
调频激光雷达测量技术及在航空航天领域的应用
2022-01-18 08:32张容卓缪寅宵宋金城郭力振郭天茂
宇航计测技术 2021年4期
刘 柯 张容卓 缪寅宵 朱 浩 宋金城 郭力振 郭天茂
(北京航天计量测试技术研究所,北京 100076)
1 引 言
调频激光雷达测量技术属于仪器科学与技术领域,是一种高端几何量精密测量技术,能够解决大型复杂零部件几何参数测量精度低、测量速度慢的问题。以往对大型零部件几何参数的测量主要依靠激光跟踪仪、摄影测量以及大型三坐标测量机等。激光跟踪仪工作时需要将反射靶球作为合作目标放置在被测零件表面,在一些操作者无法放置反射靶球的场合不能工作;摄影测量技术需要在被测工件表面粘贴反光标志点,并且其测量范围和测量精度相互制约,为了对大型零部件测量时获得较高的精度,需要在多站位多次测量,效率较低,且无法应用于测量人员和设备无法靠近的场合;大型三坐标测量技术虽然精度高,但只能进行单点测量,测量效率低,并且无法获得零部件三维形貌信息。相比之下,调频激光三维形貌测量技术具有测量范围大、精度高、非接触、非合作目标、扫描速度快、自动化程度高等特点,在解决火箭燃料储箱加工误差分析、大型飞机装配精度评价、船舶潜艇螺旋桨制造精度评估、风力发电机叶片制造误差测量等超大尺寸表面三维形貌快速精密测量、大型设备整机装配测量、人工无法到达的特殊现场条件下几何参数测量等问题时有显著优势,具有其它仪器不可替代的作用。
2 调频激光雷达工作原理及关键技术
2.1 调频激光雷达工作原理
调频激光雷达自身建立球坐标系,通过扫描的方式对目标进行测量,如图1所示。坐标系原点位于方位、俯仰扫描轴的交点。测量时,目标与原点之间的距离R
由激光测量得到,角度坐标由测距光束的方位角(α
)和俯仰角(β
)来表示。通过二维扫描即可获得被测目标表面各点的空间球坐标。利用球坐标与直角坐标之间的转换关系,就可以在直角坐标系下得到被测目标个点的三维坐标。距离测量采用调频连续波(FMCW)激光测距技术,有效提高了距离测量精度。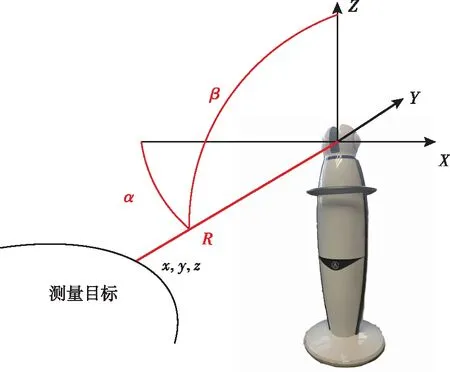
