对集团公司3#高炉及部分冶炼知识的理解
2021-12-30 22:43胡鹏
家园·建筑与设计 2021年11期
关键词:冷却系统
胡鹏
摘要:高炉炼铁工艺相对复杂,固有一定规律可循,但当炉况出现波动并无照搬的程序適用,一定程度上操作者根据炉况具体变化采取相应措施,恢复处理时间或短或长。当炉况长期处于波动状态,以致于使得部分操作者失去耐心,采取了极端或相悖的措施,久拖不愈,效果不佳。当砌筑炉型自身存在缺陷、布料器存在缺陷亦或冷却设备漏水等因素存在,炉况出现波动后的恢复时间则更难估计。
关键词:炉型;炉料;装料制度;送风制度;冷却系统
一、我集团公司3#高炉相关问题描述
我集团公司3#高炉于2007年9月投产,至今历经了2008~2009年多次严重失常,期间多次炉皮跑火,被迫于2010年初扒炉缸重新开炉。因检修期间炉缸烧穿,于2010年8月大修,此次大修炉腰炉腹部位更换使用了铜冷却壁,大修后因炭砖质量问题炉缸温度高威胁安全生产,被迫于2011年11月再次停炉大修,此次大修炉缸炭砖使用了兰炭。2017年12月,同样存在炉缸温度高且炉缸严重堆积,吨铁燃耗指标较差,再次大修,开炉至今。此次大修增加了炉体冷却强度,使用了西格里炭砖,风机提高了防喘压力等级。3#高炉自新建到2017年的大修,没有更换炉皮,炉身上部冷却壁没有更换。
在最后一次大修筑炉期间,发现南铁口处炭砖应有50~80mm的环缝不能保证,炭砖与冷却壁顶砌,其它部位亦不均匀。因铅锌、碱金属富集等因素,多次出现过中套上翘变形,风口部位冒煤气,对向风口中心线相交点误差难以保证符合砌筑规范;因曾多次出现炉皮跑火、栽棒以及多次降料面等因素,高温段及炉身中部径向偏差难以保证符合砌筑规范。受制于管理欠缺以及技术手段欠缺,相关数据没有实际测量。因炉皮变形导致的炉型不规则客观存在,3#高炉日常操作炉型难以维持以及出现炉况波动后恢复难度大、恢复时间长,与此应有一定关系。
二、对部分相关专业知识的理解
结合所学专业知识及自身经验,对1080m³级高炉使用原料质量及相关操控要点作如下梳理记录。
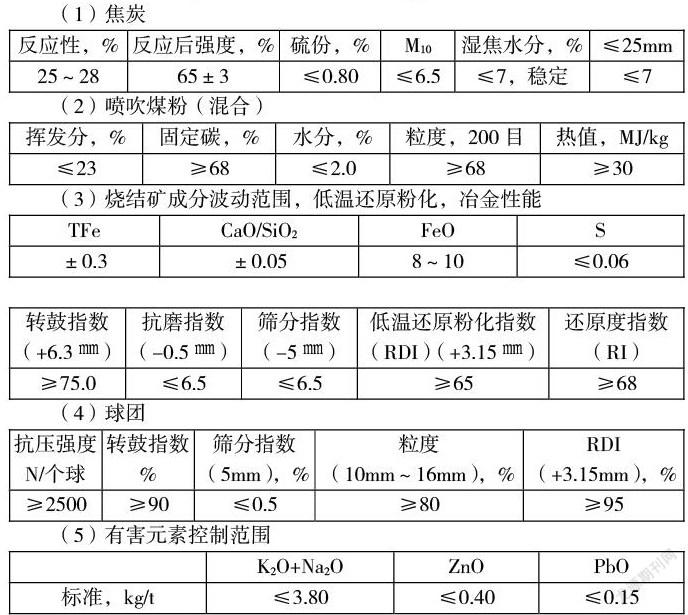
1.建议1080m³高炉使用的原料质量控制范围
(1)焦炭
2.对部分相关专业知识的理解
(1)批重大小
高炉操作者普遍认同增加批重可减缓界面效应,有利于提高煤气利用率及增产节焦。多数人也认同增加矿批可抑制中心气流发展,但这与当前多环布料的生产实际有相悖之处。此理论的提出是普遍使用钟式炉顶期间,基本可视为单环布料,炉喉间隙不变,随着矿批增大,炉料堆尖向中心滑移,故起到了抑制中心的作用。由于多环位炉料量同时增加则对抑制边缘和中心气流起双重作用。在出现中心气流偏强或中心过吹时,以扩大矿批抑制中心气流的操作往往起到相反作用,缘由应与上述分析吻合。
(2)料线
通常情况下,料面到炉喉钢砖上沿留有一批料的空间对应的高度设定为料线。使用正常料线可提高炉容利用率,增加炉料在炉内预热时间,有利于节焦增产,日常操控要尽量避免出现亏料线作业,逢亏料线,应赶齐料线在前加全风在后。
我公司1080m³高炉39吨矿批对应的上限料线为1.12米,故,同行业先进企业同立级高炉使用了1.20米料线。
31.4÷28=1.12,批料体积÷1米高炉对应的体积。
(3)矩阵宽度
