基于无刷直流电机的纱线恒张力控制系统设计
2022-02-02 12:47王藩
纺织科技进展 2022年12期
王 藩
(河南工程学院,河南 郑州 450007)
在络筒工艺中,筒子质量好坏除纱线质量因素外,关键性因素是纱线的张力是否合理,质量好的筒子才能染色均匀,织出来的布匹才会更加平整[1]。成型较好的筒子,生产时纱线的张力一定是恒定的,张力自始至终都在一个较为合理的范围内波动。张力过大的筒子,断头和结节增多,还会使纱线伸长变长,降低纱线弹性;络筒时张力太小,纱线会从导纱器上滑脱,筒子的缠绕不规律,质量差,产量低。因此,络筒机正常工作时,为了得到成型良好的筒子,纱线张力需要保持在合理的范围内。本设计的目的是将纱线的实时张力由张力传感器采集并传输给单片机,单片机输出相应的PWM信号用于调节电机的转速,达到调节纱线张力的效果。因此,络筒机纱线恒张力控制系统的设计不仅具有理论意义,而且具有实用价值。
1 张力分析及设计思路
1.1 纱线分类
纱线是由细小的纤维或化合物组成的集合体,可以是单一品种构成,也可以多品种构成。不同的纱线具有不同的特点,根据各自特点,就会有不同的使用方法,它们都应具有纺织品使用和加工所需要的基本条件。纱线的主要用途为织造梭织物、针织物,无纺布一般不使用纱线。纱线种类和用途不同,在络筒过程中施加的张力就需要相应调节。络筒张力大小是根据纱线要求决定的,不同生产设备也需要结合实际设置不同的张力值[2-3]。
1.2 纱线张力作用
络筒过程中,纱线被解卷和复卷需要有相对恒定的张力,才能使筒子密度均匀,内外松紧一致,形状良好,有利于后道工序的加工。波动的张力会使筒子内外紧度不同,导致主轴内外层张力不同。当筒子的外纱张力大于内纱张力时,张力较小的内部纱线会受到张力较大的外层纱线挤压,使纱线向筒管两侧扩张,造成卷边。当内纱张力大于外纱张力时,染色的筒子质量差,还会导致织造的坯布不平整,因此保持恒定的纱线张力对后续染色和织造过程非常重要。
1.3 纱线张力波动因素
络筒过程中,附加张力和退绕张力是纱线张力的主要组成部分,摩擦张力和槽筒的横向拉力为次要张力。
