基于PLC控制技术的农村污水处理厂提标改造方案设计
2022-01-06 12:08白雪宁魏康民
农业工程 2021年10期
白雪宁,魏康民
(陕西工业职业技术学院,陕西 咸阳 712000)
0 引言
随着我国农村建设进程日益加快,为保护自然水体不受污染,保障人民身体健康和居住环境质量,污水治理成了环境问题的重中之重。然而,农村污水处理厂污泥脱水设备陈旧,污泥处理后含水率高(约80%);污水处理控制系统自动化程度低,工艺落后,出水TP(总磷)、TN(总氮)、pH值等项目指标严重超标,很难满足当前污水处理的新标准与新要求[1]。为提高污水处理的质量与效率,探究农村污水处理提标改造工艺方案、改进污水处理设备、设计污水智能控制系统等成为研究关键。
1 农村污水处理厂现状
污水处理公司位于A市B镇某村的南侧,渭河河堤以北,六号路以东,七号路以西。在多次走访、勘察和充分调研的基础上,对该厂污水处理系统的现状分析如下[2]。
(1)原设计污水处理规模Q=20 000 m3/d,设计运行两组10 000 m3/d,但目前只运行一组10 000 m3/d,实际日处理污水量为5 000 m3/d左右。目前,该企业外排水水质满足设计处理标准,然而根据新的排放要求,在达到设计负荷时,将无法满足新的排放标准。
(2)现有污水处理有限公司深度处理工艺设置有方形滤池,但方形滤池处理量不能满足原设计要求,且设备老化严重。
(3)深度处理单元无除磷功能,易造成总磷超标,需进一步补充深度处理工艺。现污水处理后的实际出水水质部分指标:COD(化学需氧量)≤50 mg/L,BOD5(生化需氧量)≤10 mg/L,NH3-N(氨氮)≤5 mg/L,TN(总氮)≤18 mg/L,TP(总磷)≤0.5 mg/L。
(4)原污泥浓缩池容量偏小,给远期污泥处理产生影响。
(5)原污泥系统只能将污泥的含水率处理到80%左右。污水处理有限公司污泥拟定填埋处置,根据GB50869—2013《生活垃圾卫生填埋处理技术规范》,农村污水处理厂污泥进入生活垃圾填埋场时,污泥含水率需<60%。因此原污泥压滤系统需做改造,以满足污泥处理要求。
(6)污水处理厂无除臭系统。
(7)污水产生量远远超过设计处理规模,污水处理率较低。
(8)污水处理控制系统自动化程度较低。
2 改造方案
依据上述调研结果、污水总量测算与企业实际污水处理负荷,确定本项目的提标改造与升级设计处理规模Q=10 000 m3/d,后期将按照厂区新规划,进行二期扩建,以提高污水处理率。此次项目主要目标如下。
(1)研究当前污水处理工艺流程,提出能有效提标的改进工艺方案。
提标改造与优化升级目标:处理出水从一级A提标升级至DB61/224—2018《陕西省黄河流域污水综合排放标准》中的A标准,出水水质部分指标:COD(化学需氧量)≤30 mg/L,BOD5(生化需氧量)≤6m g/L,NH3-N(氨氮)≤1.5 mg/L,TN(总氮)≤15 mg/L,TP(总磷)≤0.3 mg/L,pH值=6~9。
(2)了解现有主要污泥处理设备,完成污水处理设备的改造与升级。
改造的目标:污泥脱水后的含水率≤60%。
(3)探讨现用污水处理控制系统,设计能高效提标的“基于PLC控制技术的污水处理智能控制系统”。
