
低银系无铅焊料合金界面结构研究
2022-01-05 05:52陈东东甘有为易健宏白海龙严继康秦俊虎卢红波赵玲彦
昆明理工大学学报(自然科学版) 2021年6期
陈东东,甘有为,易健宏,白海龙,张 欣,严继康,4,秦俊虎,卢红波,赵玲彦
(1.昆明理工大学 材料科学与工程学院,云南 昆明 650093; 2.云南锡业集团(控股)有限责任公司 研发中心,云南 昆明 650000;3.云南锡业锡材有限公司,云南 昆明 650217; 4.西南石油大学 工程学院,四川 南充 637001)
0 引 言
随着印刷电路板[1]的组装密度不断提高,焊点[2]接头的尺寸越来越小,使焊点接头服役条件越来越严苛[3].焊点的可靠性[4-5]和服役时长[6-7]主要取决于焊点在焊接时和服役过程中,焊料与基材界面处形成的微观组织的性能[8].界面金属间化合物的增厚、孔洞、微裂纹等均为导致电子器件断裂失效的原因.
焊料合金熔融后与Cu焊盘的连接,焊接过程中会发生化学反应[9]而生成界面化合物层,焊接完成后的元素扩散过程[10]又会对界面可靠性产生影响.焊点的界面结构对焊点的可靠性尤为重要. 由于金属间化合物[11]通常比焊料硬且脆,在应力的作用下容易萌生微裂纹并扩展,所以金属间化合物层连续均匀且薄厚适中对焊料可靠性的提高尤为重要.Sn3.5Ag、SnAgCu系焊料合金的焊接性能成为科研人员关注的重点,研究发现Sn3.5Ag/Cu界面金属间化合物层厚度变化与化合物层的分解有着密切关系,添加一定的微合金元素能抑制界面金属间化合物的生长.当钎焊接头在70 ℃以上时效时,钎焊时形成的扇贝状金属间化合物转变为层状结构,金属间化合物的生长厚度与时效时间的平方根呈线性关系,其生长受扩散机制控制[12-16].
本实验选择目前需求旺盛的低银SnAgCu系无铅焊料[13]为研究对象,研究其与铜焊盘的焊接界面结构,分析其界面成分,通过高温高湿实验,模拟电子产品的服役条件,分析界面结构及成分的变化.
1 实 验
实验中Ag、Cu分别以中间合金Sn3Ag、Sn10Cu(本实验的合金均采用质量百分数)的形式加入.按照计算量称取需要的合金,采用SM-600型无铅熔锡炉在270 ℃熔炼纯度为99.95的纯锡,待完全熔化后,分别加入Sn10Cu和Sn3Ag,用铲刀进行搅拌使其充分混合均匀后,进行浇铸圆柱状样品以备做焊点使用.为保证实验焊盘的表面一致性,实验采用纯铜板作为焊接用焊盘进行焊点的制备,时效试验按照IPC-TM-650-2-6-14-1《Electrochemical Migration Resistance Test》标准执行,选定85 ℃、85%RH为试验环境,试验时间分别为10 h、30 h、50 h、100 h,恒温恒湿箱仪器型号为EC-85MHHP-C.试验完成后采用环氧树脂进行镶样,然后进行金相打磨、抛光,抛光完成后的样品使用成分为2%HNO3+5%HCl+93%CH3OH的腐蚀剂进行腐蚀.金属间化合物层的厚度测量采用两种方法:一种采用Nano Measure[14]软件测量,选用金相显微镜型号为Axio Scope A1,根据标尺测量金相照片中金属间化合物的平均厚度;另一种则为电镜线扫描,分析金属间化合物的元素含量比,根据原子分布计算金属间化合物层的成分以及厚度.本次实验将以上两种方法结合,对界面结构及成分进行进一步分析.
2 结果与讨论
2.1 金属间化合物断面形貌
电子焊接工艺中,焊接接头处的金属间化合物层的厚度和形貌对接头的服役可靠性有着重要的影响.
在研究焊接界面结构及成分之前,对焊接界面的形貌进行分析. 合金化合物属于硬脆相,与焊料合金的弹性模量具有较大的差异性,在热应力和机械应力的作用下萌生微裂纹,随着服役时间的延长,微裂纹的进一步发展而发生断裂失效.为了对比分析Ag含量对界面形貌的影响,先采用扫描电镜对几种焊料合金界面进行表征.图1为不同Ag含量的合金焊接完成后未经过时效实验的焊点界面金属间化合物层的形貌.

