
3D打印在建筑领域的应用
2022-01-22 10:04陈晓明
科技视界 2021年36期
● 陈晓明
3D打印即增材制造技术,是一种以数字模型文件为基础,运用粉末状金属或塑料等可粘合材料,通过逐层打印的方式来构造物体的技术,通常是采用数字技术材料打印机来实现。
3D打印起源于19世纪末的美国,由美国研究的照相雕塑和地貌成型技术开创了3D打印核心思想。1984年,查尔斯胡尔将光学技术转变为快速成型领域,并于1986年成立了世界上第一家生产3D打印设备的公司3D Systems,自此,美国开始涌现出多家3D打印公司。随后的30年里,3D打印技术不断创新,应用领域持续拓展,3D打印产业逐渐成熟。
目前3D打印根据应用端主要分为民用,商用,工业级等,常规所使用的桌面3D打印机为3D打印技术初级阶段和入门阶段,能够很直观地阐述3D打印技术的工艺原理。

图1 查尔斯胡尔3D打印技术之父

图2 桌面民用级3D打印
而工业级3D打印的应用由于其受制于技术条件、成本价格等因素,主要集中在汽车制造、航空航天、医疗等高附加值的高新技术行业,在其它传统行业的应用方向及深度还有待挖掘,潜力巨大。

图3 工业级3D打印
1 打印材料
由于超大尺度增材制造技术是全新的高分子加工方式,材料的加工过程和热历史既不同于FFF技术也不同于传统塑料加工工艺(例如注塑,挤出等),材料主要聚焦的内容为材料的耐候性(抗老化性),几何物理性能(拉伸、弹性、抗剪切模量以及线膨胀系数)、打印竖直方向力学性能(即层间结合力)以及热稳定性和热历史过程等。
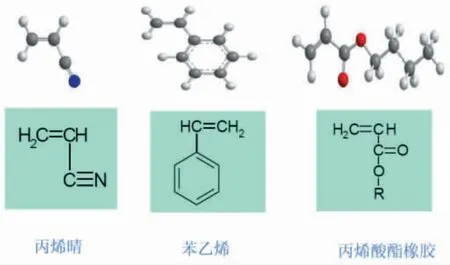
图4 高分子复合材料分子式
常规桌面民用级别的3D打印主要使用的为1.75mm直径或2.85mm直接的线材,相较常规原材料较贵,但适配打印设备。工业级3D打印材料主要采用的为3mm工业粒料复合高含量纤维料以及辅助剂,在降低成本的同时,保证了材料自身的强度、刚度以及其它特殊需求。

图5 3D打印用线材与3mm颗粒料
2 打印设备
超大尺度高分子复合材料增材制造由于工艺及应用场景的特殊对设备系统有着特殊的要求:超大工作范围内的高速高精度、高流速挤出系统、高稳定性控制系统、高集成度操作系统、增减材一体化控制系统等。

图6 龙门式机床复合机械臂3D打印平台
整套打印系统主要由以下几部分组成:
1)高速高精度龙门式机床
为了满足在大跨度,大范围内的加工制造的高速高精度,整套系统硬件上采用高刚度设计,机械传动结构辅以齿轮齿条传动的形式,配合耦合同步伺服轴控制以及双电机反向消隙技术,实现了大尺度下的高速高精度调校,X轴直线度达到0.01ppm,Y轴直线度为0.01ppm。

图7 高速高精龙门式机床
2)高流速高稳定性挤出系统
基于打印材料为3mm颗粒料,挤出系统主体结构采用的立式单螺杆挤出设备,其上搭载多段式温度闭环PID控制系统,使得各段温差控制精度在±0.5℃以内。同时因为其持续高温作业的特性,整套系统的硬件都经过耐高温热处理辅以高温润滑油的方式,保证了系统的稳定性。

