
机上原位导管扩口方法解析
2022-01-04 07:50孙同明姚文琪刘学文
现代制造技术与装备 2021年11期
孙同明 姚文琪 刘学文
(国营芜湖机械厂,芜湖 241007)
金属导管是飞机重要的工作介质传送通道,一旦产生裂纹、断裂等故障将导致系统迅速停止工作,从而影响装备安全。喇叭口作为导管最常用的连接方式,有着结构简单、成型效率高、可靠性强、不影响介质传送效率等多重优点,被广泛应用于民航和军机的导管连接。通常装备在地面维护过程中,使用3滚针的方式对导管进行扩口更加方便快捷,且扩口质量稳定可靠。若在战场条件下快速对导管进行原位换段修复,则需要在机上进行原位扩口,而在这种情况下需要克服机上空间狭小、外场无设备动力源、环境限制等诸多困难。
1 现状分析
目前,机上扩口常用的方式有冲击扩口法、手工旋压式扩口和手动偏心扩口等,各种扩口方法的现状分析如下所示。
1.1 冲击扩口法
冲击扩口法是利用手工扩口工具进行扩口[1]的方法,冲击扩口法示意图如图1所示,扩口工具由30°锥头、74°锥头、扩口夹板和榔头等组成。该方式适用于直径小于20 mm,壁厚小于1 mm的管材,其扩口工具简单,制造成本低。扩口时,要将导管夹持固定在夹板上,先使用30°锥头将导管端面沿周向敲击,使导管端头产生塑性形变,最后利用74°锥头沿向下的垂直方向对喇叭口角度进行固定。使用这种方法扩口成型后的喇叭口质量不稳定,喇叭口表面光洁度不可控,操作过程中容易受到作业空间限制,且生产率较低。
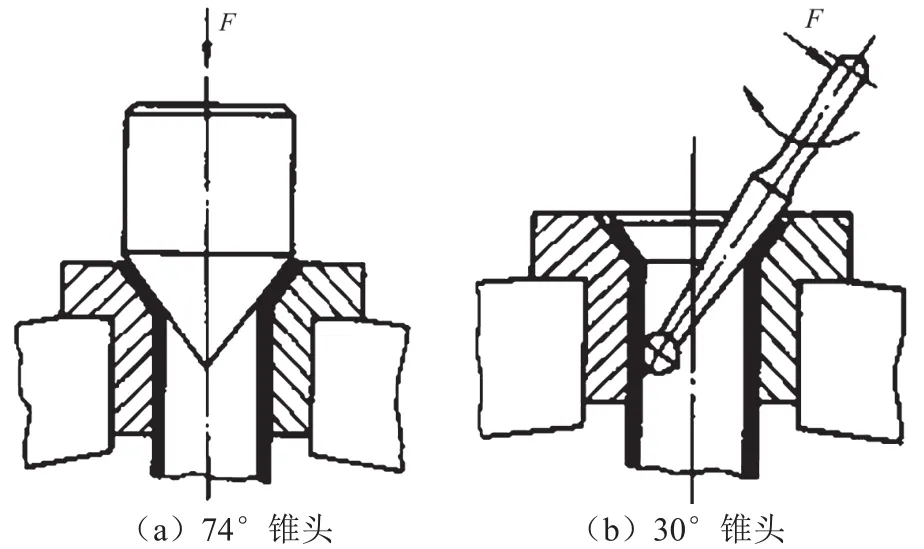
图1 冲击扩口法示意图
1.2 手工旋压式扩口
空军工程大学马京利[2]高工在《一种便捷式导管喇叭口扩口器的应用》一文中详细描述了手工旋压式扩口工艺方法及其使用工装的设计思路、工作原理等,并通过实际运用对手工旋压式扩口方法进行了非常详尽地描述。旋压式便携扩口工装结构如图2所示,这种便携式扩口方法要将导管固定于扩口器上,在转动进给螺柱的同时,转动中心旋转体,使导管在锥形体下压和旋转的作业力作用下,扩张成喇叭口形状,其角度与锥形体的角度一致。