附加张力是为了满足纱线卷绕张力的需求增加的张力,纱线附加张力通常保持不变。退绕张力是缠绕在管纱上面的纱线脱离管纱时的张力,在整个退绕过程中,纱线退绕张力是不断变化的,纱线退绕时,管纱底部张力比管纱顶部张力大,外部纱线退绕张力小于内部纱线退绕张力。摩擦张力是纱线和机件摩擦产生的张力,摩擦张力是很小的,对纱线张力波动的影响可以忽略不记。复卷过程中,槽筒在引导纱线缠绕到筒子上时,会对纱线有拉扯作用,纱线移动到槽筒中间的时候比在两边的张力小。
1.4 系统设计思路
本课题主要针对纱线的整体波动调节。解决方案是使用高刷新速度的单片机控制带动槽筒运转的无刷直流电动机的转速,电机转速会直接影响纱线的张力大小,这也是本次设计系统保持纱线张力恒定的关键。控制单元选用单片机,张力传感器实时检测张力并传送给控制单元,控制单元会根据纱线的实时张力由电机控制器对电机转速进行调节,以此保证纱线张力的恒定。张力控制框图如图1所示。
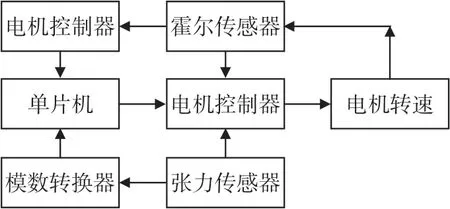
图1 张力控制框图
2 控制系统硬件设计
2.1 器件选择
设计选用AT89S52作为控制系统的控制器,AT89S52具有32个I/O口、定时器、计数器、中断系统、串行口方式通信及ISP在线编写等功能,使用起来非常便捷。
查阅相关资料[4-5],无刷直流电机的调速方式有很多种。结合本课题,无刷直流电机选用JGB37-3650,电机的调速方式为输入0~5 V的PWM方波信号给电机控制器。电机控制器会输出一个脉冲信号,电机每转一圈输出6个方波信号。
纱线张力传感器选择了金属应变片式张力传感器YDZHL-20N,价格低,结构简单,耐用性强,精度也比较高。传感器会输出0~5 V电压,电流为4~20 m A,可以直接供ADC0832使用。
系统可实时显示电机的转速和纱线的张力值,选用结构较为简单的数码管作为显示器。为了降低单片机的输出压力及完整信息的显示,选择2个四位八段共阳极数码管。
2.2 硬件电路工作图
张力传感器输出0~5 V电压,模拟量电压被ADC0832转换成数字量并串行传送给单片机,AT89S52将得到的数字量转化成对应的张力值,并显示到数码管。如果张力值处于正常范围,但张力值和预设值不一样,单片机根据实时反馈回来的张力值相应地调节电机的转速。电机的转速由霍尔传感器检测并实时传输给单片机,如果张力过大,红灯亮,并停机;如果张力过小,绿灯亮,并停机。如果修复好纱线状态,张力恢复到正常时按复位按键,恢复工作。硬件电路工作图如图2所示。
