制器整定参数表Tab.4 Controller setting parameter table
因在生产试运行前未对进料流量调节阀PID参数和串级控制程序进行整定导致蒸发室的液位波动很大,详见液位历史趋势图,如图6。当液位在高位运行时容易减少液体蒸发量导致生产效率降低,严重时还会导致蒸发系统的物料翻罐影响到压缩机的运行安全,影响到冷凝水的水质导致电导率明显升高,同时还会对蒸发系统的设备进行腐蚀影响设备的使用寿命;当液位在低位运行时导致循环泵电机的负荷增大,严重时导致电机跳停造成物料在加热室内沸腾会加剧加热室的加热管结垢而堵塞从而影响生产的运行。在调试过程中通过液位串级控制回路的调整、整定主副控制器PID参数值和限制控制阀开度最小值后,蒸发室液位控制恢复正常且液位控制非常平稳见液位历史曲线图,如图7。从图7中看,液位基本上稳定控制在3 200 mm最佳液位水平上,确保蒸发系统稳定运行。在液位稳定控制后蒸发室再未发生翻罐现象且冷凝水的电导率由原来的500 μS/cm减少到5 μS/cm左右,满足了生产的控制要求。

图6 PID整定前液位历史曲线图Fig.6 History curve of liquid level before PID setting

图7 PID整定后的液位曲线图Fig.7 Liquid level curve after PID setting
(5)在生产过程中蒸发室溶液密度经常不稳定或测量不到。蒸发结晶装置在生产过程中是以盐溶液为原料,并以物化反应或蒸发浓缩使结晶物排出,因此在生产过程中对蒸发室的液位和溶液的密度(固液比)控制是非常重要的,固液比对生产装置的工艺状态和参数控制起到关键性的作用,由于蒸发装置在生产过程中容易结晶,的晶体容易使膜片结垢,影响到密度计的准确测量,从而使蒸发室介质密度经常不稳定或测量不到。
蒸发室溶液密度是通过差压原理测出差压(△P),再通过系统程序中的计算公式ρ=△P/gh计算出密度ρ。因此当测量的差压不准时,系统计算出的密度值也不准确,导致差压测量不准的原因是密度计膜片处经常结垢或堵塞。此问题的解决方案在密度计进口短管处安装一根带有微小流量计的冲洗管,其中冲洗管口径为20 mm,材质为SS316L,压力为6×105Pa,以满足流量恒定并确保差压测量不受影响,通过此方法解决了因膜片堵塞或结垢而无法测量密度的问题[2],见图8。
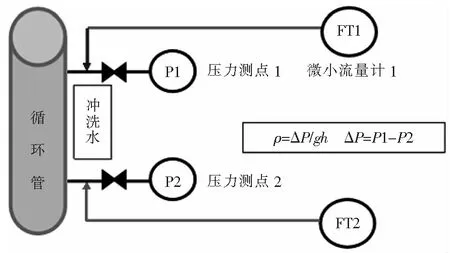
图8 增加带有微小流量计的冲洗水管密度计系统图Fig.8 Add the system diagram of flushing water pipe densitometer with micro flowmeter
(6)蒸汽压缩机轴振动和移位传感器常出现故障,导致压缩机经常连锁停机,影响生产运行。蒸汽压缩机通常是工业零排放MVR系统的大型关键性设备,为了保护设备不受损坏,通常安装轴位移、轴振动和轴温度等连锁保护系统的仪表,通过掌握轴系仪表的测量原理,分析故障发生的原因并提出解决措施。
压缩机轴系连锁保护仪表系统的特点是能够稳定可靠的监测压缩机的运行状态,实时为机组运行提供依据,而且还能根据机组运行的变化趋势,提前预测故障隐患,降低设备损坏率。它主要由轴位移或轴振动探头、延伸电缆和前置放大器组成。它的测量原理为电涡流原理,轴位移或轴振动探头是用来采集被测信号,并准确的测量物体表面相对于探头端面的间隙变化。通常传感器是由感应线圈、保护罩、高频电缆等组成,其中感应探头是核心部件;延伸电缆是探头与前置放大器的连接部分,其长度一般为5 m或9 m,它的两端是不同的,主要为阳螺纹和阴螺纹,分别与探头和前置放大器连接;前置放大器的主要作用是两点,其一是为探头提供高频电流使线圈形成电频信号,其二探头端面与物体的接近或远离就会导致电频信号的增加或减少,并将此信号转化成标准的4 mA~20 mA电流信号传回控制系统中。
在生产运行过程中,最常见的故障时延伸电缆接头松动,导致轴位移或轴振动无法监测,导致压缩机连锁停机,影响生产运行。在仪表维护作业中,需要制定巡点计划,提前将仪表问题发现并解决,防止延伸电缆松动而出现故障,影响生产运行。
3 运行效果总结
通过解决以上问题,保证生产系统稳定运行,使工业废水处理能力和水的品质达到了合同要求,电耗、水耗、汽耗也远低于合同要求,而且附属产品品质纯度达到了99%以上,完全满足合同要求,生产运行指标见表5。

表5 合同值和实际生产运行指标对比表Tab.5 Comparison between contract value and actual production and operation indicators
4 结语
通过工业废水零排放工程MVR装置仪表试运行期间所发生的问题为实例,论述如何解决MVR装置仪表试运行期间所发生的问题。在MVR装置试运行阶段重点需处理蒸发系统溶液密度检测不准,蒸发室液位实际值与显示值偏差大无法控制、液位串级控制不稳定问题,压缩机防喘振检测及温度、压力调节问题。通过解决以上问题,保证了生产系统稳定运行,使废水处理能力和水的品质达到了设计要求,满足了国家规范的废水处理排放要求,同时,生产的附属产品为企业增加盈利收入,大大提高企业效益。
猜你喜欢
汽车实用技术(2022年16期)2022-08-31
流程工业(2022年5期)2022-06-23
防爆电机(2022年1期)2022-02-16
建材发展导向(2021年23期)2021-03-08
科技视界(2020年17期)2020-07-30
汽车维修与保养(2019年7期)2020-01-06
汽车维护与修理(2019年17期)2019-03-15
汽车实用技术(2018年17期)2018-10-21
科学与财富(2018年19期)2018-08-20
科学与财富(2016年6期)2016-05-14