图2 旋压式便携扩口工装结构
1.3 手动偏心式扩口
手动偏心式扩口与手工旋压式扩口结构基本相似,所不同的是:第一,在龙门架上增加了锁紧装置,并应用了一体式夹板,这样可以保证导管夹持后具有足够的预紧力,使导管受力后不会后退;第二,其中心旋转体呈偏心式进给,一方面能够减少扩口头锥面磨损导致的角度变化,另一方面偏心轴在进给过程中使导管端面提前产生形变,能够降低给进力,防止导管后退。其基本构造如图3所示,各部件功能如下。第一,龙门架:主要用来支撑和安装偏心套筒。第二,扩口锥头:在旋转和压力下,使导管端面形成喇叭口,并保证其角度和光洁度符合要求。第三,偏心套筒:用来安装扩口锥头,提供偏心角度。第四,夹持螺柱:用来紧固夹板,防止夹板夹持力不足。第五,进给螺柱:通过进给,为扩口工作提供下压力。第六,旋转四方:旋转四方可以使扩口锥头与导管喇叭口充分接触,确保喇叭口角度和光洁度。第七,夹板:扩口时固定导管,防止导管后退。
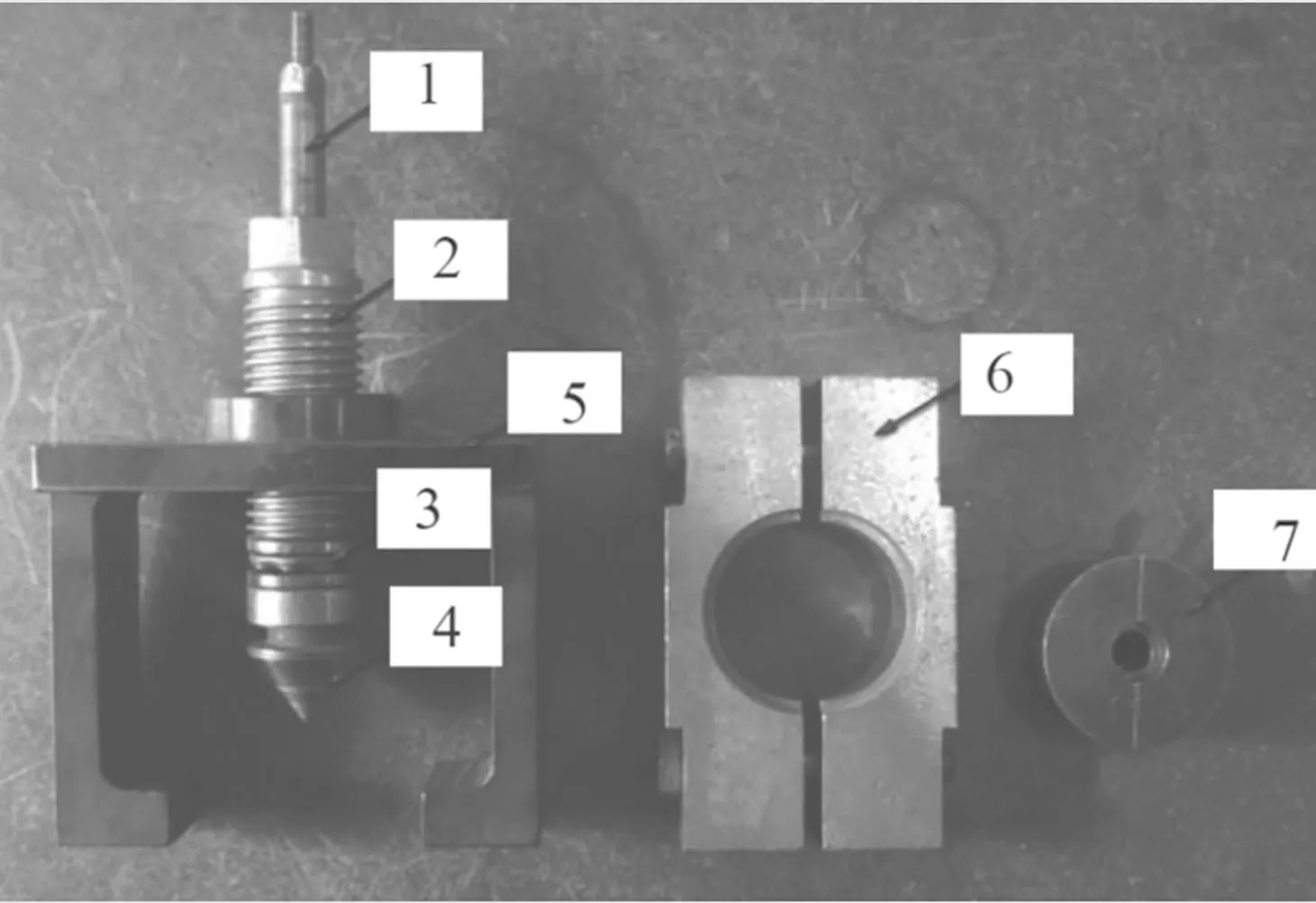
图3 手动偏心式扩口器
手动偏心式扩口器的工作原理及基本操作方法是:首先,将导管固定于夹板上,保持导管端头高于夹板2~3 mm;其次,将夹持螺栓固定并锁紧,然后转动给进螺栓,在进给的压力作用下,使导管端面向四周扩展,形成喇叭口;最后,通过转动旋转四方使扩口锥头与喇叭口面相接触,以形成符合要求的喇叭口。
手动偏心式扩口器具备多种优点:第一,与手工旋压式扩口对比,偏心式设计将扩口过程中产生的压力分解成了向下的压力和向四周的扩张力,能够使操作更加便捷、省力;第二,夹板能够根据导管管径进行配置,同时根据管材的设计公差提供了不同的外径尺寸,以防止导管在夹持过程中被夹伤或造成夹痕,而且在龙门架上设计了夹持螺柱,夹板固定更加稳固可靠;第三,旋转四方可配套棘轮扳手操作使用,解决了机上空间狭小、不易施展作业的问题。
2 试验与分析
由《导管扩口》(HB 4-52-2002)[3]可知,导管喇叭口在加工成型后需要保证其密封性和连接强度,通常情况下需要满足以下3个指标:第一,确保喇叭口角度为74°;第二,喇叭口表面粗糙度不低于Ra 0.8 μm;第三,喇叭口高于平管嘴不低于0.4 mm;第四,扩口边缘的壁厚不应小于导管公称壁厚的70%。
基于此,选取飞机最常用的牌号为1Cr18Ni10Ti的不锈钢管材,管材外径为8 mm,壁厚为0.8 mm。分别采用上述3种方法进行扩口,并分别对导管喇叭口扩口质量的3个技术指标进行测量,分析导管喇叭口成型质量[4-5]。
2.1 喇叭口角度
采用三座标测量仪分别检测3组试验件导管喇叭口的角度,测量结果见表1。
通过分析表1中的3组试验件的测量结果可知,3种扩口方法均能够满足导管喇叭口扩口的角度要求。