2.1 污水处理工艺改造方案
2.1.1原有工艺流程
原污水处理工艺流程:废水→粗格栅→提升泵站→细格栅→旋流沉砂池→反应池→初沉池→一体化改良氧化沟→紫外线消毒池→流量计井→计量排放。
现今污水处理后的实际出水水质部分指标:COD(化学需氧量)≤50 mg/L,BOD5(生化需氧量)≤10 mg/L,NH3-N(氨氮)≤5 mg/L,TN(总氮)≤18 mg/L,TP(总磷)≤0.5 mg/L。
原污泥处理工艺:初沉池污泥、氧化沟污泥→污泥浓缩池→储泥池→污泥脱水→污泥外运。
原污泥处理后含水率大约80%左右,含量超标。
2.1.2改造后工艺
深入了解合作企业的污水处理规模、处理手段、处理质量等,探究并设计能有效提标的工艺改造方案[3-6]。
在原处理工艺方案的基础上,改造原一体化氧化沟为多段AO+MBBR处理工艺。拟改造方案:在保留原有粗格栅、提升泵站、细格栅、旋流沉砂池、反应池和初沉池等设备的基础上,改造一体化改良型氧化沟,新增混凝沉淀池、滤布滤池、接触消毒池、污泥调理池和脱水机房等,具体工艺流程如图1所示。
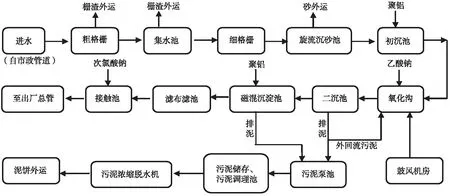
图1 污水处理改造工艺流程
2.2 改造并设计污泥脱水机(压滤机)
原污泥处置为配置一台1.5 m带宽浓缩一体机,经絮凝脱水至80%外运。根据环保部办公厅文件《关于加强农村污水处理厂污泥污染防治工作的通知》(环办[2010]157号)中明确要求污水处理厂以贮存为目的将污泥运出厂界的,必须将污泥脱水至含水率小于60%。CJ/T—2007《农村污水处理厂污泥处置混合填埋泥质》中要求,用于填埋处理的污泥含水率应小于60%。综上考虑,环保部门对污泥的排放监管及处罚越来越严,该设备已经不能满足日益严峻的环保形势,并且随着农村工业园区入驻企业增多,原污水处理厂污泥脱水车间只有一台设备也无法满足生产需求。因此污水处理厂污泥脱水车间急需技改和扩建。
项目拟在原板框式压滤机的基础上,改造成隔膜式板框式压滤机,拟在滤板和滤布之间加装一层弹性膜。使用过程中,当入料结束,可将高压流体或气体介质注入隔膜板中,这时整张隔膜就会鼓起压迫滤饼,进而实现滤饼的进一步脱水,即压榨过滤,滤饼含水量能到60%,属于间歇式生产。
污泥处理工艺:加药絮凝→石灰投加→污泥储存→螺杆式污泥提升泵→隔膜式板框压滤机系统→脱水污泥外运。
脱水后的污泥采用小型密封式箱式运输车辆送入,经自然干化场干化后作为固体垃圾送入区域生活垃圾填埋场进行填埋处理。
2.3 设计基于PLC控制技术的智能控制系统
原污水处理系统控制柜采用普通电气控制,线路较为复杂,容易出现故障,维护难度大,此控制方式对污泥处理的部分过程也难以有效反馈和实时处理,容易产生低压进料速度慢、效率低和能耗大的缺点。
根据污水处理改造之后的新工艺要求,控制部分的改造思路:拟设计智能控制系统,使其能对处理过滤过程实行全程监控和实时处理;总控采用可编程控制器,简化线路的同时提高系统稳定性和实时性;通过触摸屏界面下达各项指令,且将系统压力、气动阀门的开闭情况、现场多种参数动态呈现[7]。
具体的改造总控设计如图2所示,主要特点如下[8-12]。
