基于机械臂的温度传感器抗干扰检定系统
2022-01-04 09:09邱实刘思宇杨茂水陈乃澍黄磊
气象科技 2021年6期
邱实 刘思宇 杨茂水 陈乃澍 黄磊*
(1 山东省气象局大气探测技术保障中心,济南250031;2 山东省气象信息中心,济南250031)
引言
影响气象观测数据准确性的主要因素是各类气象观测设备的计量,判断观测设备是否准确感知气象数据的方法是对其内部的传感器进行检定和校准[1]。然而以自动气象站温度传感器为例,部分省份的气象温度传感器年检量约2000只且仍在持续增长,因此如何提升自动化水平是气象检定工作的发展方向。
现阶段研究人员广泛关注智能化技术与检定系统的融合问题,尤其是利用机械臂实现自动检定的技术方法,刘继东等给出了机械臂在低压电流互感器自动检定系统中的应用,实现了直角坐标运动、腕部电缸旋转和夹具的张开和闭合,可完成互感器抓取和搬运的动作[2];重庆电力科学院利用一体化校表机器人代替人工抓取,节约70%的人力成本并提升电表年检量至250万只[3];烟草行业在制造流水线上搭建了基于机械臂的智能搬运系统,通过优化系统结构及机械臂运动轨迹等方式替代人员进行繁重的搬运劳动[4]。目前尚无机械臂结合气象温度计量的相关研究。
既有的温度传感器自动检定系统已实现了设备的自动控制、检定信息的自动采集和检定数据的自动处理。然而系统的工作模式为“单槽多点”,即基于1~2个恒温槽完成多温度点检定,检定过程中各检定温度点升温、降温等待时间过长,检定过程中包含人工更换恒温槽液体介质等大量重复性劳动。因此,如何针对温度传感器年检量逐步增长、检定过程人工参与程度高等现状,对气象温度检定系统进行升级改造成为气象计量行业中亟待解决的问题。
1 系统并行控制策略及总体架构
1.1 并行控制策略流程
系统采用“多槽多点多组”的并行检定工作模式,即通过机械臂移动传感器的方式,基于多恒温槽完成多点位的检定,其布局如图1所示。对1~4号恒温槽内的液体介质温度分别设为0 ℃、20 ℃、50 ℃和-30 ℃ 4个温度检定点,各恒温槽内具有用于判断液体温度是否达到检定点温度的标准器,机械臂可在行走轴上实现平移。系统的检定流程是将4组待检传感器置于4个起始工位中,机械臂抓取第1组传感器依次放入1~4号恒温槽完成各点位温度检定,检定完毕后机械臂抓取传感器放置在终止工位,第2~4组传感器按上述方法,通过机械臂抓取的方式按1~4号恒温槽移动的方式实现温度检定。设置暂存工位的目的是,若该工位后一恒温槽温度尚未到达检定点温度,或该工位前一恒温槽已完成当前检定点任务,机械臂可抓取前一恒温槽内的传感器至该暂存工位中,使前一恒温槽启动后续批次检定任务,减少检定过程所需时间。

