UASB反应器处理低磷啤酒废水的二次启动试验研究
2021-12-29 13:04:00马兴冠铁玉瑞袁雅姝张丽伟
沈阳建筑大学学报(自然科学版) 2021年6期
马兴冠,铁玉瑞,袁雅姝,张丽伟
(沈阳建筑大学市政与环境工程学院,辽宁 沈阳 110168)
我国是世界啤酒生产大国之一。每生产1 L啤酒就会造成3~10 L的啤酒废水,而大量啤酒废水的排放对环境造成了严重的污染[1-4]。啤酒废水富含多种有机污染物,其COD含量较高,啤酒废水的过量排放会导致水体富营养化,因此采用高效又简便的方法处理啤酒废水显得尤为重要[5-7]。而UASB(Up-flow Anaerobic Sludge Bed)反应器作为一种有着紧凑结构的高效厌氧生物反应器,因其构造简单,操作简便、处理成本低,容积利用率高,HRT短,抗冲击负荷力强,所形成的颗粒污泥沉降性能及活性较好,近年来在国内外实际工程中被广泛应用,尤其在处理啤酒废水等中高浓度有机废水时,该反应器适应性更强[8-9]。
UASB反应器的二次启动是指直接将成熟颗粒污泥作为种泥的启动。培养出活性高、沉降性好的适于待处理废水水质的厌氧污泥,这是大多数 UASB反应器启动成功的标志[10]。笔者重新启动已停运5个月的UASB反应器,二次启动比完成初次启动耗费的时间少近一半,节省了大量的人力、财力、物力,为UASB反应器的二次启动应用于实际工程提供了试验方法及理论依据。
1 试 验
1.1 试验装置
试验所用UASB反应器装置如图1所示。

图1 UASB反应器装置图Fig.1 UASB device
该UASB系统由内径90 mm的透明有机玻璃组成,整体高1.3 m,上部为沉淀区,下部为反应区,顶部设有三相分离器,有效容积为1.96 m3。为方便取样,在该装置侧面每隔20 cm处设置1个附带球阀的取样口,共设5个取样口。
整个反应器装置置于阴凉且无阳光直射的位置,避免阳光直射对反应器造成影响。因厌氧微生物对环境的要求较高,故采用恒温温度控制开关控制其反应温度,同时为避免光照对反应器内厌氧微生物生长代谢的影响,反应器外部使用黑布将其紧紧包裹缠绕。试验采用动态连续进水的方式,使用计量泵将进水输送至UASB反应器底部并在底部均匀布水,通过调节计量泵控制进水在UASB反应器内的上升流速,使水流自下而上地流经厌氧污泥床,最终从顶部流入出水桶。
1.2 试验用水
试验进水模拟低磷啤酒废水水质条件,将足量乙酸钠作为碳源,NH4Cl为氮源,KH2PO4为磷源,打破原有的碳氮磷质量比为200∶5∶1,通过投加KH2PO4的量来控制进水保持低磷状态,同时加入一定量的微量元素。水质情况如表1所示。

表1 试验用水主要水质指标范围Table 1 Main water quality indicators for test water
根据进水COD质量浓度取一定量的母液进行稀释。每次配水水量为50 L。按照人工模拟废水配方在原水桶中投加各营养物后加自来水稀释至50 L,并搅拌均匀。
1.3 测定项目与方法
测定项目及分析方法如表2所示。

