
基于UG加工环境下透平叶片的工艺与编程方法研究
2022-01-20 09:10:12蒋修定
农业装备技术 2021年6期
季 青,蒋修定,陈 俊
(江苏联合职业技术学院 镇江分院,江苏 镇江 212016)
0 引 言
透平叶片是透平机械(如汽轮机、燃气轮机、水轮机等)中用以引导流体按一定方向流动,并推动转子旋转的重要部件。透平叶片通常需要与转子配合使用,装在壳体上的叶片称静叶片或导叶,装在转子上的叶片称为动叶片。透平叶片的主体是叶身,其尺寸关系到透平的流通能力。透平叶片种类繁多。现代大型电站汽轮机使用几十级由短到长的静、动叶片,使高达30 MPa 压力的蒸汽逐级膨胀到约0.005 MPa的出口压力,末级叶片的长度可达1.5 m[1]。零件的工作环境较为恶劣,但对加工后的表面粗糙度和轮廓精度要求较高,所以对叶片所使用的材料和加工工艺有较高的要求。透平叶片的毛坯外形可以在车床上加工出来,对于叶片则需要使用多轴加工机床进行加工。UG 编程是指采用西门子公司研发的专业3D 软件UG ,进行数控机床的数字程序的编制。它为用户的产品设计及加工过程提供了数字化造型和验证手段,针对用户的虚拟产品设计和工艺设计的需求,提供了经过实践验证的解决方案。
1 UG 相关加工方法介绍
1.1 型腔铣
型腔铣主要用于粗加工,以切除大部分毛坯材料,几乎适用于加工任意形状的几何体,也可应用于斜度不大的侧壁的精加工,或者用于清根操作[2]。型腔铣以固定刀轴快速而高效地粗加工平面和曲面类的几何体,它和平面铣一样,刀具是侧面的刀刃对垂直面进行切削,底面的刀刃切削工件底面的材料,不同之处在于定义切削加工材料的方法不同。
1.2 等高轮廓铣
等高轮廓铣是一种固定的轴铣削操作,通过多个切削层来加工零件表面轮廓。在等高轮廓铣操作中,除了可以指定部件几何体外,还可以指定切削区域作为部件几何体的子集,方便限制切削区域。如果没有指定切削区域,则整个零件进行切削,在创建等高轮廓铣削路径时,系统自动追踪零件几何体,检查几何体的陡峭区域,定制追踪形状,识别可加工的切削区域,并在所有的切削层上生成不过切的刀具路径。
1.3 固定轴曲面轮廓铣削
固定轴曲面轮廓铣削是一种用于精加工由轮廓曲面所形成区域的加工方式,它通过精确控制刀具轴和投影矢量,使刀具沿着非常复杂的曲面运动[3]。在固定轴曲面轮廓铣削中,所有零件几何体都是作为有界实体处理的。相应地,由于曲面轮廓实体是有限的,因此刀具只能定位到零件几何体上现有的位置。刀具不能定位到零件几何体的延伸部分,但驱动几何体是可延伸的。
1.4 可变轮廓铣
可变轮廓铣与固定轴曲面轮廓铣不同的是,多轴曲面轮廓铣可以精确地控制刀轴和投影矢量使刀具沿着非常复杂的曲面运动[4]。其中,刀轴的方向,即刀具的中心指向夹持器的矢量方向,它可以通过输入坐标值、指定几何体、设置刀轴与零件表面的法向矢量的关系,或设置刀轴与驱动面法向矢量的关系来确定。
创建多轴加工操作的一般过程是:(1) 定义几何体以及指定刀具。(2)指定选项,如进给率、进刀和退刀运动、部件表面等。(3)指定几何体参数,如选择优化加工顺序、避让障碍等。(4)生成刀路轨迹及仿真。
2 透平叶片加工工艺分析
透平叶片的特点是叶身较长,叶片壁薄,大多数叶片零件均使用合金不锈钢作为基体材料,该材料属于不易铣削加工的材料。合理的对零件进行多轴加工程序的编制、选择合适的切削用量、因地制宜的选用刀具材料成为顺利加工出该类型零件的关键技术之一。透平叶片毛坯为圆柱体,采用三爪卡盘装夹,再通过螺钉和压板直接安装在机床工作台上[5]。叶片的叶身部分对加工后的表面质量要求较高,因此因可能采用一条加工程序完成整个叶身部分的加工,避免产生接刀情况。
3 编程加工准备
顺利进行程序编制前需要对加工零件进行一些必要的准备工作,如设置加工坐标系,设置零件毛坯和加工零件,建立加工刀具等。
4 编写加工程序
透平叶片具体加工工艺步骤如下所示。
工序1:凸面型腔铣粗加工,作为粗加工程序可快速去除零件的毛坯余量,为零件的后续加工做准备,刀具轨迹如图1 所示。