图1 气象温度传感器检定系统布局
1.2 系统总体架构
系统总体架构如图2所示。现场设备层持续为系统提供0 ℃、20 ℃、50 ℃和-30 ℃的检定环境,该层主要包括机械臂本体和实现其移动、抓取等功能所需的附属设备,以及温度检定过程中用于制造检定温度的恒温槽、持续监控恒温槽内液体温度的标准器和测量待检传感器电阻值的数字多用表。通信网络层中硬件部分包括串口服务器、扫描开关及通信抗干扰模块,串口服务器为现场设备层和通信网络层的硬件提供通讯接口,扫描开关可实现数字多用表循环测量多个待检传感器的电阻值,通信抗干扰模块可有效屏蔽机械臂上电后产生的干扰,尤其可解决现场干扰对标准器示值跳变问题;上位机通过通信网络层通讯协议和各类API接口实现对系统运行数据的调用和控制,针对机械臂控制和温度检定控制两类软件相对独立的问题,在通信网络层为两类系统提供交互式的系统集成方法,即上位机检定软件控制两种系统内的每个功能模块动作完毕后,生成可供检定软件和下一功能模块识别的交互指令,使软件开发过程中可在后台日志文件中逐一排查这些通用的交互指令,以便快速定位故障点。交互控制层包括上位机控制部分和机械臂PLC控制部分,检定软件首先将十进制温度值自动转换为可供现场设备识别的十六进制温度值,然后集成PLC控制部分实现机械臂移动、旋转、夹取和延时等待等功能,进而将测量得到的传感器阻值转换为温度值并自动判断其是否处于稳定状态,最后根据气象温度检定规程判断传感器的检定结果。数据存储层中的本地数据库用于检定过程中实时存储检定数据,检定完毕后将本地数据备份后导入至业务或网络数据库中,可避免因并发通信能力不足等网络故障导致的检定数据无法直接传输等常见故障。
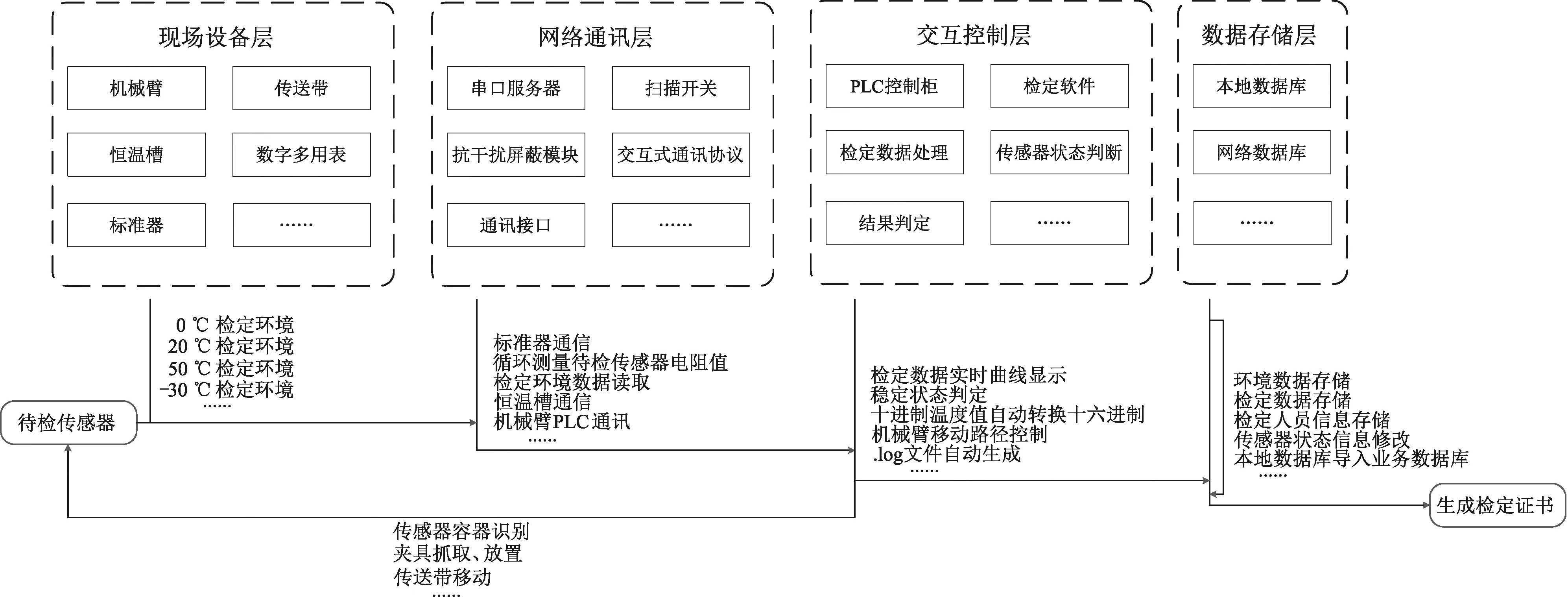
图2 并行控制模式的温度检定系统总体架构
2 干扰来源影响分析及抗干扰方法
2.1 干扰源对标准器影响分析
多次系统测试表明,各类温度检定设备开启,并经一段稳定时间后标准器示值保持稳定,然而机械臂上电后标准器示值在短时间内不断跳变且不能达到稳定状态。对其在0 ℃检定点,-30 ℃最低检定点和50 ℃ 最高检定点连续记录示值,以RCY-1A型温度标准器为例,采样周期为1 min的典型记录如表1所示。

