我国金针菇工厂化生产现状与思考*
2022-01-06 00:13:26刘启燕王卓仁周洪英赵会长吴洪丽徐泽群
中国食用菌 2021年12期
刘启燕,戚 俊,王卓仁,周洪英,孙 波,赵会长,吴洪丽,徐泽群**
(1.湖北省农业科学院经济作物研究所,湖北 武汉 430070;2.中国食用菌协会,北京 100801)
金针菇工厂化生产是运用工业理念发展现代农业,其采用农业生物工程技术和工业先进生产手段相结合,利用控温库房、智能设备制造适合金针菇生长的精准、智能、周年化生长人工环境,在产品的安全、可控、标准等诸多层面可媲美工业产品[1]。我国金针菇工厂化生产是循环农业的典范,是现代农业领域的朝阳产业,具有高产能、高投入、回报快的特点。金针菇工厂化极大地提高了食用菌产业的装备水平,促进了技术的引进和科技创新,促进了产品质量的提高[2-3]。
我国是金针菇工厂化生产大国,产量稳居全球之首。2019年度我国金针菇工厂化总产量为163.85万吨,占全国食用菌工厂化总产量的47.63%,占全球总产量的18.1%[4]。而近年来日本食用菌年产量仅维持在40万吨左右,韩国全年食用菌总产量约为20万吨[5]。2010年以来,在国家经济发展和惠农政策的积极影响下,我国工厂化金针菇产业经历了引进、吸收、创新的高速发展阶段,企业数量经历爆发式增长到理性回归的过程,目前已基本稳定且单个企业规模越来越大。我国在工厂化生产设备、技术水平等方面与世界发达国家之间差距迅速缩小,工厂化金针菇在产能、产量、品质等方面远越日、韩企业。
1 工厂化金针菇的产品优势
工厂化生产的金针菇在质量安全方面具有天然优势:1)生产全程无需使用农药化肥。金针菇是木腐真菌,营养来源主要为玉米芯、米糠、麸皮等农作物下脚料,生产过程在工厂里不与土壤接触,无需使用肥料;金针菇也是典型的低温食用菌品种,工厂化生产金针菇的养菌温度为13℃~15℃,出菇温度为3℃~15℃,低温环境下病害少、虫害鲜有发生,无需使用农药。2)工厂生产过程均采用物理方式预防污染。生产用的原料加水搅拌后采用高温彻底灭菌,冷却、接种及培养区采用万级至百级新风系统净化室内空气,出入洁净区人员均穿戴防护服,严格控制空间杂菌量,将金针菇栽培瓶的污染率控制在千分位范围内。3)工业化的生产模式便于建立追溯系统,使每袋金针菇产品均可做到全程精准追溯,有助于控制产品质量和保障食品安全。总之金针菇是质量安全的健康产品,在食品安全广受关注的今天,具有良好的市场发展机遇。
2 工厂化金针菇企业的特点
20世纪90年代中叶,中国台湾省食用菌产业进入大陆,在广东、上海、北京等地建立了十多家日产金针菇5 t~15 t的工厂化生产厂,但真正意义上的引进工厂化栽培生产线是2000年左右才开始,2008年以后进入迅速发展阶段[6],十多年来企业的发展呈现以下特点。