结合我公司3#高炉生产实际、参照周边企业做法,环宽通常控制在10±2°。焦炭角度略大于矿石角度0.5°或1°,K40、38、36、34、32、30、28,属较宽坏带,结合原燃料质量、煤比高低,尤其在提煤比过程中,应适当收窄环带,其中永锋钢铁高炉环带8°,煤比长期175公斤,且吨铁燃料比做到520公斤或以内。鑫华高炉环带较宽,吨铁煤比约150公斤,吨铁燃耗略高,同时考虑原燃料波动、操控因素,长期看,炉况稳定程度较永锋略差,尤其表现在2017年12月上旬,鑫华钢铁采取强压边降焦比的措施提产,以致于气流分布失常,加之恢复期加风过激,炉况失常,造成严重炉凉,损失较大。
首钢高炉开炉后长达近2年炉况不顺,而后使用如下矩阵,且原燃料质量优良(用了焙烧球团)。K39.5、38、36.5、35、33.5、31.5、33.5,圈数:3、3、3、3、2、2、1;J40、38、36、34、31、28、20、9,圈数:4、3、3、3、3、2、1、 5.5,采用了中心加焦。
(4)矩阵角度大小
正常情况下,我公司1080m³高炉矩阵角度≥36°,在恢复炉况期间,一味缩小角度同样不能取得效果,这偏离了布料规律,即布料堆尖偏离出炉喉半径1/2之外的位置。2010年在1#1080m³高炉开炉时测量的1.6米料线,炉喉半径1/2位置对应的矩阵角度约27°,我公司两座1080m³高炉炉型基本一致,3#高炉可参考。矩阵角度<34度时,应考虑原料质量、炉缸等方面是否存在影响顺行的因素,不能无限制缩小角度。
(5)风口配置
风口选型应主要考虑两个方面,一是原燃料质量情况,二是炉缸耐材侵蚀及冷却壁破损情况。目前我公司3#高炉风口直径全部为115mm,长度490mm。随着炉役增加,同时考虑便于维护铁口,可在检修休风时,将铁口上方对应的4个风口加长至510mm。
风口设置可以参考1200以下炉子长度安炉缸直径6%~6.5%1200~2500按5.5%~6%,2500以上的按5%~5.5%。
(6)冷却制度的确定
冷却器的水量与高炉热负荷适应。风口大套温差3~5℃、风口中套3~5℃、风口小套≯10℃、炉缸冷却壁<4℃、风口带冷却壁4~6℃、炉腹冷却壁10~16℃、炉腰冷却壁10~14℃、炉身下部冷却壁10~14℃。
我公司高炉常出现的异常炉况是炉墙粘结、炉缸堆积。当炉况出现上述情况时,初期采取调整料制、轻负荷尚有一定效果,若处理不当,延缓了恢复进程甚至进一步恶化炉况,则应慎重使用风量。加全风量是恢复炉况的目标、是追求的结果,但应清醒的认识到是不是有效风量,风量有效做功则可行,加了风若不做功则会做怪,会破坏操作炉型,进而延缓进程,致使反复。
参考文献:
[1]《高炉炼铁生产技术手册》作者:周传典、冶金工业出版社2002/08
[2]《高炉炼铁》作者:宋永清、任淑萍、冶金工业出版社2016/02
猜你喜欢
哈尔滨理工大学学报(2016年6期)2017-02-21
哈尔滨理工大学学报(2016年6期)2017-02-21
绿色科技(2016年20期)2016-12-27
科教导刊·电子版(2016年29期)2016-12-23
农机使用与维修(2016年10期)2016-11-10
农机使用与维修(2016年10期)2016-11-10
科技视界(2016年22期)2016-10-18
科技视界(2016年13期)2016-06-13