表1 喇叭口角度测量结果
2.2 喇叭口表面粗糙度
该试验测量采用了便携式粗糙度仪接触式测量喇叭口粗糙度,测量结果见表2。
通过分析表2中的3组试验件的测量结果,手动偏心式扩口方法的喇叭口表面粗糙度更优。

表2 喇叭口表面粗糙度测量结果
2.3 喇叭口高于平管嘴高度
该试验测量采用游标卡尺测量喇叭口边缘到平管嘴端面的距离,测量结果见表3。

表3 喇叭口高于平管嘴高度测量结果
试验过程中,采用冲击扩口法和手工旋压式扩口法扩口时,均因对导管的夹持力不足,导致导管在扩口时出现了后退现象,最终导致喇叭口成型高度小于0.4 mm。
2.4 扩口边缘的壁厚
采用游标卡尺测量3组试验件喇叭口边缘1 mm处的厚度,测量结果见表4。
通过分析表4中的3组试验件的测量结果,冲击扩口法在操作过程中因一次敲击使喇叭口接触面受力不均匀,导致管材壁厚产生了变化不均匀的现象。其余两种方法在喇叭口成型过程中受力均匀,壁厚控制较好。

表4 扩口边缘的壁厚测量结果
3 结语
通过分析上述3种机上导管扩口工艺方法,并选取样件对3个重点质量控制参数验证情况进行比较发现,手动旋压式扩口和手动偏心扩口成型的喇叭口基本都能满足相关技术要求,但在实际操作方面,手动偏心扩口操作相对轻松,导管夹持相对更加稳定,不会对导管根部造成压伤和压痕,能够有效保证导管直线段区域表面质量。
猜你喜欢
中国典型病例大全(2022年7期)2022-04-22
天然气技术与经济(2021年2期)2021-05-24
家电科技(2020年3期)2020-06-05
国际纺织导报(2019年5期)2019-11-14
制造技术与机床(2019年6期)2019-06-25
弹箭与制导学报(2017年1期)2017-06-23
浙江大学学报(工学版)(2016年9期)2016-06-05
钟表(2015年3期)2015-12-16
制造技术与机床(2015年10期)2015-04-09
河南科技(2015年3期)2015-02-27