2.1 企业数量
2008年~2019年间金针菇工厂化生产厂家数量变化详见图1。
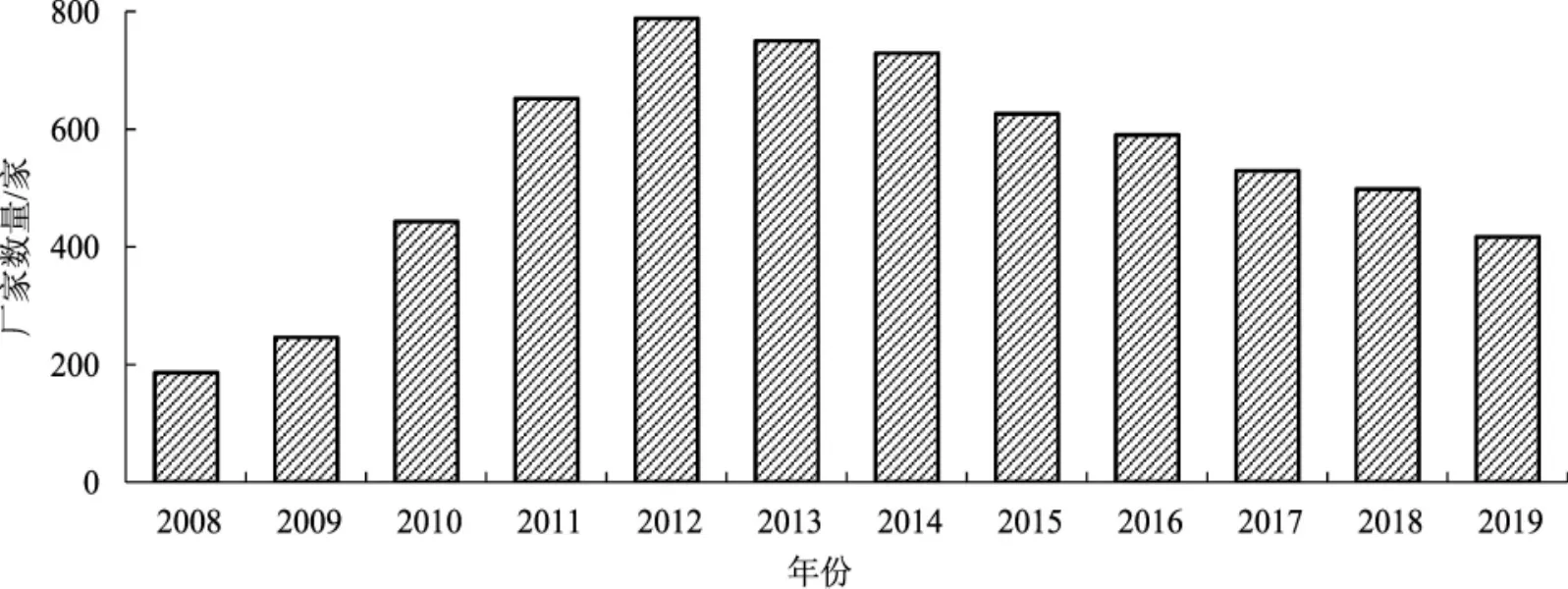
图1 厂家数量变化Fig.1 Changes in the number of factories
由图1可知,企业数量整体呈现快速增加后持续缩减的特点。2008年工厂化食用菌企业仅186家,至2012年已迅速增加到788家,企业数量急速膨胀,短短4年增长幅度高达323.66%。主要是金针菇产品的接受程度高且栽培工艺日趋完善,金针菇工厂迅速扩张。但2012年之后数量逐年减少,截止2019年,工厂总数降为417家。主要原因是食用菌市场经过急速扩张后使得市场竞争加剧,产品出现了供需失衡的情况。规模小、实力弱、成本高、技术差的企业迅速被市场淘汰,是工厂化发展过程中适时自我调整、行业整合和逐步成熟的表现。
2.2 工厂化金针菇总产能
虽然工厂化企业数量剧烈波动,但工厂化生产食用菌总产量依然逐年增加。工厂化金针菇年总产量由2011年的47万吨,稳步上升到2019年的162万吨,增长3.56倍,2008年~2019年间工厂化厂家产量变化详见图2。
如图2所示,2011年以后金针菇总产量在工厂化食用菌中的占比均稳定保持在40%以上。主要是掌握技术且资金雄厚的大型企业迅速崛起,产能规模迅速扩大,将水平较低的中小企业挤出市场。根据中国食用菌工厂化委员会的调研报告[5,7-8],统计对比金针菇工厂化生产产量排名前6家企业2015年与2018年的产量,分析结果见表1。

图2 工厂化厂家产量变化Fig.2 Changes in the production capacity
由表1可知,仅2015年到2018年3年间,全国生产规模排名前6位的金针菇企业产能飞速扩张,各企业均保持2倍~4倍的速度增长,平均增长速度2.34倍,6家企业占全国金针菇总产量的比例也由2015年的54.02%上升到2018年的62.89%。
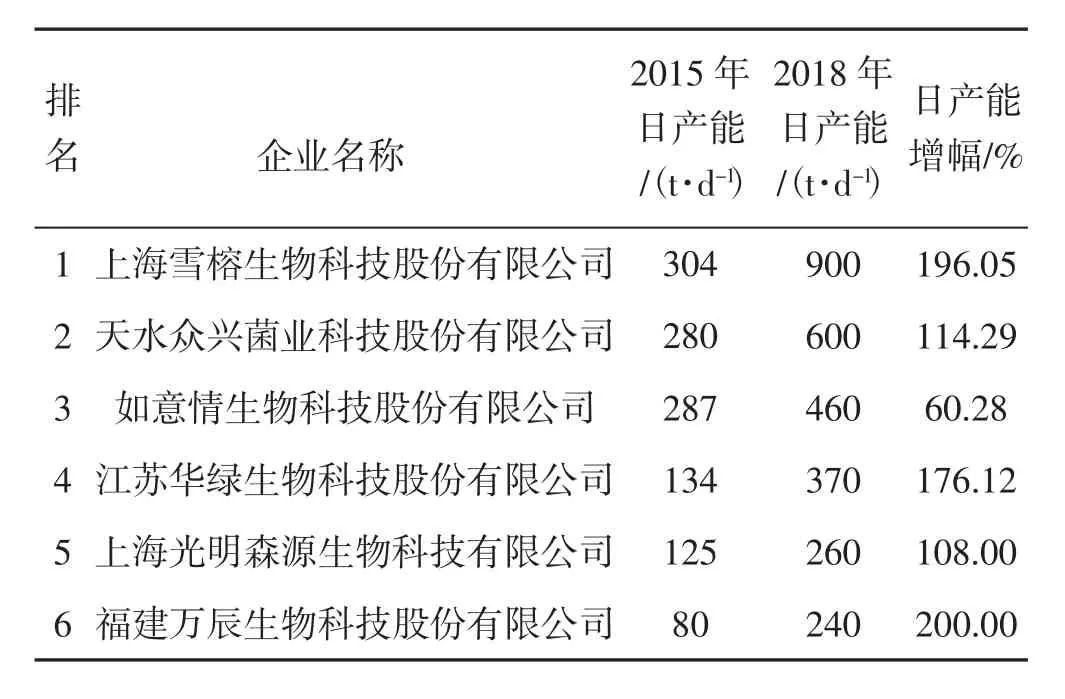
表1 2015年~2018年金针菇工厂化生产产量排名前6家企业产能对比表Tab.1 Production capacity of the top 6 companies ranked in factory production yield of Flammulina velutipes from 2015 to 2018
2.3 金针菇生物学效率及价格