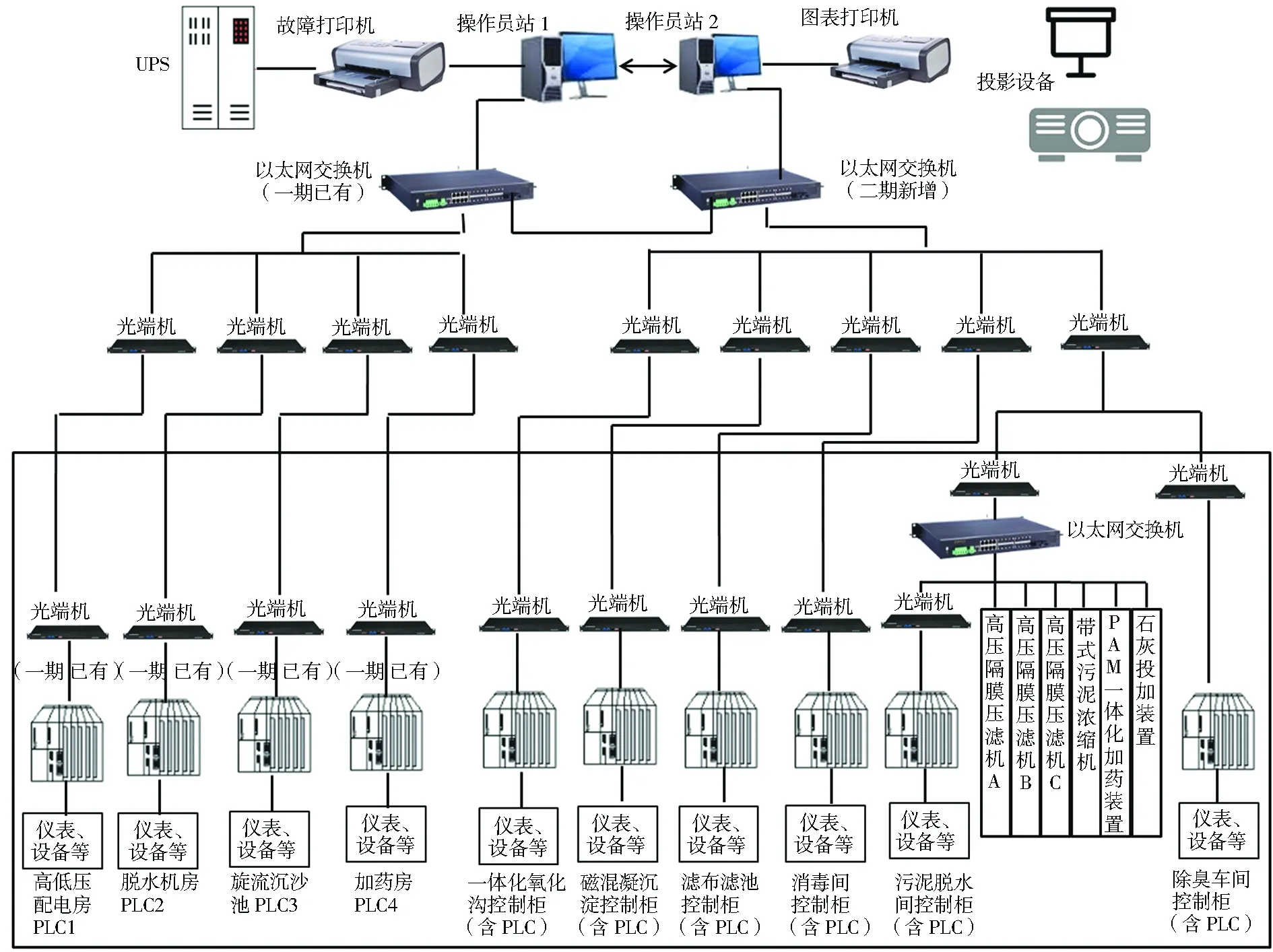
图2 污水处理自控原理
(1)二期控制站PLC系统选用和一期同一公司产品,现场控制站通过工业以太网与中控室操作员进行通信。
(2)氧化沟现场控制柜内装PLC系统、UPS、光端机,为IO模块、检测仪表等供电。
(3)消毒柜控制柜内装PLC系统、UPS、光端机,为IO模块、检测仪表等供电。
(4)污泥脱水间控制柜内装PLC系统、UPS、以太网交换机、光端机,为IO模块、检测仪表等供电。
(5)所有数字量输出点采用继电器隔离,模拟量IO点采用隔离器对信号进行隔离;IO点均预留20%余量。
(6)磁混凝沉淀系统、除臭系统为成套设备,自带控制柜,柜内分别安装有需要的PLC系统、光端机等成套设备,成套设备的PLC系统与中控室操作员站通过以太网进行通讯。
(7)污泥浓缩池控制柜、加药间加药控制箱设备控制信号接入一期污泥压滤间(新改为加药间)PLC系统;对于只有现场控制箱的小型设备,采用无源干接点与就近的PLC站进行连接。
(8)现场仪表的4~20 mA输出信号直接引入就近控制柜PLC系统的模拟量模块进行数据转换。
(9)自控系统即可以由操作员站,也可以通过机柜间控制站(PLC)柜门上的触摸屏,完成对整个污水站设备运行状态显示、启停的操作及各个现场仪表参数的显示。
(10)所有控制柜内必须安装照明、通风、直流电源等。
3 结论
以某农村污水处理厂提标改造工作为研究对象,结合其污水处理现状,在对污水处理厂现存问题进行分析的基础之上,研究了该污水处理厂进行提标改造的必要性,同时提出了系统化的污水处理改造方案,即工艺改造、污水处理机械设备改造与控制系统智能化改造3大方案。经过改造,污水处理效果良好、处理标准提高,实际出水指标均达到DB61/224—2018《陕西省黄河流域污水综合排放标准》中的A标准,改造后实际出水指标数据:化学需氧量由原来的COD≤50 mg/L降低到COD≤30 mg/L,生化需氧量由原来的BOD5≤10 mg/L降低到BOD5≤6 mg/L,氨氮含量由原来的NH3-N≤5 mg/L降低到NH3-N≤1.5 mg/L,总氮含量由原来的TN≤18 mg/L降低到TN≤15 mg/L,总磷含量由原来的TP≤0.5 mg/L降低到TP≤0.3 mg/L,污泥脱水后含水率由原来的80%降低到60%。同时,该污水处理改造方案降低了投入费用、运行费用,提高了农村污水处理效率、处理质量,提升了污水处理技术水平。
猜你喜欢
交通科技与管理(2022年8期)2022-05-07
科技信息·学术版(2022年8期)2022-02-25
建材发展导向(2021年14期)2021-08-23
建材发展导向(2021年11期)2021-07-28
安徽电子信息职业技术学院学报(2021年1期)2021-03-16
绿色科技(2020年16期)2020-10-13
皮革制作与环保科技(2020年14期)2020-03-17
表面工程与再制造(2019年6期)2019-08-24
现代职业教育·中职中专(2018年7期)2018-05-14
中国科技纵横(2017年19期)2017-11-13