图1 凸面型腔铣粗加工
工序2:凸面等高轮廓铣加工,适用于陡峭曲面的半精加工或精加工,刀具轨迹如图2 所示。
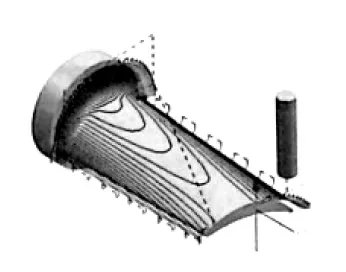
图2 凸面等高轮廓铣加工
工序3:凹面型腔铣粗加工,刀具轨迹如图3所示。
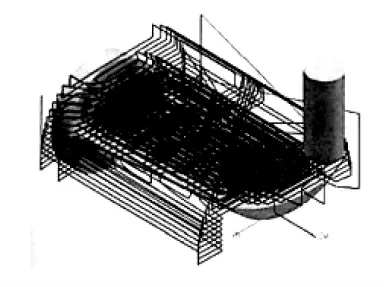
图3 凹面型腔铣粗加工
工序4:凹面等高轮廓铣加工,刀具轨迹如图4所示。

图4 凹面等高轮廓铣加工
工序5:叶身可变轮廓铣加工,可控制多种驱动方法和刀具轴,可根据零件的加工要求创建多轴联动粗加工、半精加工和精加工程序,可自由灵活的编写所需的加工程序,刀具轨迹如图5 所示。

图5 叶身可变轮廓铣加工
工序6:叶底可变轮廓铣加工,刀具轨迹如图6所示。

图6 叶底可变轮廓铣加工
工序7:凹面固定轴曲面轮廓铣削加工,主要针对一些需要对刀具轴进行一定角度的倾斜才能将被加工部分加工到位的位置,此方法更具有加工效率上的优势,刀具轨迹如图7 所示。

图7 凹面固定轴曲面轮廓铣削加工
工序8:凸面固定轴曲面轮廓铣削加工,刀具轨迹如图8 所示。

图8 凸面固定轴曲面轮廓铣削加工
5 程序模拟仿真与代码生成
对已经编写好的程序进行模拟仿真是检验程序正确性最为直观快捷的方法,编写人员可通过程序仿真功能检验程序的正确性。完成加工程序的编制和验证后,还需将程序的刀具轨迹转化为机床可识别的NC 代码,用于控制机床的运动动作。透平叶平后处理建议均采用mill5axis 后置处理器。
6 编写工单列表
程序工单详细记录了加工程序所对应的使用刀具参数、零件的装夹方式和加工坐标系的确定等基本加工信息,是指导机床操作人员进行加工生产的重要技术文件。透平叶平的加工工单参见表1 所示。

表1 透平叶片的加工工单
7 立式5 轴加工中心加工注意事项
立式加工中心是一种逻辑性比较复杂的机器,是指主轴和工作台设置为垂直状态的加工中心,它是在数控铣床的基础上开发的,还集成了CNC 铣床的特性和功能。
加工程序应在仿真验证检查无误后方可工作,使用高速功能时要确认刀具的特性,排屑槽中铁屑过多时应先手工清扫再打开排屑器。
机床开启后,要注意查看主轴、作业台各方向的运动及各个压力指示表是否工作正常,机床操作人员应在了解机床功能、操作方法和注意事项后,在有关人员的指导下方可上机操作[6]。
立式加工中心加工过程中应时刻注意机床的运动和加工状态,遇到异常现象、噪音或警报时,应立即停机查看处置,问题解决后方可继续加工。
工件加工结束,要及时清扫作业台、擦洗并保养机床。封闭机床主电源前必须先封闭控制系统,非紧急状况不运用急停开关,每天下班前应填机床的工作记载,做好交接班。
猜你喜欢
课堂内外·小学版(低年级)(2023年6期)2023-04-29 00:44:03
辽宁师专学报(自然科学版)(2021年1期)2021-07-21 03:17:04
制造技术与机床(2019年11期)2019-12-04 05:50:54
制造技术与机床(2018年8期)2018-10-09 08:27:48
中国塑料(2016年5期)2016-04-16 05:25:45
计算机工程(2015年4期)2015-07-05 08:27:39
锻压装备与制造技术(2015年4期)2015-07-01 09:32:48
锻压装备与制造技术(2015年2期)2015-06-26 09:00:30
金属加工(冷加工)(2015年11期)2015-04-17 07:06:50
机电信息(2015年3期)2015-02-27 15:54:48