生物学效率(biological efficiency) 反映了工厂化食用菌企业在技术、设备、管理等方面的综合能力。生物学效率(BE,%)计算公式为:

式中:m为采收单产(g);M为单瓶干物质(g)。
经不断探索创新,技术不断进步,工厂化金针菇栽培的生物学效率也逐年提高,品质大幅提升。近几年来,不断有金针菇生产企业进入上市辅导阶段,并成功上市。企业公布的招股说明书清晰地反映出企业的生物学效率。其中雪榕生物2013年~2015年的生物学效率分别为139.38%、145.56%、151.90%[9];华绿生物2016年~2017年的生物学效率为154.07%、151.75%[10];万辰生物2018年~2019年的生物学效率为151.89%、159.00%[11]。数据说明生产企业的生物学效率自2015年起均超过150%。虽然上市公司公布的数据代表行业较高水平,但也充分说明整个行业技术水平的迅速提升。
2013年~2019年间金针菇的销售价格变化情况见图3。
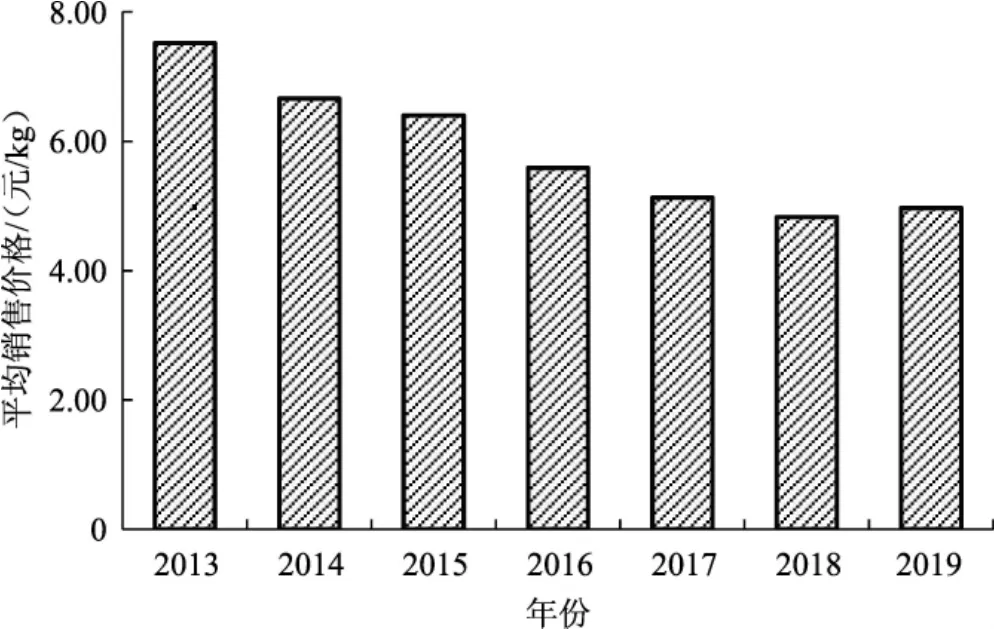
图3 2013年~2019年金针菇平均销售价格Fig.3 Average sales price of Flammulina velutipes from 2013 to 2019
由图3可知,随着单产迅速提升、总产量不断增加,金针菇的平均销售价格逐年下降。2013年平均销售价格超过7元/kg,而2014年~2015年为6元/kg~7元/kg,2016年~2017年为5元/kg~6元/kg,2018年~2019年低于5元/kg。利润空间缩小、规模效应彰显,这与日本食用菌产业发展规律一致[12]。为了降低成本,企业不得不考虑采用大规模生产模式,并从单纯追求数量转向提高品质产量,金针菇的品质、产量及生产成本的竞争日益加剧。
3 金针菇工厂技术水平
工厂化技术水平在实践中迅速提升,大型企业均逐渐掌握栽培技术,并基本形成适合自己的技术体系。
3.1 液体菌种技术
金针菇是工厂化栽培品种中液体菌种运用最普遍、技术最成熟的品种,大型工厂化企业均采用液体菌种[13]。其特点是成本低、生长快、品质好,但对设备、环境、栽培料、技术人员等均有较高要求,且不便于保藏,更适合于食用菌规模化、周年化、工厂化生产的企业。影响液体菌种质量的主要因素有试管种质量、液体发酵设备和发酵工艺等。工厂化金针菇液体菌种主要采用气升式发酵罐;利用营养丰富、质量稳定、价格低廉的豆粕粉、玉米粉等为主要原料;发酵罐培养工艺比较一致,温度16℃~20℃,初始pH 5~7,培养周期7 d~10 d。关键技术控制点为:液体培养基配制、液体菌种生产装备、培养温度控制、通气量控制、杂菌控制等方面[14]。
3.2 大容量大口径栽培瓶和高层架栽培技术