表1 干扰影响标准器示值跳变的典型数据(RCY-1A型) ℃
经比对发现机械臂上电导致了标准器示值发生了无规则跳变,其波动范围已远远超过相关规范要求的温度偏离校准点不得超过±0.2 ℃[5],此时的温度标准器示值不能稳定,其波动范围不符合规范的技术指标,即此时的温度标准器不能正确地复现恒温槽内液体温度,但标准器断开RS-232通信线后其示值可立即恢复至机械臂上电前的稳定状态。虽然前述研究可表明影响标准器正常运行的干扰源是机械臂上电与RS-232通信共同作用形成,上电后带来的磁场环境变化以及机械臂与标准器电源共地影响了标准器RS-232通信,但干扰源对恒温槽温控仪表通信、传感器示值通信等温度检定的关键要素是否产生影响仍需进一步验证。
事实上,若恒温槽内部温度恒定,在机械臂断电的条件下,无论标准器是否连接RS-232通信线,其示值均保持一致并且均可视为本文工作中用于开展对比实验的约定真值[6-7],以机械臂上电时恒温槽波动性、传感器示值分布区间、标准器断开和连接RS232通信线时的示值为后续实验的比较对象。
2.2 干扰源对恒温槽温控仪表影响分析
判断干扰源是否影响恒温槽温控仪表的指标是机械臂上电后计算恒温槽波动性,其计算公式为[8]:
ΔT=Tmax-Tmin
(1)
其中,ΔT为恒温槽温控仪表示值的极差,反应机械臂上电后恒温槽内液体温度值偏离程度,Tmax为测试过程中产生的温度极大值,Tmin为测试过程中产生的温度极小值。
测试的具体方法是使恒温槽连接RS-232通信线,待槽内液体温度稳定后使用不连接通信线的3种温度标准器(SWJ型、RCY-1A型和RCY-1D型)持续监测液体温度值,每个标准器共采样60次,采样周期为10 s,通过计算机械臂上电后标准器示值的极差,得到3种标准器对应的恒温槽波动性指标。
机械臂上电后恒温槽内的标准器示值记录如图3所示。恒温槽液体温度稳定后,上电未对液体温度产生明显的影响,恒温槽温控仪控制槽内温度持续稳定在合理的区间内。通过3种标准器测得并计算得到的恒温槽在-30 ℃、0 ℃和50 ℃测试点位的波动性如表2所示,其恒温槽温控仪表示值的极差的最大值为0.02 ℃,远远小于恒温槽测试规范规定的指标[9]。因此,机械臂上电及现场通信对温控仪控制恒温槽内液体温度稳定无明显影响。

图3 机械臂上电后标准器在-30 ℃(a)、0 ℃(b)、50 ℃(c)测试点的示值

表2 机械臂上电后标准器示值极差 ℃
2.3 干扰源对温度传感器影响分析
判断干扰源是否影响温度传感器通信的指标是机械臂上电后传感器示值是否发生明显变化[10]。当温度传感器示值稳定后,分别从上位机检定软件读取机械臂上电前后的温度传感器分钟数据,通过分析机械臂上电前后传感器示值是否发生较大变化以判断干扰源是否影响传感器通信。具体方法是首先将5只温度传感器放入已稳定的恒温槽中,然后持续等待至传感器示值接近恒温槽设置温度且示值波动较小,记录10 min内的传感器示值分钟数据,最后将机械臂上电,记录前述传感器示值分钟数据,分别得到机械臂上电前后传感器示值的分布区间。
不同测试点下的温度传感器分钟数据分布区间如表3和表4所示。随机挑选5支处于检定周期内且用于气象观测的温度传感器机械臂上电前各传感器示值波动范围均不超过0.01 ℃,表明其已达到稳定状态。机械臂上电后其波动范围依然不超过0.01 ℃,对于各传感器在3个测试点位下的示值分布区间,其上限和下限与机械臂未上电时较一致。事实上,由于前述实验中恒温槽内液体温度的稳定状态是动态平衡的,即测试过程中其变化范围不超过0.02 ℃,实验室传感器波动范围小于恒温槽变化范围即可视为机械臂上电对传感器示值无明显影响。