表2 测定项目及方法Table 2 Measurement items and method
1.4 接种污泥
UASB 反应器在初次启动时所接种的厌氧污泥来自辽宁省本溪市某啤酒废水处理厂,试验装置在使用模拟啤酒废水连续运行8个月后,终止运行。该反应器内的污泥在初次启动时已经完成颗粒化这一过程,其平均粒径为1.0~2.5mm。
1.5 试验过程
由于性质优良的颗粒污泥是UASB反应器运行成功必不可少的重要因素,因此在恢复进水前,从UASB反应器底部取样口中取出部分污泥,通过电镜观察发现这些污泥中仍存在平均粒径为0.5 ~2.0 mm的颗粒状污泥,其污泥质量浓度均在22~24 g/L,可知该反应器内污泥仍保持有良好的活性,这也说明该试验可直接利用反应器内原有的成熟颗粒污泥,无需另外投加接种。
试验采用连续进水的方式,将试验过程分3个阶段进行,整个试验过程中碳氮质量比保持200∶5不变。第1阶段(适应期:1~14 d),调节碳磷质量比为200∶0.4,每天进水12.5 L,进水COD质量浓度控制在900 mg/L左右,这一阶段旨在恢复系统内颗粒污泥活性并把活性较差的污泥排出反应器。第2阶段(负荷提升期:15~29 d)该阶段碳磷质量比调至200∶0.5,并将COD进水质量浓度逐渐提升至1 200 mg/L,保持HRT=48 h不变。第3阶段(稳定期:30~45 d)将HRT降至24 h,碳磷质量比调节至200∶0.6,并将进水COD质量浓度提升至1 500 mg/L,反应器每天进水25 L。该试验以COD去除率连续5d保持在65%以上作为该二次启动成功的标志。试验过程中各项指标值如表3所示。

表3 试验过程各项指标值Table 3 Various index values during the experiment
2 结果与分析
2.1 进出水COD变化及去除效果
进出水COD变化及去除效果如图2所示。

图2 进出水COD的去除率Fig.2 Removal of COD
从图2中可以看出,在二次启动的第1阶段,进水COD质量浓度控制在900 mg/L左右,使反应器逐渐适应进水水质,同时调节碳磷质量比为200∶0.4,由图可知,启动初始阶段,出水COD去除效果并不理想,这是由于启动过程中大量的破碎污泥细粒随水流排出,污泥流失导致出水悬浮物量大,COD值高,导致去除率仅在30%左右,去除效果较差,也说明磷浓度较低会抑制反应器内厌氧微生物的生长,而在该反应器运行的第10 d,COD去除率突跃至60%,推测是该反应器内原有的厌氧微生物逐渐适应了新的环境,于是恢复了其部分活性。第2阶段,提高进水COD质量浓度至1 200 mg/L,并将碳磷质量比调至200∶0.5,COD去除率最初迅速降低,而后缓慢上升,5 d后去除率再次回升至60%以上,说明UASB反应器内的厌氧微生物数量不断增加,活性不断增强,到第2阶段末,COD去除率达到65%左右,去除效果较第1阶段更为明显,然而该COD去除率较正常啤酒废水低,这是由于低磷环境抑制了厌氧反应器内微生物的活性,从而影响其对有机污染物的去除。第3阶段,将HRT降至24 h,进水COD质量浓度控制在1 200~1 500 mg/L,污泥负荷增大,调节进水碳磷质量比为200∶0.6,起初,COD去除率迅速下降,且出水中伴有大量失活污泥,后又缓慢上升。到启动后期,出水COD从800 mg/L降至500 mg/L以下,COD连续1周稳定在68%以上,二次启动成功。可见,经UASB反应器处理可降解低磷啤酒废水中大部分COD,并且当碳磷质量比为200∶0.6时反应器内厌氧微生物能相对更好地发挥其活性从而去除废水中COD。
2.2 出水挥发性脂肪酸(VFA)的变化
挥发性脂肪酸含量过高会抑制甲烷菌的生长,导致厌氧反应器恶化,故VFA作为二次启动试验的主要控制参数之一[11-14]。VFA随时间变化曲线如图3所示。