栽培瓶是金针菇生长发育的重要容器,其容积、口径、形状对品质、产量均有较大影响。早期引进时采用的栽培瓶规格主要有:容积850 mL、口径58 mm;容积1 000 mL、口径70 mm;容积1 100 mL、口径80 mm等[15]。经过不断探索调整,目前较合适的栽培瓶规格为容积1 400 mL~1 500 mL、口径85 mm。瓶口越大,能容纳的有效菇数越多,在培养基养分充足的前提下产量越高。
出菇房的层架设计是企业建厂之初需要重点考虑的因素,不仅需要满足金针菇生长发育要求,更要考虑投入产出比。早期菇房高度一般为4层~6层,便于人工搬运。随着传送带系统、中央控制水冷工程制冷系统的运用,栽培层架逐渐升高,目前栽培床架高达11层,大幅提高出菇房的土地利用率。虽然固定投资增加,但系统稳定、节能、运行费用低,从根本上保障了金针菇产品的品质。
3.3 原材料质量的严格控制和合理搭配
优质的原料是栽培出高产优质菇的前提条件,栽培金针菇的主要碳源由早期依赖森林资源的木屑替换为质量稳定、使用方便的玉米芯,主要氮源为米糠、麸皮等农业生产的下脚料。企业生产使用的原材料需保证新鲜、干燥、无霉变、无虫害,尽量保证每批原料一致,并达到企业规定的验收指标[14]。金针菇是目前工厂化栽培品种中使用养分最高的品种之一,部分企业使用米糠的比例达到40%以上,具有高养分、高含水量的特点。每个企业的配方都不是一成不变的,需经反复试验及生产实践,结合企业所在地原材料的供应特点,进行合理配制,筛选出高产经济的优良配方,并不断改进优化,保证产出的金针菇优质高产。
3.4 企业对污染率的严格控制
污染率是企业栽培技术和管理能力是否成熟的重要标志,直接影响企业的盈利能力。大型企业理想状态是完全无污染,一般控制在9‰以内,较好的控制在1‰左右。生产工艺、环境参数控制、技术力量、管理精细程度等因素均对污染率有较大影响。从拌料、装瓶、灭菌、冷却、接种、培养、搔菌、出菇管理,直至采收包装的整个生产工艺均可能对产品造成污染,每个环节都不可忽视。主要采取“以防为主,综合防治”的原则,在整个产品生产过程中,采用空气净化系统、臭氧消毒、高温高压灭菌等物理消毒技术结合严格的环境卫生管理措施,达到尽量减少甚至消除污染的目的。
3.5 出菇房技术管理
经过十多年的不断摸索积累,金针菇出菇房管理技术基本完善。对于金针菇这样低温、高湿、高CO2浓度耐受品种,关键是协调温度、湿度、光照、CO2浓度四大因素,并控制整个出菇房的均一性,保证生长过程中每个栽培瓶均处于最佳状态,以获得稳定优质高产的产品。
4 金针菇工厂化设施设备