图1 激光雷达测量坐标系示意图
激光雷达测量得到目标的球坐标(R
,α
,β
),将球坐标转化到直角坐标系即可得出目标点的三维坐标值(x
,y
,z
):x
=R
sin(β
)cos(α
)y
=R
sin(β
)sin(α
)z
=R
cos(β
)(1)
为了方便测量,激光雷达扫描仪中通常配有两种激光。一种用作指示当前扫描的位置,通常为可见光;一种为测量激光。常用的测量激光通常选用1550nm波长的激光。该波长的激光已经广泛应用于激光通信领域,相关技术、器件成熟,对人眼安全,而且在空气中衰减较小。测量光和指示激光通过调焦光学系统耦合后出射。对于不同距离的被测目标,通过调焦使测量光在目标表面汇聚,提高信噪比。精密伺服三维扫描系统驱动扫描反射镜,改变测量激光的出射方向,通过扫描对目标进行测量,其结构原理如图2所示。
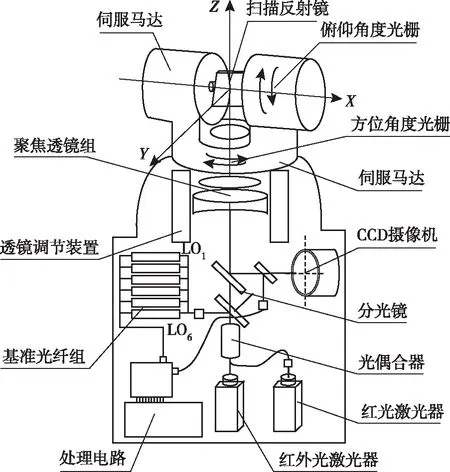
图2 激光雷达测量系统原理结构
2.2 调频激光测距工作原理
调频激光测距原理如图3所示。可调谐激光器在调制信号的控制下,发出频率连续变化的测量光。发出的测量激光被分为两部分,一部分作为参考光,另一部分通过光学系统出射至被测物体。
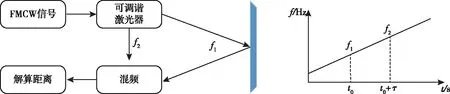
图3 调频激光测距原理示意图
激光器经过调制后,其输出光频率与时间的关系为:
f
(t
)=f
+(B/T
)t
(2)
式中:f
—激光的中心频率,Hz;B
——调制带宽,T
——调制周期,s,t
——时间,s。激光器在t
时刻发出的光频率为f
,经过时间τ
后从目标返回,在这一时刻,激光器发出的光频率为f
,即参考光的频率为f
。测量光与参考光之间存在频率差,叠加干涉后得到拍频信号IF。发出的测量光频率和返回后的频率与时间的关系如图4所示。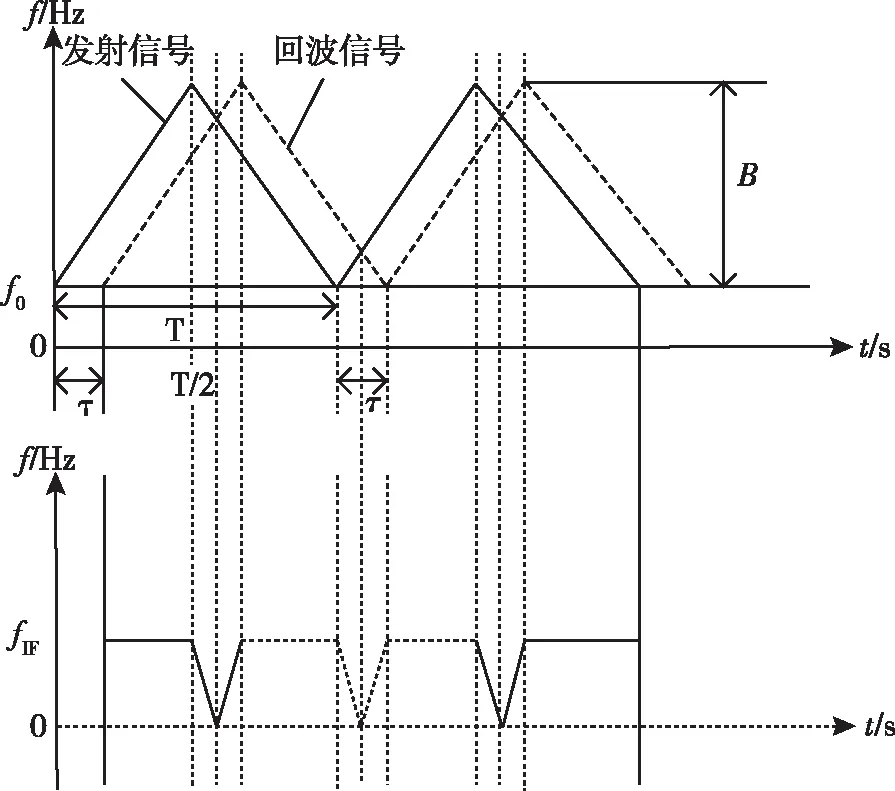
图4 线性调频连续波信号拍频原理
从图中可以看出,测量距离与拍频信号IF的频率之间为一一对应的关系,其大小为:

(3)
式中:τ——激光飞行时间,s。因此目标与测量系统之间的距离R可以表示为:

(4)
式中:c——光速,m/s,f
——精确测量拍频信号的频率,Hz。2.3 调频激光雷达所涉及的关键技术
2.3.1
连续波线性调频激光器设计技术线性连续调频激光器作为线性调频连续波激光测距系统的发射源,其性能直接影响距离测量的精度。根据线性调频连续波激光测距系统的测量原理,其调谐范围W
与测量固有误差ΔR
成反比,如式(5)所示。ΔR
=cη/
2W
(5)
式中:η
——信号细分数,W
——调谐范围,可见调谐激光器的调谐范围是线性调频连续波激光测距系统绝对距离测量精度的关键性指标。波长可调谐半导体激光器按结构划分主要有外腔半导体激光器,多电极半导体激光器,垂直腔面发射激光器等。外腔半导体激光器具有很窄的激光线宽,较高的输出功率,较宽的调谐范围,并且具有很宽的连续无跳模范围,因此可以作为线性调频连续波激光测距系统的激光光源。2.3.2
高灵敏光电探测元件及接收电路设计技术为实现对非合作目标的精确测量,需要设计高放大倍数、低噪声的接收电路。一般接收普遍使用APD作为感光探测器,APD体积较小,内部雪崩使得光电流增益大幅提高,暗噪声较小,可以提高探测信噪比,使得作用距离大幅提升。经调研,国外星载激光探测系统使用的APD探测灵敏度为国内能够购买到型号的5倍左右,而且通过先进的微电子技术,在敏感元件内部集成了局部主动温控系统,具有极佳的光电探测性能和环境适应性,为后续的电路设计降低了难度,在噪声水平控制技术上优于国内,或者说在同样的激光能量水平上可以实现几倍的探测距离。因此,在关键的核心元器件来源及接收电路的设计上,需要进一步的发展。
2.3.3
调频信号的非线性校正技术调频激光测距系统要求激光器输出的频率与时间成线性变化,而且线性度越好,测量精度越高。由于实际激光输出频率与调制信号存在非线性,调频信号的非线性测量校正技术是决定线性调频连续波激光测距系统能否实现高精度测量的一个非常重要的关键技术。目前主要的非线性测量校正方法有通过光谱仪测量校正方法、光路采样测量校正方法、信号处理拟合测量校正方法。其中光谱仪测量校正方法可称为硬件检测校正法,可直接对激光器输出波长进行测量,后两种都是通过光路中的拍频信号来反算激光输出频率,属于间接测量测量方式,其测量与校正方法的校正能力有限。如何通过非线性测量校正实时补偿调频信号,提升拍频信号解调有效分辨率,是调频激光雷达研究中的核心关键技术。
3 调频激光雷达测量技术国内外研究及应用现状
3.1 调频激光雷达国内外研究现状
目前用于大尺寸构件自动化测量的激光雷达的生产厂家主要是美国的Metris公司(现已被日本Nikon收购),其生产的激光雷达系列产品有MV224、MV260、MV330、MV350等,其中典型的MV260激光雷达的性能参数如表1。

表1 MV260激光雷达性能参数
在国家重大科学仪器设备开发专项的支持下,北京航天计量测试技术研究所开展了高精度调频激光雷达研究,针对航天、航空、核电、高铁、船舶等领域大型结构件形状位置公差测量需求,攻克了大范围窄线宽线性调频激光产生、线性调频激光测量信号高精度解调及线性连续调频激光器非线性实时校正等关键技术,研发的高精度激光雷达扫描仪成功应用于新一代大型运载火箭等国家重大型号中,解决了发射平台箭体对称度测量等多项现场测量难题。
研制的调频激光雷达测距范围(1~50)m,水平测角范围±180°,垂直测角范围±45°,距离测量精度在2m处可达0.02mm,50m处可达0.3mm,水平角和垂直角测量不确定度U
=1″,测量速度1000点/s。经第三方异地测试表明,主要技术指标达到国外同类产品技术水平,仪器外观如图5所示。
图5 国产调频激光雷达样机
3.2 调频式激光雷达在航空航天领域的应用现状
由于目前市场上调频激光雷达产品只有日本Nikon一家,造成仪器价格昂贵(单台价格在500万以上),也使得调频激光雷达作为一种高端仪器,在世界各国总量并不多,其应用主要集中在航空航天等重点科技领域,其典型应用如下。
3.2.1 激光雷达在大尺寸零部组件空间几何参数测量中的应用
俄罗斯航天局采用Metris调频激光雷达MV224作为测量手段,目前拥有的激光雷达数量为11台。在航天大型件的几何参数测量中的应用主要有天线展开金属面的测量,在金属表面选择100000个点进行实际测量;以及天线的水平角和俯仰角等几何量的测量。其工作效率高于经纬仪系统、激光跟踪仪以及摄影测量系统。图6为实际天线表面形变的检测实例,检测结果如图所示。在室外环境10摄氏度的条件下在半径为500mm的天线表面布置10000个点进行测量,所用到的工具球(转站)为8个测量模式。测量得到较高的精度,均方误差为0.83mm。每一片段的变形量测量误差为0.78mm。