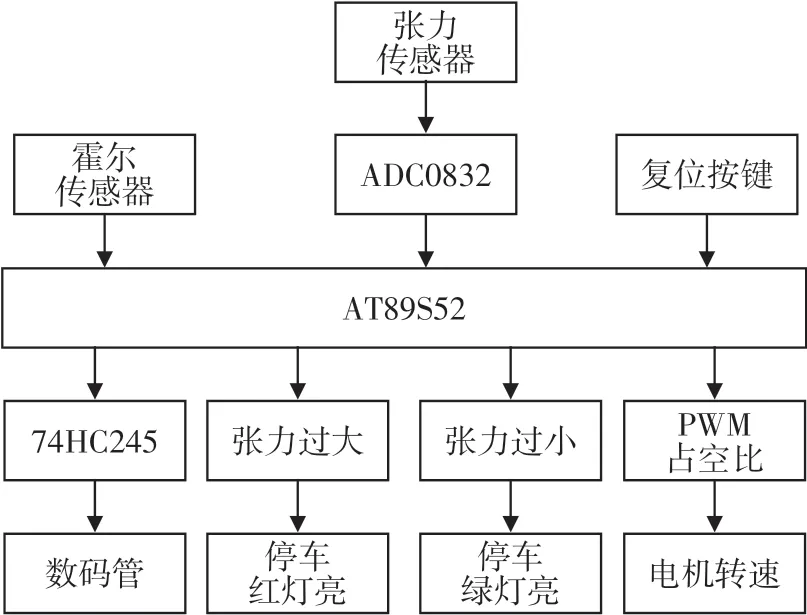
图2 硬件电路工作图
2.3 硬件电路设计
Proteus是深受单片机开发者喜欢的一款仿真软件,Proteus的创造者致力于软件的研发和升级,为用户提供更多的开发功能。首先在Proteus软件上画出控制系统的硬件电路图,然后进行多次修改完善,直到系统的硬件电路图达到系统的控制要求。硬件电路图如图3所示。
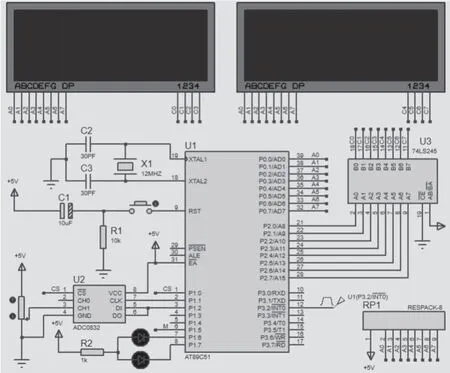
图3 硬件电路图
3 控制系统软件设计
硬件的运行离不开控制程序,程序的编写和检查需要软件来实现。在系统搭建之前如果能进行仿真的话,可以少走很多弯路,节省大量时间,并且可以减少调试过程中单片机的烧写次数,节约成本。
3.1 软件控制流程
控制系统先根据所加工纱线的工艺要求设置相应的纱线张力,根据已知的纱线张力启动电机并运行。单片机实时检测纱线张力和电机运行速度,显示并将检测到的信号与设定值进行比较判断,来调整槽筒电机速度,实现纱线张力的恒定。
本次设计的张力单位为c N,范围是0~500。由于系统针对的纱线是36 tex普梳棉纱,强力标准应不小于451 c N,所以设置的张力范围为小于100表示张力过小,停机,亮绿灯;100~400为可调范围,250为预设张力;大于400表示张力过大,停机,红灯亮。对张力传感器检测到的张力值进行判断,不同的张力状态对应不同的电机转速,PWM越大,电机的速度就越快,以此来保证纱线张力的恒定。张力控制流程图如图4所示。
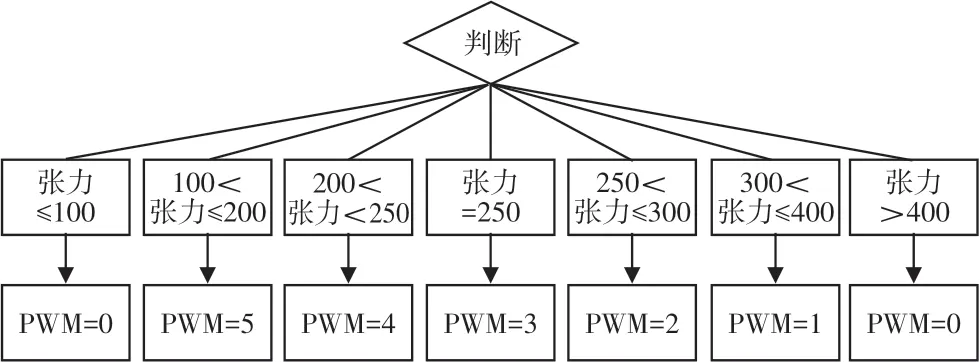
图4 张力控制流程
设计使用定时器与计数器相结合的方法测量电机转速。外部中断计数子程序,对电机输出的脉冲数进行计算。定时器子程序提供时间的计算。电机转速计算流程如图5所示。

图5 电机转速计算流程
3.2 程序编写及编译
Keil C51软件为设计所使用的AT89S52提供了一个稳定可靠的单片机语言编写环境,操作简单。
软件控制包括两大部分:主程序和子程序。