金针菇工厂化国产设施设备取得较大进展。早期大型工厂化生产食用菌企业以引进日韩设备为主,走过了一条引进、吸收和创新的艰难道路。目前国产设备取得重大进展,已能满足大型工厂的设备要求,从学术探讨逐渐转向研发、制造和应用,并能根据工厂工艺需求进行改造升级。自动拌料、装瓶、接种、搔菌、挖瓶等设备效率高且故障率低,同时对搅拌区除尘、拌料与装瓶连接系统、装瓶机打孔系统、栽培瓶除杂系统、灭菌锅蒸汽除水系统、全厂传送带连接系统、液体菌种系统、包装车间连接系统等均有重要改进或创新,起到提质增效的作用。例如出菇房中体力最繁重的是上下架工作,由人工把17 kg左右的栽培筐由传送带搬运到11层高的出菇架上,每个库房上架时需要两班身强力壮的工人对换才能及时完成,劳动强度大且危险性高。目前已开发出提升机替代人工搬运,上架时只需安排两名人工辅助将栽培筐推进/出到提升机上即可。虽然只是小的改进但高效实用,正是这许多小的改造与改进,使整个工厂更高效的运转。
5 金针菇工厂管理水平
金针菇工厂管理水平向食品企业靠齐,行业技术规程、标准逐步完善。金针菇工厂化作为现代精准农业健康发展的核心是产品的市场竞争力,要最大程度减少生产过程中的栽培技术和产品质量的波动,不断提高金针菇的单产、品质和稳定性。这就要求企业必须严格实施管理标准化、操作标准化、产品标准化,建立和完善产品企业标准;进行自主管理,控制危险因子源头,稳定运营运作。为了提高产品的市场竞争力,大型企业纷纷参照食品企业,进行标准化管理,如引进 ISO9001质量管理体系,部分企业还同时采取ISO22000食品安全管理体系认证、危害分析与关键控制点(HACCP) 体系等进行严格管理。金针菇菌种、原料、栽培管理、设备设施等相关的国家、行业和企业标准正逐步建立,已由中华全国供销合作总社昆明食用菌研究所制定并发布了《金针菇菌种》国家标准[16],中国食用菌协会制定《金针菇工厂化生产技术规程》团体标准[17],多省均有针对性的地方标准。
6 金针菇菌糠的综合利用
金针菇菌糠的综合利用逐渐发展完善。金针菇菌糠是金针菇栽培中收获产品后剩下的栽培料,含有丰富的菌体蛋白、有机质、多种酶等活性物质,品质稳定且供应均衡,是优质的生物质原料[18]。按照金针菇鲜菇∶菌糠≈1∶1的比例计算,全国金针菇企业每天生产菌糠约5 000 t,年产量超过160万吨[4]。金针菇企业发展初期,由于每天产量大,不便于处理,很多企业自主开发烘干设备将菌糠烘干后作为燃料用于高压灭菌,但2017年环保严格管理后不再允许使用。目前已广泛应用于食用菌的二次栽培、改良土壤、能源材料等方面[19],同时在动物饲料、育苗基质上均有应用[20]。
7 存在的主要问题
7.1 市场问题
7.1.1 金针菇比较效益下降明显