图1 焊点界面的扫描电镜形貌图Fig.1 SEM of the solder joint interface
由图1可以看出,焊接完成后的焊接界面形貌往往是不平滑的,焊料一侧的界面呈“扇贝状”,界面金属间化合物(Intermetallic Compound,IMC)层厚度在0.5 μm~1.5 μm之间,部分位置出现IMC层的异常长大现象.研究发现,焊接界面的金属间化合物主要为Cu6Sn5和Cu3Sn,焊接完成时主要为Cu6Sn5,此时Cu3Sn非常薄,很难观察到. 田茹玉等[17]采用透射电镜分析界面的物相结构,进而确定了焊接界面形成时Cu6Sn5和Cu3Sn同时生成.图1中,Sn0.1Ag0.7Cu/Cu、Sn0.3Ag0.7Cu/Cu界面IMC层连续、均匀性良好,而Sn0.5Ag0.7Cu/Cu、Sn0.8Ag0.7Cu/Cu和Sn1.0Ag0.7Cu/Cu上存在一定的IMC层厚度不均匀现象,部分区域IMC层存在一定的“粗大”现象.导致这一现象的可能原因是随着焊料合金基体中Ag含量的增加,而界面处Ag及Ag3Sn的含量也会增加,会抑制Cu6Sn5的生长,即此处IMC层较为薄弱,宏观上看IMC层呈现厚度不一致的现象.
2.2 时效时间对界面的影响
电子元器件在服役的过程中,随着环境湿度、温度及元器件发热的影响,界面IMC层的厚度会增加.已有文献研究发现由于IMC层与焊料合金的性能差异较大,随着IMC层厚度的增加,当温度变化时,在应力的作用下,很容易萌生微裂纹,并进一步扩展,进而导致焊接接头的失效[17].将焊点置于85 ℃、湿度为85%RH的环境下进行时效实验,时效时长为10 h、30 h、50 h、100 h.图2~图4为Sn0.1Ag0.7Cu/Cu、Sn0.3Ag0.7Cu/Cu、Sn1.0Ag0.7Cu/Cu三种焊点分别在(a)10 h、(b)30 h、(c)50 h、(d)100 h四种时效处理后的界面形貌图.

(a)10 h (b)30 h (c)50 h (d)100 h图2 Sn0.1Ag0.7Cu/Cu焊点在不同时效时间后的界面Fig.2 The interface of Sn0.1Ag0.7Cu/Cu solder joint after different aging time

(a)10 h (b)30 h (c)50 h (d)100 h图3 Sn0.3Ag0.7Cu/Cu焊点在不同时效时间后的界面Fig.3 The interface of Sn0.3Ag0.7Cu/Cu solder joint after different aging time

(a)10 h (b)30 h (c)50 h (d)100 h图4 Sn1.0Ag0.7Cu/Cu焊点在不同时效时间后的界面Fig. 4 The interface of Sn1.0Ag0.7Cu/Cu solder joint after different aging time
图2为Sn0.1Ag0.7Cu/Cu焊点在不同时效时间后的界面形貌,对比分析发现,随着时效时间的延长,宏观上焊接界面IMC层变得比较平滑,部分异常长大的金属间化合物颗粒消失,而且界面IMC层的厚度逐渐增加,即在85 ℃、85%RH条件下,随着时效时间的延长,通过界面合金元素扩散,IMC层逐渐变厚.
图3~图4为Sn0.3Ag0.7Cu/Cu和Sn1.0Ag0.7Cu/Cu焊接界面经过不同时间时效后的界面金相图,Li 等[10]研究了在150 ℃高温时效下界面的结构和性能的变化,发现时效初期,界面金属间化合物层生长需要的Cu元素主要来自焊料中的Cu元素的扩散,本试验采用的时效环境为85 ℃、85%RH下进行,相对比150 ℃来说,元素扩散较为缓慢,所以经过100 h的时效后,界面仍为“扇贝状”,后续对界面扩散动力学进行分析.