图8 自主研发迭代升级高流速挤出系统
增材制造熔融沉积成型的主要缺陷之一就是材料层间的结合力较差,这大大制约了打印产品的应用范围,限制了它的推广普及。通过研发了一种工程塑料高温挤出后对材料的流态控制系统,达到了增加打印构建层间强度,稳定打印构件各处材料密度的统一性,解决了大型打印构件整体强度低的问题,使得采用熔融沉积成型工艺的构件Z方向层间粘结力提升30%以上。同时在外观尺寸上,稳定了打印线条尺寸,通过对挤出熔体进行动态夯实处理,打印的熔体线条均能达到预先设计的线宽与层高,保持了美观性。
最后为了鉴定打印构件质量的好坏,结合材料科学及软件工程学科,从物理及化学层面对打印构件的质量进行横向评定,通过扫描模型与原设计模型的尺寸误差以及打印构件过程中热历史数据的横向比对,判断打印构件的质量是否满足要求。
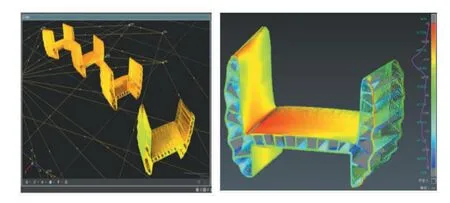
图9 点云扫描合模碰撞检测,色阶图量化误差
3 应用工程案例
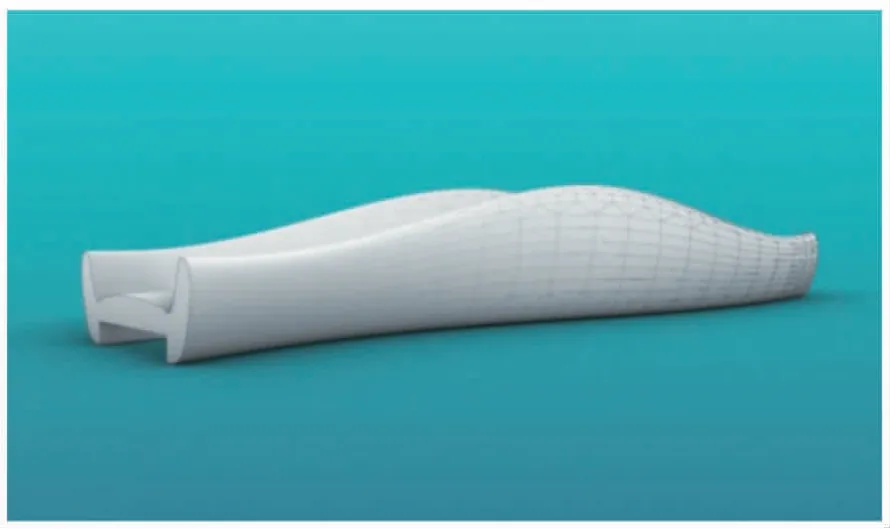
1.上海桃浦智创城中央绿地“时空”3D打印桥
桃浦“时空桥”长15.25m宽4m高1.2m,采用了总体技术路线如下:桥梁外部整体桥形熔融沉积一次成型的打印方案,承重结构采用箱型钢梁,打印的上部桥型通过一头机械连接固定另一头自由释放内应力的方式在车间内进行可靠连接,现场利用吊车一次吊装就位。
桥梁外部整体桥形构件打印工艺如下:桥梁整体外部外形采用空间多维度双曲面数字化设计,通过专用软件进行力学搭载模拟仿真以及拓扑优化仿真设计,再借助专用切片软件,结合各种路径及填充算法,生成数控系统可识别的g代码即打印轨迹,工艺流如下:
1)使用数字建模软件生成可后处理的高精度打印模型
2)基于大尺度3D打印的环形填充运动轨迹(剖面)
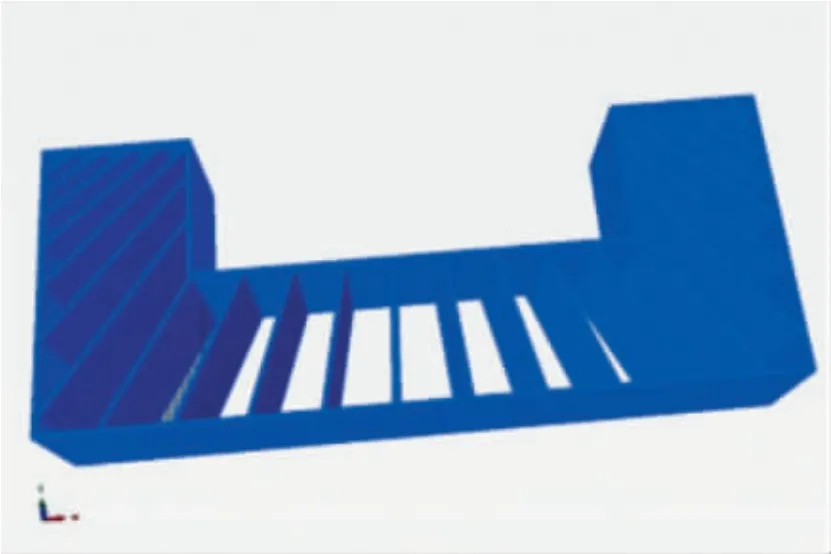
3)对路径模型进行受力分析并指导设计路径(剖面)
4)结合结构力学与数字设计生成打印路径

5)切片路径仿真

6)打印测试

最终桃浦桥历时45天完成打印工作,桥外部造型件及现场实景图如图所示:

图10 桃浦“时空桥”打印完成图及实景图
2.成都龙泉驿区“流云”3D打印桥
3D打印景观桥“流云桥”位于成都驿马河公园内,桥全长21.58米、宽8米、高2.68米,整体遵循城市规划设计桥梁扶手及外肌理,一面桥梁扶手一个峰两边平缓寓意”一山连两翼”;另一面桥梁扶手两个峰一个谷,寓意“两山夹一城”,如图所示:

成都桥设计理念“一山连两翼,两山夹一城”
成都桥采用的总体技术路线与泉州桥基本,在打印及建造过程中引入了三大新技术:
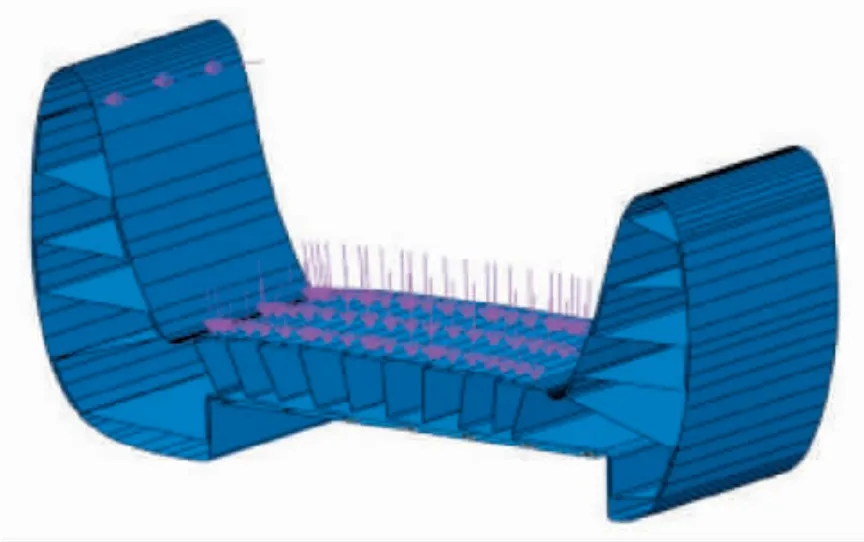
1)全过程温度场监控
为了确保打印质量,采用了横向温度场热历史数据比对的方式,对每一段成都桥打印段进行温度数据记录以及参照经验参数比对,确保了打印构件较小的形变以及最佳的打印质量,如图所示:
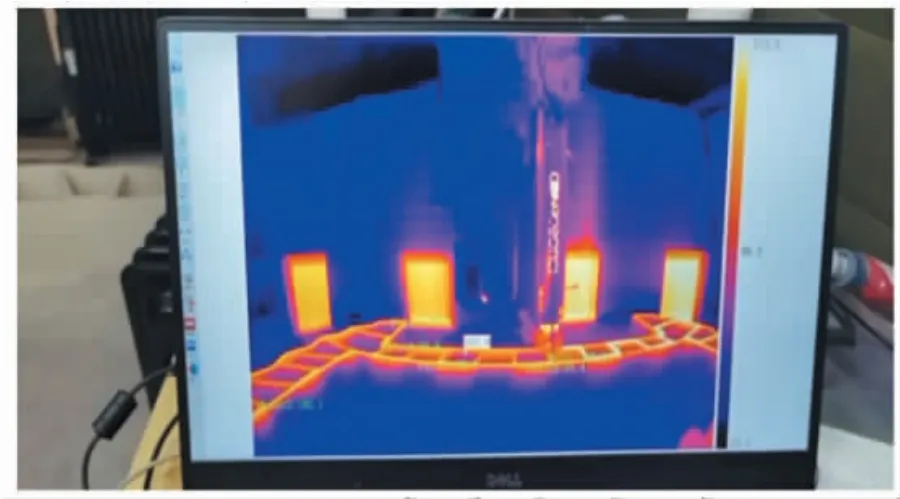
图11 温度场热历史全过程监控
2)激光点云三维扫描
成都桥每段构件中均采用了增减材一体化工艺,为了确保加工时的精度,需要有一个粗几何尺寸数据进行指导,采用了激光点云三维扫描的方式,通过标定靶子建立空间坐标系的方式扫描出构件的外尺寸点云文件,再放入专业仿真检测软件中进行点云模型合模,原设计模型进行合模碰撞检测,如图所示出具色阶图量化误差,如图所示:

图12 激光点云扫描模型合模,色阶图量化误差
3)增减材一体化技术
为了确保现场拼接的精度,简化工序,成都桥的每一段均采用增减材一体化工艺,控制打印的变形量,保障了每一段的精度,如图所示:

图13 五轴CNC加工量与增材制造余量比对

图14 分段五轴CNC断面铣削
最终成都桥历时45天完成打印加工制造,现已于今年初在驿马河公园完成安装工作,实景图如图所示:

图15成都3D打印桥效果图实景图对比
猜你喜欢
石材(2022年4期)2022-06-15
制造技术与机床(2019年6期)2019-06-25
表面工程与再制造(2019年1期)2019-05-11
青年歌声(2019年2期)2019-02-21
国际木业(2016年8期)2017-01-15
国际木业(2016年12期)2016-12-21
汽车与安全(2016年5期)2016-12-01
国际木业(2016年3期)2016-12-01
国际木业(2016年1期)2016-12-01
焊接(2016年4期)2016-02-27