图6 天线表面形变测量
美国洛克希德—马丁公司将激光雷达用于航天飞机外储箱的测量Shuttle External Tank(ET),被测外储箱的长度为47m,直径为8.5m。采用MV226激光雷达测量外贮箱表面变形,如图8所示。

图7 外储箱表面点云以及测量结果
在航空大尺寸零件测量领域,激光雷达也得到了广泛的应用。欧洲空客公司使用激光雷达对A380反推系统的质量进行检测。使用单个激光雷达对A380反推系统的蒙皮表面进行型面检测,检测时间为60min。检测时将反推系统安装在具有多自由度的升降车上,使用升降车完成多角度反推系统的检测,如图8所示。
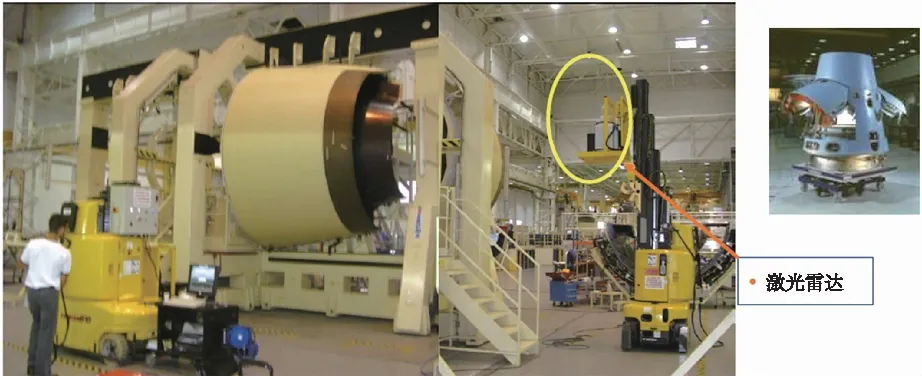
图8 激光雷达反推系统检测
Spirit Aerosystems公司应用MV260激光雷达系统检测机头蒙皮外形,如图9所示,目标是利用激光雷达的自动测量功能检测蒙皮上的1200个表面点(Defined From CAD),从而缩减流水线的检测时间。在检测时将MV260固定在某个位置,将机头放置在一个可以旋转的型架上。通过旋转型架使得蒙皮得到全部测量。测量结果表明使用激光雷达设备和SA软件使得整个流水线的检测时间缩减70%,测量精度远好于原有的测量工艺,大大减少了人工成本,从原有4人减少到1人。

图9 机头蒙皮外形雷达测量和多角度蒙皮测量结果
美国波音公司利用激光雷达进行787机翼蒙皮切割测量。图10为787机翼蒙皮生产在线3D测量现场,通过将两台激光雷达放置在水切割龙门架上以便边切割边测量,从而在检测时形成自动化闭环系统。

图10 蒙皮制造过程中的检测
波音公司利用激光雷达进行787机翼蒙皮切割测量时应考虑设置公共点的数量和位置,以便使得多台设备和多个位置测量结果保证在同一坐标系中合并运算。为减少测量数据统一过程中的误差,设置了20个公共点。使用invar bar(不涨钢柱)支撑公共点,使用SA(SpatialAnalyzer)软件中的USMN功能,此功能可帮助操作者将所有测量点统一在同一个坐标系中。使用激光雷达有如下优点:
(1)激光雷达的使用使得787机翼蒙皮的切割实现了自动化测量,并且此系统工作稳定;
(2)激光雷达系统测量三维数据与龙门架控制系统实现了数据自动交换,形成一个闭环系统;
(3)此项技术为实现一些大型复杂部件的三维自动化测量提供一种完美的解决方案。
空客公司使用激光雷达对空客A380机翼进行检测,与波音787类似,空客A380的机翼也是采用复合材料制成。在检测时使用由1台MV260激光雷达组成的系统检测A380机翼的定位孔和曲面结构。从传统的激光跟踪仪检测工艺转变成激光雷达工艺为空客公司节省70%的时间,大大缩短了检查时间。
另外,空客公司还使用激光雷达作为最终测量手段来检测机身段上的连接点和机身内部的多个关键点。在进行这项测量之前,曾尝试使用摄影测量的方法,在完成相同的测量任务下,摄影测量消耗20个小时,并投入了2个操作人员,而激光雷达花费不到1个小时的时间,操作人员为1人。因此空客公司毅然决然地采用激光雷达作为A380机身段的检测手段,如图11和图12所示。