表3 机械臂未上电时传感器示值分布区间 ℃

表4 机械臂上电时传感器示值分布区间 ℃
3 系统优化及抗干扰测试
3.1 标准器通信抗干扰方法
尽管RS-232通信模块的噪声容限可保证其通信功能具备一定的抗干扰能力,然而检定系统运行时现场包含各种电子噪声,使得标准器一旦连接RS-232通信线就会导致示值不规则跳变。
屏蔽电磁干扰的核心问题是解决信号传输时如何与其他模块隔离的问题。由于温度标准器内部电路采用机械连接方法,使传输过程中信号除了与指定的模块通信,其他电路的电阻通道在这一过程中受电磁干扰作用,对信号产生干扰和衰减。屏蔽电磁干扰的方法可采用通信部分增加光隔离器,光隔离器可通过光敏二极管检测信号的能量,将电信号转换成光信号传输。
屏蔽电源共地干扰的核心问题是解决标准器电源完全绝缘的问题。若各温度标准器通信时电源的接地线没有相互绝缘,则接地保护没有保持独立,信号传输时一个指定通路的耦合可成为另一个通路的噪声。对供电部分进行完全绝缘的方法主要包括为每个标准器和每个RS-232通信接口配备独立的电源,并将每个独立电源分别接地。
3.2 系统抗干扰原理
本系统为消除电源共地与磁场环境变化对标准器RS-232通信产生的干扰,其方法如图4所示。针对标准器与机械臂电源共地对标准器通信造成的干扰问题,其优化方法是为现场的标准器配备可提供220 V的独立移动电源。针对于机械臂上电后产生的标准器通信干扰问题,可在标准器通信电路部分引入光电隔离模块,使RS-232通信电路中标准器信号产生部分与串口服务器信号接收部分隔离,切断干扰通道。
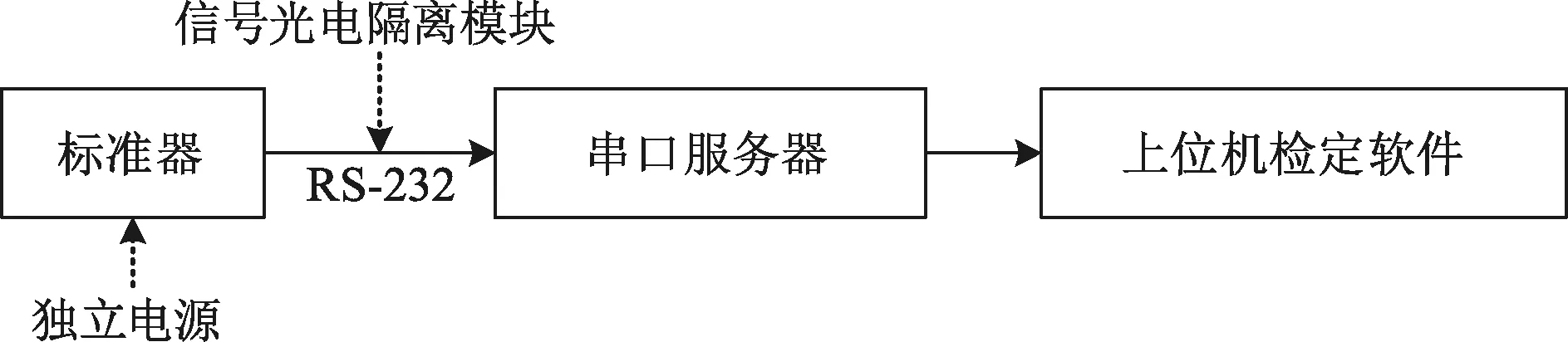
图4 系统抗干扰原理
3.3 标准器通信抗干扰测试
标准器通信抗干扰测试数据如表5所示。机械臂上电后3类标准器示值波动范围均不超过0.01 ℃,小于恒温槽的液体温度的极差0.02 ℃,且与机械臂未上电时各测试点位下的示值分布区间较为一致。因此,系统优化后的标准器通信屏蔽了现场干扰,使其示值保持持续稳定状态。

表5 标准器通信抗干扰测试标准器示值分布区间 ℃
4 结论
本文针对气象温度传感器检定工作效率已无法满足现有业务增长所面临的现状,设计并实现了一种基于机械臂的温度检定系统。
(1)提出了一种基于机械臂的温度检定并行控制工作模式。将机械臂控制系统与既有气象温度检定系统相结合,引入了起始工位、暂存工位及终止工位等附属设备,设计了检定过程中机械臂移动、搬运及夹持等动作流程,通过机械臂移动传感器的方式,在多个恒温槽内完成多点位的温度检定。
(2)分析了系统干扰来源和形成干扰的原因。事实上,直接制约系统搭建的关键因素不但有机械臂控制系统与温度检定系统交互设计,还包括现场干扰使标准器示值不断跳变造成系统无法正常运行的问题。通过各类实验对比分析,发现形成干扰的条件是机械臂上电及标准器连接了RS-232通信线,造成标准器示值跳变的原理是标准器与机械臂电源共地及机械臂上电后产生的磁场环境变化影响了标准器RS-232通信。
(3)设计了一种系统抗干扰优化方法。对既有温度检定系统的标准器通信部分增加光电隔离模块并使用独立电源供电,克服了现场干扰对标准器示值通信的影响,使标准器示值恢复至稳定状态。
系统投入业务使用后,实现了多批次温度传感器的流水作业,避免了检定人员持续进行操作、搬运等重复性劳动,既大大提高了气象温度检定的工作效率,又实现了温度检定的自动化、无人化。同时,系统搭建过程中采用的相关方法可为各类气象计量检定系统升级改造建设提供参考。
猜你喜欢
舰船电子工程(2022年3期)2022-12-01
成都信息工程大学学报(2022年4期)2022-11-18
纺织标准与质量(2022年4期)2022-09-05
农业工程学报(2022年8期)2022-08-08
纺织标准与质量(2022年1期)2022-07-12
全球定位系统(2021年5期)2021-12-14
全球定位系统(2020年1期)2020-03-31
电子制作(2019年12期)2019-07-16
电子制作(2018年12期)2018-08-01
魅力中国(2016年52期)2017-09-01