由于世界范围内新冠疫情的影响,全球经济都处于调整或恢复期,前端原材料价格上涨,末端市场不振、消费低迷,造成中端的产品制造行业生存空间被挤压、竞争加剧。受国际大宗货物贸易影响,食用菌生产原材料上半年价格涨幅较大,金针菇生产原料涨幅达40.00%,而金针菇因餐饮消费疫后恢复缓慢,导致比较效益下降明显。
7.1.2 销售模式有待拓展
目前我国金针菇销售模式主要是通过经销商代理销售,由大型经销商从工厂拿货,再一级一级往下批发给下游的餐饮业、超市、农产品深加工企业。该模式的不利因素一是多次搬动和非冷链运输对金针菇的商品性状造成不良影响,导致鲜菇品质降低;二是工厂未直接面对市场,不便于及时掌握市场的销售规律,一定程度上丧失了市场主动权。近年来,随着“互联网+”等概念的兴起,出现了直销、网购、O2O等新兴的销售模式,各大工厂化食用菌企业亦开始探索新兴的销售模式,大力拓展商超、线上生鲜电商等渠道。但在资本的加持下,以生鲜电商、新零售和社区团购为代表的新业态、新模式,希望通过“补贴”和“倾销”的模式,采取非公平竞争的手段,强力冲击和改造生鲜供应链,而工厂化食用菌因其标准化和规模化程度高,履约成本低,是平台优选的引流产品。生产企业和经销商为订单竞争激烈,而平台企业低价时大量买进,涨价时停止采购、消耗库存,首先逼迫实力不够的企业带头降价,继而带动其它企业陆续跟进,最终压低金针菇价格,导致生产厂家增产不增收。
7.2 技术问题
7.2.1 种性维护难
金针菇菌种的问题主要存在于生产中使用品种种性维护和新品种选育2个层次。金针菇易产生粉孢子,低温刺激易出菇,导致常规冰箱保藏难度大;生产中试管菌种半月左右转接1次,周年连续转接,菌种频繁扩繁容易引起菌种退化,导致菌丝活力减弱、子实体产量降低、子实体发软、菌柄收缩且白度下降,严重影响产品的产量品质,菌种种性维护问题亟待解决。
7.2.2 新品种来源和加工产品少
虽然目前各科研单位利用孢子杂交育种、诱变育种、原生质体育种、生物工程等多种育种技术,选育出不少优质的金针菇品种,如川金33、农金6号、农金7号等[21-23],但在工厂化生产中使用的多为国外引进的品种[24-25],具有自主知识产权的菌种应用较少。目前全国工厂化金针菇均以鲜销为主,少量加工为即食金针菇,深加工产品有待进一步开发。
7.3 人才问题
人才是决定工厂化食用菌成败的重要因素。金针菇工厂化生产是一项系统工程,涉及生物技术、环境控制技术、信息技术等多个领域,是多学科相互融合、相互渗透的综合性学科,对人员、设备和管理有着很高的要求[26]。运行良好的工厂首先要有有格局和有胸怀的掌舵人;其次要有通晓食用菌行业基本知识、具有创新精神和开发能力、具备解决生产中实际问题的技能并团结协作的髙素质科研技术团队;还要有经过专业培训,具有髙度责任感和敬业精神,严格遵守企业制定的生产规则和劳动纪律的生产操作人员。三个层次的人才缺一不可,但金针菇工厂化快速发展仅十多年历史,符合要求的企业掌舵人和技术团队还比较稀缺。