图11 激光雷达检测

图12 摄影测量检测
3.2.2
激光雷达在数字化装配定位测量中的应用在美俄等航天航空发达国家,基于调频激光雷达的测量技术已发展多年,在航天航空领域总装测量中已得到良好的应用。
2008年美国航天局将Metris MV260激光雷达用于固体火箭助推器与火箭的对准装配以及固体火箭助推器与航天飞机的对准装配,提高了装配精度和装配效率,应用现场如图13所示。

图13 用于装配的激光雷达
我国也引进了一些调频激光雷达设备,典型的有北京航天计量测试技术研究所、西安飞机制造厂、哈尔滨飞机制造厂、中国卫星制造总厂等。其中北京航天计量测试技术研究所为国内最早研究应用调频式激光雷达的单位,研制了多测量系统坐标系转化靶标,并将其应用在卫星产品的装配、网状天线装配面型、位置公差测量中,取得了一系列应用成果。此外北京卫星环境工程研究所等采用美国Metris公司的MV330型激光雷达首先利用多个已知位置的靶球建立卫星测量基准坐标系;之后利用高精度平面镜的隐藏点扫描测量功能获取发动机的内部轮廓点云图;最后利用Spatial Analyzer专业测量软件计算出发动机内部的关键几何中心轴线方向。
激光雷达在航空领域装配检测中应用最好的是空客公司。德国汉堡在空客A380机身对接中使用激光雷达MV260精确测量对接的链接位置,并使用了Brunson公司的可升降支架,SA软件的测量结果显示了垫片的实际位置以及偏差,如图14、15所示。