子程序包括:初始化子程序、模数转化子程序、延时子程序、定时器子程序、计数器子程序、显示子程序。主程序调用子程序,并实施张力的调节。
Keil C51的工作界面如图6所示。
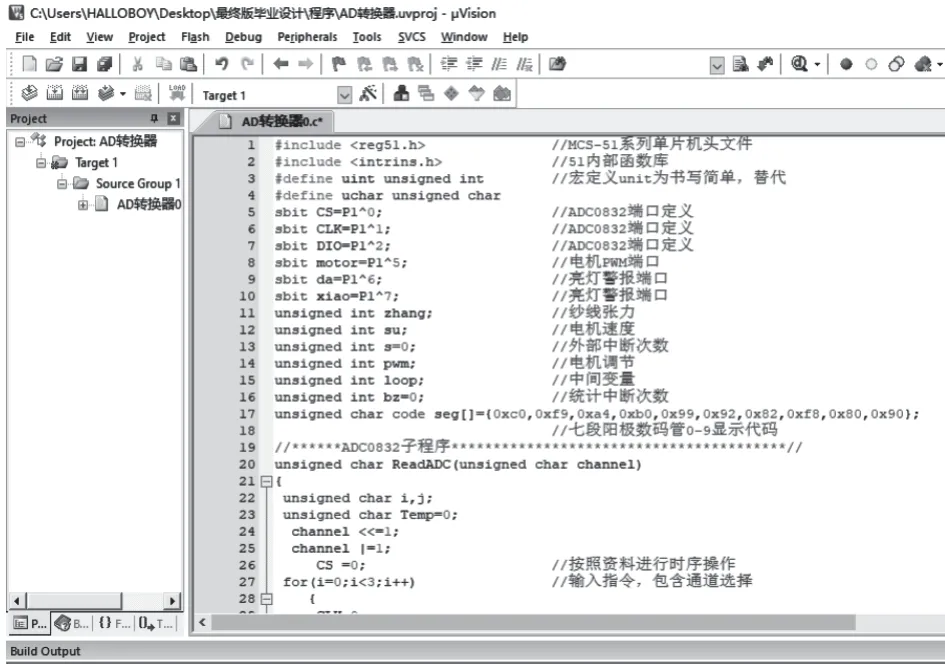
图6 Keil C51的工作界面
3.3 控制系统仿真
Proteus不仅可以进行硬件电路图的设计,并且可以把编写好的程序烧写进单片机进行控制系统仿真。就连外挂的元器件,甚至测量仪器也能很稳定地模拟。系统仿真界面如图7所示。
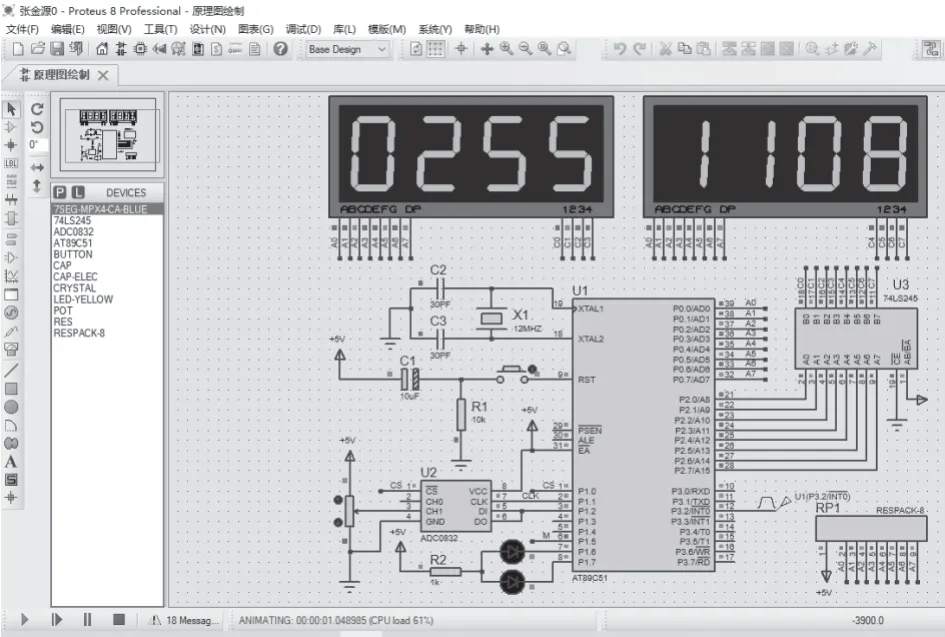
图7 Proteus的工作界面
4 系统搭建与结果分析
4.1 系统搭建
结合实验室现有的搭建条件,并为了使实验现象更加稳定和直观,以可调电压源模拟张力传感器输出的0~5 V电压,可以准确调节电压值的大小。调节电压观察电机转速的变化。
首先焊接电路板,把元件固定在电路板上面,由于引脚较多,把封装元件的引脚用单排针引出来,使用杜邦线连接较为方便快捷。搭建好的实验工作台如图8所示。

图8 实验工作台
4.2 结果与分析
数码管显示张力,下方数码管显示转速,随着纱线张力的变化,电机的转速也在不断变化。如果张力变化值超出可调范围,电机停机,报警灯亮。
5 结束语
当纱线张力发生变化时,槽筒电机的转速会随之得到调整,从而保证纱线张力恒定,设计达到了预期的控制要求。设计不仅适用于络筒机的纱线张力控制,对于其他需要进行张力控制的设备,可结合设备的工艺要求,进行适当硬件修改和软件升级,即可满足相应的控制要求。因此,实用范围较为广泛。
猜你喜欢
纺织科学研究(2021年6期)2021-07-15
紫禁城(2020年1期)2020-08-13
纺织服装流行趋势展望(2020年3期)2020-02-01
中国纺织(2018年8期)2018-09-19
纺织服装流行趋势展望(2016年6期)2016-05-04
纺织服装流行趋势展望(2016年1期)2016-05-04
中国科技纵横(2015年2期)2015-11-05
科学中国人(2014年16期)2014-11-20
火炮发射与控制学报(2014年4期)2014-09-01
中国新技术新产品(2014年3期)2014-03-24