8 解决问题的思路
8.1 建立沟通协调机制
政府或行业协会积极为企业搭建沟通协调平台,加速信息传导流通。尊重市场经济客观规律,面对当前产业的严峻形势,向企业倡导“食用菌行业命运共同体”的意识,保持产品、价格、产能等有效信息的准确对接和整合,严格执行中国食用菌协会工厂化专业委员会提出的“全国金针菇行业自律公约”。根据不同区域、不同产品的比较优势,协调建立工厂化食用菌流通标准体系,实施产品质量分级规范,营造公平竞争环境。
8.2 推动新旧产能替换
利用物联网+大数据为工厂化食用菌建立信息预警机制,拓展产销对接渠道。为优质产品做好品牌赋能,以提高信息流传导效率带动产品流通效率。企业苦练内功,提升核心竞争力,提高精细化管理水平,算好自家的经济账,在释放新产能的同时,鼓励降低或关闭高耗能、低效率的旧有产能,轻装前行。
8.3 提高创新能力
鼓励企业与科研院所积极对接,研发食用菌新品种,定向筛选驯化成本低、高转化率的产品。同时,多渠道合作开展食用菌产品加工、保鲜等方面的试验,提升食用菌产品在生产、流通等环节的操作便捷性,将食用菌产品多样性和产销平衡两手抓。深度挖掘食用菌产品营养保健功效,结合消费者对食品健康新需求,拓展功能性产品研发渠道,提高产品附加值。
8.4 健全人才体系培养
鼓励企业与各类院校开展多方面合作,联合培养多层次技术管理人才。学生在各类大专院校以理论学习为主,提高学生的专业技能和科学素质;学生在企业以实训为主,了解企业的实际生产需求,加强专业基础知识,同时反馈专业基础知识的缺陷,完善理论知识的学习内容[27]。有针对性地培养食用菌行业需要的各层次人才。
猜你喜欢
军事文摘(2021年18期)2021-12-02 01:28:04
石油化工建设(2018年1期)2018-07-10 09:49:50
中国公路(2017年15期)2017-10-16 01:31:54
农产品市场周刊(2016年12期)2016-05-24 16:19:38
农家科技中旬版(2016年12期)2016-04-16 03:41:27
食药用菌(2016年6期)2016-03-01 03:24:30
实用手外科杂志(2015年3期)2015-08-27 01:53:08
山西农经(2015年7期)2015-07-10 15:00:57
现代农业(2015年5期)2015-02-28 18:40:50
天然气与石油(2015年2期)2015-02-28 17:01:12