通过界面形貌分析发现,Sn0.1Ag0.7Cu/Cu焊点经过10 h时效处理后,焊接界面化合物的形貌仍表现出典型的“扇贝状”,其厚度不均匀,相对于未经处理的焊点界面表面混乱程度略微下降,不平整的程度没有发生变化;30 h时效处理后,异常凸起的“扇贝状”减少,界面厚度的均匀性变得良好;50 h时效处理后的界面也没有观察到晶粒异常长大现象,凸起部分相对于凹下部分的厚度差继续降低,界面的平整情况最好;100 h处理后的界面反而下降,凹凸程度加剧,相对于50 h的处理变化较大,其中衬度低的位置以Sn为主,经过时效过程中的合金元素的扩散后,界面化合物形貌发生了一定的变化,随着时效时间的延长,界面金属间化合物晶粒长大,变得均匀.以上不同现象的差异,有可能是因为样品中Ag的含量不同,当Ag的含量低至0.1%时,则在焊接界面处分布不均匀,直接导致界面处Ag3Sn含量不均匀,局部界面含量较高对界面的抑制作用较强,反之则弱;后续将分析焊料合金中Ag含量升高对界面结构及形貌的影响.
焊点Sn0.3Ag0.7Cu/Cu界面和焊点Sn0.1Ag0.7Cu/Cu界面经过10 h的时效具有相似的变化,10 h时效处理后的界面金属间化合物层较薄,存在界面不连续的位置;30 h处理后,界面上观察不到界面不连续的位置;30 h的界面的均匀性和平整度最好,随后凹凸程度加重,50 h的界面的变化较小,但是100 h处理变化较大.焊点Sn1.0Ag0.7Cu/Cu 10 h时效处理的界面表面平整度最好,界面处没有观察到化合物异常长大的现象.结合时效处理和未经过时效处理的焊点界面,从界面断面形貌的角度分析,Sn0.1Ag0.7Cu/Cu的均匀性较好.由图2~图4进行综合分析可知,在以上三种焊料合金界面中均存在一定界面IMC层的厚度不均匀现象,局部金属间化合物异常长大.
2.3 金属间化合物分布
由于电子焊接工艺温度较低,在室温下SnAgCu系焊料合金中只有Cu6Sn5、Cu3Sn和Ag3Sn三种合金化合物,在焊接界面存在三种金属间化合物层:Cu+Cu3Sn层、Cu3Sn+Cu6Sn5层和Cu6Sn5+Sn层.根据原子序数衬度,扫描电镜可以呈现出两层衬度不同的金属间化合物层,分别以Cu6Sn5和Cu3Sn为主.
由于界面直观分辨难度较大,如图5(a),可以根据扫描电镜中的线扫描分析可以准确分辨金属间化合物的分布结构及其厚度,元素线扫描分析如图5(b)所示.时效后的界面存在的两种化合物Cu6Sn5和Cu3Sn,根据线分析中Ag在界面上的含量极少,因此可以根据Cu/Sn原子比来划分不同成分的界面层.当Cu原子百分比开始下降、Sn原子百分比开始上升时,为界面开始的位置.此后,Cu/Sn开始下降,Cu/Sn大于3时为Cu和Cu3Sn层;Cu/Sn小于3大于1.2为Cu3Sn和Cu6Sn5层;Cu3Sn小于1.2时为Cu6Sn5和Sn层.当Sn原子百分比达到最大值、Cu原子百分比达到最小值时,可以认为是界面结束的位置.

(a)界面形貌 (b)EDX谱图 图5 时效50 h后的焊点Sn0.1Ag0.7Cu/Cu界面线扫描分析Fig.5 The line scan analysis of Sn0.1Ag0.7Cu/Cu interface after 50 h aging
线扫描分析界面金属间化合物分布的结果如表1所示,计算结果表明:随着时效时间的延长,金属间化合物厚度增加.线扫描中Cu原子和Sn原子数量分布在界面处有个平稳的台阶区域,说明界面金属间化合物层上形成了一块成分稳定、分布均匀的区域.该区域Cu/Sn小于1.2,对应金属间化合物为Cu6Sn5+Sn层.整个IMC层的金属间化合物层以Cu6Sn5+Sn层为主,在时效过程中更趋于平滑,Cu+Cu3Sn层、Cu6Sn5+Sn层厚度和总厚度也随时效时间增加.对比表中数据,线扫描的计算结果大于Nano Measure测量所得结果,因为线扫描计算没有多点计算后取平均值的数据处理,并且Nano Measure测量过程中很难通过直观判断界面开始及结束的位置.因此两种方法只能分别在同等误差情况下独立计算比较,不能交叉对比.