图14 激光雷达机身段对接
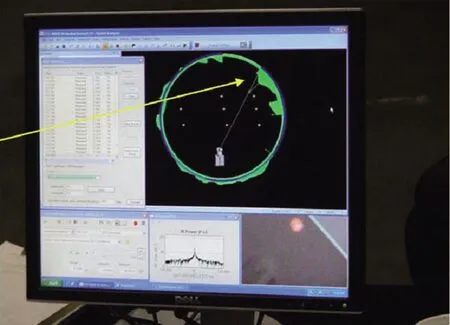
图15 SA软件的测量结果
3.2.3 国产调频激光雷达在大型运载火箭垂直装配现场测量中的应用
北京航天计量测试技术研究所使用研制的调频式激光雷达完成新一代大型运载火箭首飞前现场测试任务。在我国新一代运载火箭研制过程中,按照新“三垂”方案进行总装、测量和转运,其中“垂直测量”环节,通过使用高精度激光雷达扫描仪对箭体轮廓进行快速高密度点云扫描测量,并通过数据拟合、与设计模型进行比对分析,从而完成助推级与芯级对称度、支撑臂支点水平度及在发射坐标系中的精确定位等测量分析任务,为航天重大型号首飞成功解决了现场计量测试难题。测量现场及扫描点云轮廓如图16所示。
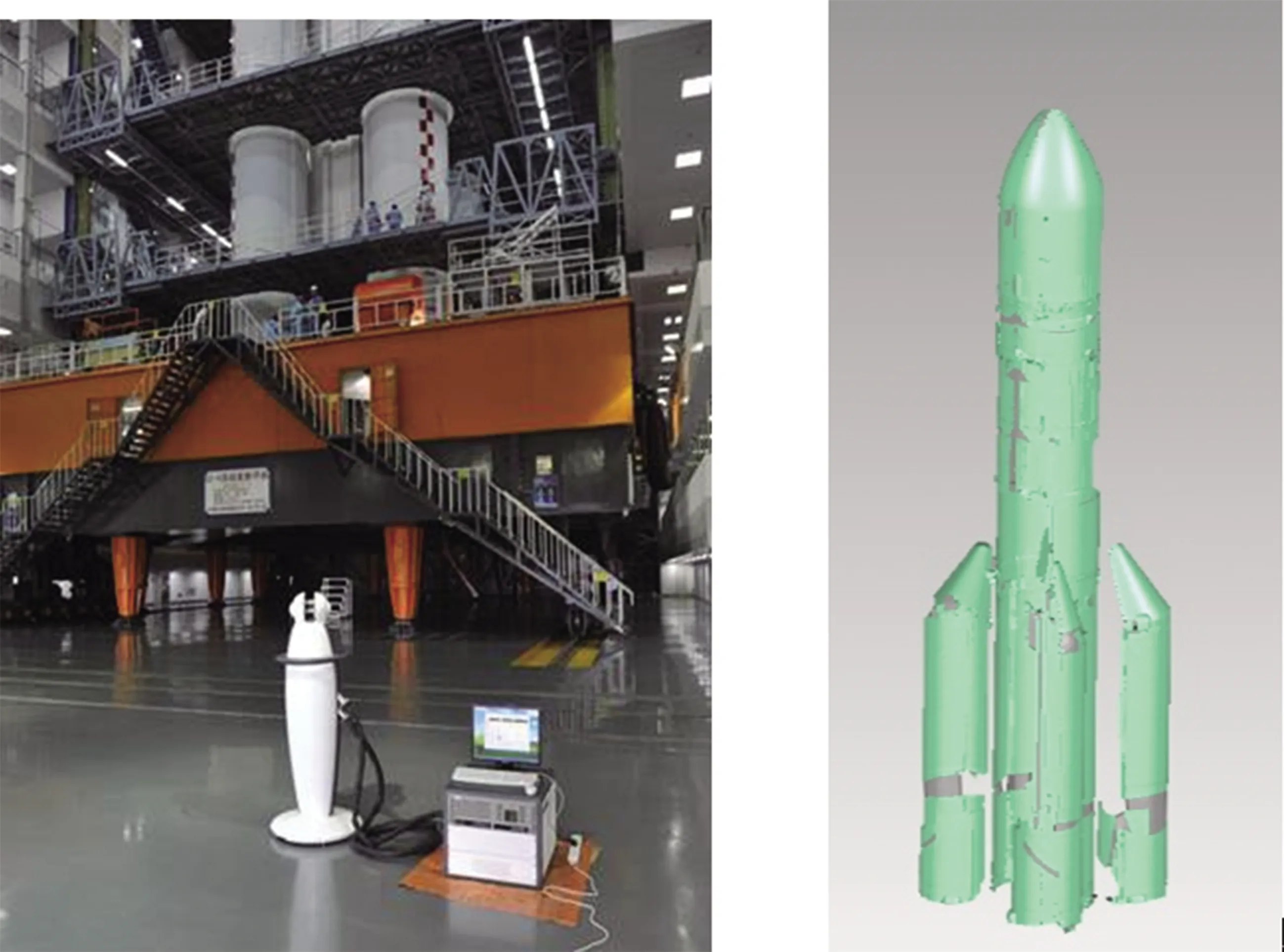
图16 国产激光雷达应用于大型运载火箭垂直装配现场测量
4 调频激光雷达研究发展趋势
作为一项新技术,调频激光雷达研究应用中也还存在很多问题,比如软件对点云数据处理速度较慢,大型零件需要多次转站测量,对作业人员要求较高,设备体积大使用不便等。在今后的研究和发展在以下三个方面:
(1)进一步优化系统硬件,提高激光雷达扫描仪的测量速度、精度以及系统可靠性;完善软件功能,提高点云处理速度和精度,拓展应用领域;
(2)设计软件接口,与其他测量系统如惯组、GPS、自主移动平台等深度融合,扩展设备功能,实现扫描点云数据的自动拼接,提高工作效率。
(3)仪器的小型化、接口化网络化,使其更容易与工业机器人、无人机整合,使其能够在先进制造、复杂环境智能测量等领域发挥更大功效。
5 结束语
随着国家“中国制造2025”计划的推进实施,创新驱动、质量为先的理念深化融入各行各业,工业4.0、智慧工厂也不断建设发展,目前代表非合作目标大尺寸测量最高水平的调频激光雷达测量技术,以其精度高、效率高、功能强的技术优势,以及国产化激光雷达成熟后的成本、服务优势,将在航空航天等先进制造领域得到更加广泛的普及应用;高端制造行业的应用需求也将促进国内外调频激光雷达研究向着小型化、智能化、网络化的趋势发展,与先进制造、智能制造的发展结合更加紧密。
猜你喜欢
卫星电视与宽带多媒体(2022年4期)2022-05-06
农业工程学报(2022年4期)2022-04-24
汽车观察(2021年8期)2021-09-01
科技研究·理论版(2021年20期)2021-04-20
计算机与网络(2020年19期)2020-12-04
科学与财富(2017年36期)2018-04-21
东方教育(2016年22期)2017-04-07
环球人物(2017年3期)2017-03-31
微型计算机·Geek(2009年3期)2009-12-11
商情(2009年1期)2009-04-27
