
40Cr 合金结构钢热轧圆钢生产实践
2022-01-23 09:39:56丁建国
山西冶金 2021年6期
丁建国,侯 栋,宋 健,张 鑫
(首钢长治钢铁有限公司,山西 长治 046031)
40 Cr合金结构钢热轧圆钢被广泛应用于制作具有重要用途的调质零件,这些零件一般皆用于机械设备的重要部位,往往需要承受多种载荷的综合作用,其加工制作工艺复杂,因此对钢材有特殊的质量要求。40 Cr钢不仅要求成分均匀、内在及表面的质量都好,而且还要有良好的加工工艺性能。首钢长治钢铁有限公司(全文简称首钢长钢公司)在100万t棒材产线开发了Φ25~30 mm规格的40 Cr热轧圆钢,生产工艺稳定成熟,产品质量可靠。
1 生产工艺控制
首钢长钢公司生产40 Cr热轧圆钢的主要设备包括2座1 080 m3高炉、3座80 t转炉、2座LF精炼炉、3台小方坯连铸机和100万t棒材轧线,其主要工艺流程为:高炉铁水→80 t转炉→LF精炼→连铸浇注→铸坯加热→粗轧→中轧→精轧→打包→取样、检验等。
1.1 成分控制
40 Cr热轧圆钢主要元素含量如表1所示。在满足GB/T 3077—2015基础上,w(C)、w(Si)、w(Mn)、w(Cr)按标准要求的中限控制,w(P)、w(S)按低于标准控制。
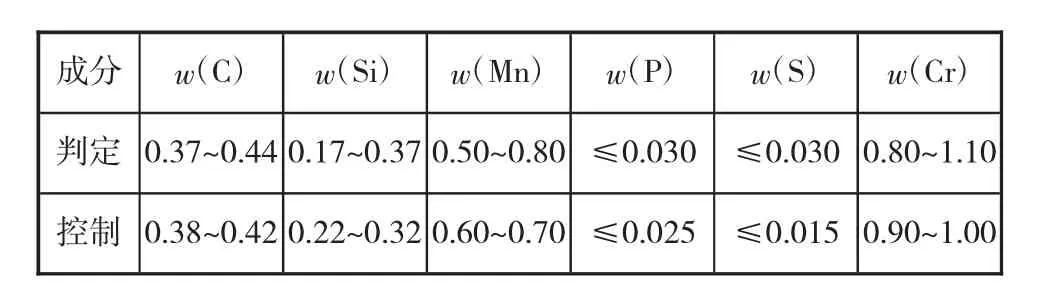
表1 化学成分控制及标准要求 %
40 Cr热轧圆钢的力学性能要求如表2所示。
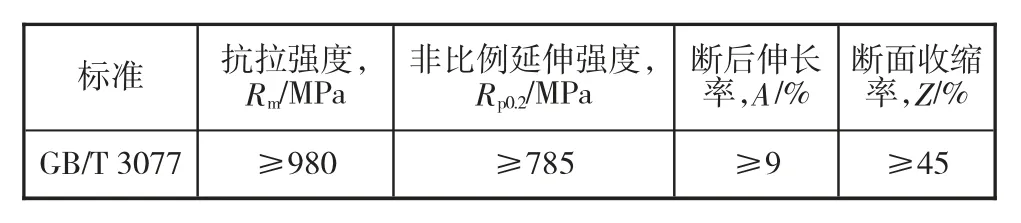
表2 力学性能要求
1.2 炼钢控制
1.2.1 转炉冶炼
转炉终渣碱度不得低于3.0,终点w(C)应保证在0.08%以上,在得到适宜的w(C)的同时,需防止钢水氧化性过强,减少钢水中原始w(O)。铝铁作为脱氧剂,根据终点w(C)和温度水平,吨钢加入量为3.0~3.5 kg。出钢过程加入10 kg/t的石灰、精炼渣等渣料,全程钢包吹氩,使钢水成分和温度保持均匀。
1.2.2 LF精炼炉
为进一步保证钢水成分和温度的均匀,提高钢水纯净度,减少钢中夹杂物和气体含量,采用LF炉对钢水精炼处理。钢水通电后加入活性石灰、精炼渣等造渣材料,总渣料控制在15 kg/t之内,精炼过程渣面加0.5~1.0 kg/t铝粒或硅铁粉进行脱氧,造白渣后持续一定时间。钢水精炼完成后喂入钙铁线进行处理,控制钢中m(Ca)/m(Al)=0.10左右。喂线后钢包弱吹氩10 min以上,在促进夹杂物上浮去除的同时也可防止钢水二次氧化。精炼出站钢水溶解氧(质量分数)不大于6.0×10-6,全铝含量(质量分数)不低于0.020%。
1.2.3 连铸浇铸
连铸机为5机5流R10m全弧型150mm×150 mm小方坯连铸机,采用了全保护浇注、结晶器电磁搅拌、电动缸非正弦振动、塞棒液面自动控制等技术,实现了恒拉速控制。严格开机中包烘烤、中包充氩处理。中间包钢水过热度控制住25~35℃,二冷段气雾冷却,控制铸坯冷速[1],铸坯矫直温度在950℃以上。铸坯堆垛缓冷18 h以上,以促进氢扩散溢出[2]。通过对连铸坯低倍分析得出,中心疏松和中心偏析0~1.0级,裂纹及非金属夹杂均低于1.0级,铸坯质量控制良好。