表1 界面金属间化合物层分布
2.4 金属间化合物生长动力学
界面后期生长受扩散控制,而原子在化学位梯度的作用下发生迁移行为[16].因此,有必要从动力学的角度研究时效过程中界面结构的变化.其中准确测量界面厚度是进行动力学研究的基础,焊接完成时,即时效实验初期界面呈扇贝形,经过一定时间的时效后,界面形貌变得平滑、厚度趋于均匀.实验中界面厚度测试采用Nano Measure软件测量多点取平均值的方法.
焊料合金/Cu界面生长由扩散控制,界面厚度与时间的关系可以使用以下公式[18]来描述:
x=atn
(1)
式中:x为界面厚度,a为生长速率常数,t为时间,n是时间的指数.
研究发现界面金属间化合物的生长可分为三个阶段:第一阶段为反应扩散阶段,生长速率最大,n值趋近于1;第二阶段为晶界扩散阶段,生长速率开始降低,n值在0.5~1之间;第三阶段为体扩散阶段,生长速率最慢,n小于0.5.通过对lnx-lnt进行绘图,根据斜率即可得出n值,然后判断金属间化合物生长阶段.图6为85 ℃和85%RH条件下,时效为10 h、30 h、50 h、100 h试验中焊点界面的lnx-lnt图,采用同样的方法得到25 ℃时效后焊接界面层的时间指数,如表2所示.
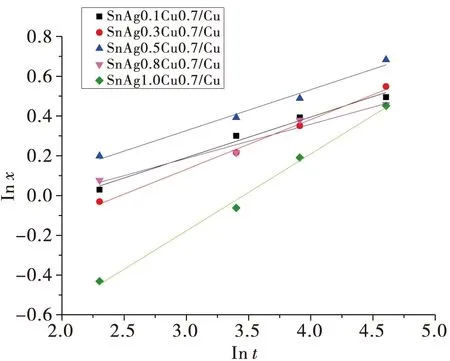
图6 85 ℃处理下ln x-ln t图Fig.6 In x-ln t diagram at 85 ℃
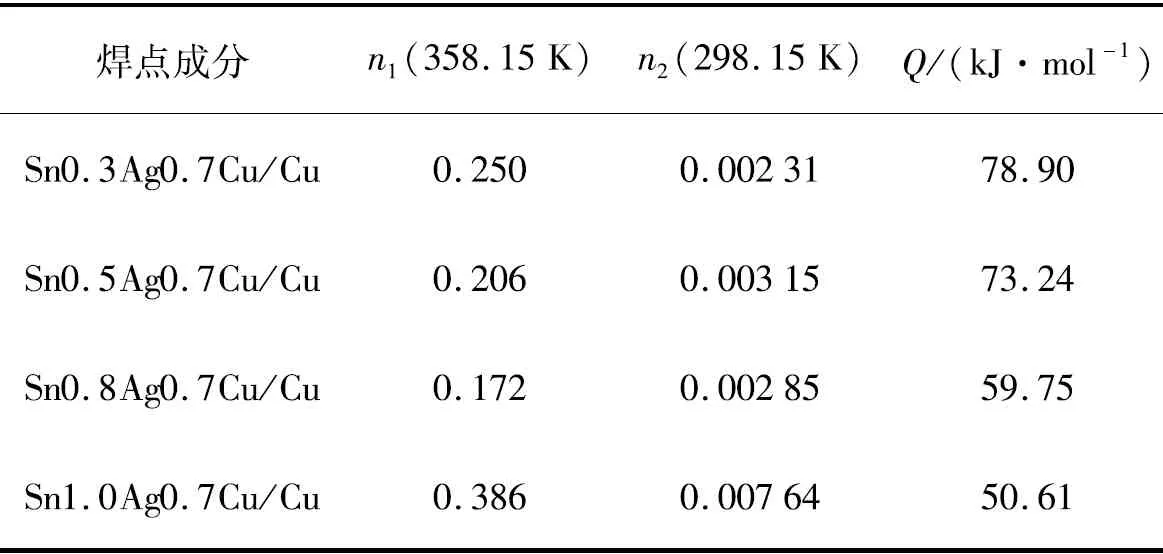
表2 钎料合金指数n值
时效时间10 h小时后,n值均小于0.5,界面IMC层生长均处于第三阶段,生长速率缓慢.表2中从界面厚度的角度来看,焊点Sn1.0Ag0.7Cu/Cu的厚度最小,焊点Sn0.5Ag0.7Cu/Cu的厚度最大.然而根据生长动力学中的时间指数来看,焊点Sn1.0Ag0.7Cu/Cu在25 ℃和85 ℃的n值最大,意味着该焊点的生长速度最大.即使焊点Sn1.0Ag0.7Cu/Cu的初始厚度最小,在后续的时效过程中也会逐渐生长而使其厚度最大.焊点Sn0.5Ag0.7Cu/Cu的初始厚度虽然较大,但生长后期的增长量逐渐降低.25 ℃时效下焊点Sn0.8Ag0.7Cu/Cu的生长速率最低,85 ℃时效下焊点Sn0.3Ag0.7Cu/Cu的生长速率最低.为了更深一步判断金属间化合物的生长过程,计算金属间化合物生长的平均活化能.
采用Dybkov模型[18],只考虑扩散,金属间化合物层生长亦可用以下公式描述:
(2)