1.3 轧钢控制
1.3.1 温度控制
40 Cr钢中铬元素含量较高,温度控制不当会使其棒材表层产生贝氏体等异常组织,进而导致40 Cr冷拔断裂。根据40 Cr钢的CCT曲线可知,冷速小于2℃/s时,组织会出现铁素体与珠光体;当冷速大于2℃/s时,就会出现贝氏体[3,4]。因此,40 Cr钢开轧温度需保持在1 000~1 050℃之间,入精轧温度应≤950℃控制。轧后自然冷却,严禁风机风向对着热轧材进行吹风操作。
1.3.2 轧制控制
40 Cr圆钢对表面质量要求严格。轧前检查轧机轧辊、导卫、导槽等的磨损老化现象,调整轧机轧槽对中。严格控制轧材表面质量[5,6],优化孔型设计,将1号轧机孔型槽底宽度加大4 mm,内圆角半径减小11 mm;2号轧机槽底宽度减小4 mm,槽口宽度增加2 mm,以改善轧件过钢充满度。轧制过程中要保证运输设备表面平整光滑无挂钢,避免对轧件划伤及造成折叠缺陷,将头尾剪切干净。定时取冷顶锻试样检测表面质量,出现异常情况时,果断拦钢停轧,以确保表面质量。
2 组织性能分析
2.1 金相组织
40 Cr圆钢的金相组织如图1所示。金相组织为铁素体和珠光体,晶粒度为8.5~9.0级,控制效果较好。钢材表面脱碳层深度为0.08~0.15μm,如图2所示。
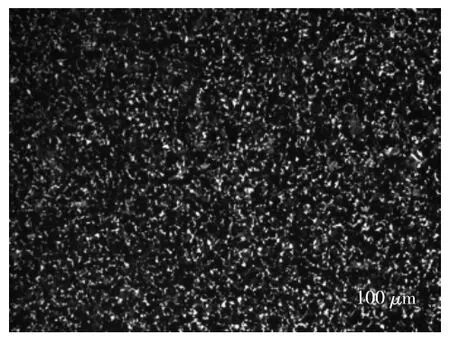
图1 金相组织

图2 表面脱碳层
2.2 夹杂物评级
通过对40 Cr圆钢取样分析得出,硫化物、氧化铝类细系夹杂物均低于1.0级,硅酸盐、氧化物细系夹杂为0~1.5级,非金属夹杂物含量符合GB/T3077要求。
2.3 性能
40 Cr圆钢外形尺寸偏差控制完全满足B级要求,其中C级品比例超70%。40 Cr热轧圆钢的抗拉强度控制在1 010~1 060 MPa,平均为1 030 MPa;屈服强度控制在815~835 MPa,平均为822 MPa;断后伸长率大于12%;断面收缩率为51%~59%,各项性能指标控制稳定。检测1/3热顶锻样合格,用户加工使用正常。
3 结论
首钢长钢公司采用转炉、LF精炼、连铸及100万t棒材产线生产的Φ25~30 mm规格40 Cr热轧圆钢工艺质量稳定,钢质洁净度高,钢材表面质量优良,力学性能适宜,具有良好的加工性能,能很好地满足用户加工使用要求。
猜你喜欢
企业改革与管理(2023年4期)2023-03-22 08:32:26
企业改革与管理(2022年4期)2022-03-28 11:21:50
企业改革与管理(2021年12期)2021-07-14 02:34:44
企业改革与管理(2021年10期)2021-06-24 18:30:46
昆钢科技(2021年1期)2021-04-13 07:55:00
四川冶金(2019年5期)2019-12-23 09:05:00
读写算·高年级(2017年3期)2017-03-21 18:32:28
上海金属(2016年1期)2016-11-23 05:17:28
小学生导刊(高年级) (2014年11期)2014-11-20 14:28:05
天津冶金(2014年4期)2014-02-28 16:52:40