式中:k为生长系数,x为界面厚度,t为时间.对x2-t绘图即可得到相应的生长系数k.
为了更深入的研究金属间化合物层的生长与温度、活化能的影响,本文通过阿仑尼乌斯公式[18]研究:
k=k0exp(-Q/RT)
(3)
式中:k0为扩散常数,Q为扩散活化能,R为波尔兹曼常数,T为热力学温度.采用lnk-1/T进行数据处理,25 ℃(298.15 K)和85 ℃(358.15 K)范围内的扩散活化能Q如表2.
从表2中数据进行分析发现焊料合金的活化能先增大再降低,Sn0.3Ag0.7Cu/Cu的活化能最大,Sn1.0Ag0.7Cu/Cu活化能最小.活化能越大表示界面元素扩散需要克服的能垒越高,界面金属间化合物生长越困难,因此Sn1.0Ag0.7Cu/Cu虽然在初期的生长过程中界面厚度值小,但是在后期界面生长速率最大.焊点Sn0.3Ag0.7Cu/Cu的生长活化能最大,后期界面生长速率最低,焊点的时效时间也越长,即电子元器件服役时间越长,在以上几种焊料合金中,Sn0.3Ag0.7Cu/Cu界面稳定性最高,比其他焊点成分更能够满足电子元件焊接高可靠性的要求.
3 结 论
本研究对界面金属间化合物在不同时效处理后的成分、断面形貌、分布和厚度进行了分析,研究了Ag含量对界面结构、形貌和服役可靠性的影响,采用生长动力学分析,通过提高合金界面活化能抑制界面IMC层的生长:
1)焊接界面在焊接工艺完成时界面形貌不平滑、部分金属间化合物异常长大,Ag含量为1.0%时,焊接界面上还存在异常长大的金属间化合物.
2)经过高温高湿时效处理后,界面的均匀性、平滑性得到提高,但是当Ag含量较高时,随着时效时间的延长,焊接界面的均匀性反而降低,出现部分合金化合物异常长大.
3)通过界面生长动力学研究,计算了Ag含量对焊点界面在25 ℃和85 ℃范围内的生长活化能,Ag含量为0.3%时有活化能78.9 kJ/mol,即此时界面金属间化合物生长迟缓,界面具有较高的可靠性.
猜你喜欢
机电信息(2022年15期)2022-08-08
电子元件与材料(2021年10期)2021-11-04
材料科学与工程学报(2016年1期)2017-01-15
上海金属(2016年3期)2016-11-23
中国环境监察(2016年4期)2016-10-24
工业设计(2016年5期)2016-05-04
焊接(2016年2期)2016-02-27
华东理工大学学报(自然科学版)(2015年4期)2015-12-01
焊接(2015年5期)2015-07-18
电子世界(2015年18期)2015-02-06