图3 VFA随运行时间变化曲线图Fig.3 The change curve of VFA over time
由图3可知,出水VFA在二次启动在第1、2阶段波动较大,这是由于反应器在启动前期,,反应器耐冲击负荷力不稳定,甲烷菌生长代谢速率较慢,而到启动后期,由于UASB反应器内pH稳定在(7.0±1),为甲烷菌提供了适宜的酸碱环境,使其活性提高,出水挥发性脂肪酸稳定在250 mg/L以下,说明该UASB反应器运行达到稳定,且第3阶段HRT降至24 h并未对出水VFA产生影响,可说明VFA不受水力停留时间变化的影响。
2.3 COD去除率影响因素分析
2.3.1 容积负荷对COD去除率的影响
容积负荷是厌氧反应器运行过程中的重要参数。提高反应器容积负荷能缩短二次启动的时间,但负荷过高会导致在反应器内本应匀速上升的废水其流速突增,导致反应器内污泥流失、反应器酸化、挥发酸产量增多,影响甲烷菌的生长环境,导致污泥量的增加受到抑制等一系列不利影响[15]。因此试验过程中应注意控制负荷提高的速率。试验通过缩短HRT并控制进水COD质量浓度的方式逐步提升反应器的负荷。容积负荷与COD去除率变化曲线如图4所示。

图4 容积负荷与COD去除率变化Fig.4 Curve of volume loading rate and COD removal rate
前7天,由于反应器的启动刚刚进行,因此进水COD质量浓度不宜过高,控制在900 mg/L,此时反应器容积负荷较低,COD去除效果不佳,往后逐渐增加反应器进水浓度,缩短水力停留时间至24 h,COD容积负荷逐渐增高,最终达到1.55 kg/(m3·d),COD去除效果较好。
2.3.2HRT及水力负荷的变化对COD去除率的影响
HRT指废水在反应器内部平均停留的时间,其本质上是待处理废水与反应器内厌氧微生物反应时间的平均值,其在一定程度上能够反映废水的处理程度[16],因此试验可将HRT作为二次启动的有效控制参数。
在启动的第1阶段、第2阶段,反应器HRT=48 h,该UASB反应器在启动前期出水相对浑浊,且出水水流中常伴有细小颗粒污泥和少量白色絮凝物,这说明前期出现了部分污泥流失的现象,导致COD的去除效果不理想。在二次启动的第3阶段,将反应器HRT降至24 h,COD经历了先迅速下降而后又缓慢回升的过程,在该阶段,原先反应器内本已失活的污泥,其活性又逐渐得以恢复,COD去除率也随之逐渐提高,出水效果得到显著改善。
水力负荷在UASB反应器启动过程中起水力筛选作用[17]。通过调节水力负荷,观察出水污泥流失情况,确定该反应器水利负荷最佳值为0.6 m3/(m2·h),在该水力负荷下,反应器可以将具有活性的厌氧微生物及厌氧污泥保留在反应器内,而失去活性的污泥及死亡微生物残骸则随出水流出。
2.3.3 温度及进出水pH对COD去除率的影响
图5为温度及进出水pH随启动时间的变化曲线。
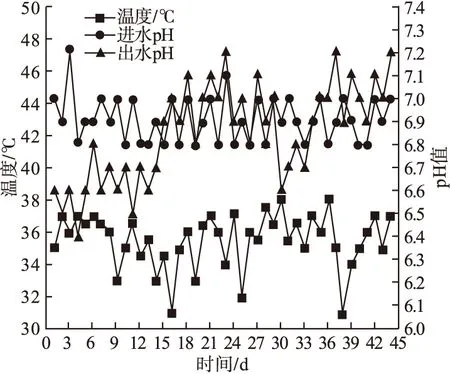
图5 温度、进出水pH随启动时间的变化曲Fig.5 Change curve of temperature and pH of inlet and outlet water with startup time
由于厌氧微生物对温度的波动表现较敏感,当温度大于37 ℃或小于30 ℃时,反应器内微生物的活性会遭到抑制[18]。故在启动过程中使用恒温温度控制开关将温度控制在30~37 ℃。排除温度变化对厌氧微生物的不利影响。pH是厌氧产氢过程中最重要的环境因素,可直接影响产氢菌的活性和代谢途径等,pH值小于6.5或大于8.2都会抑制厌氧微生物的生长及代谢[19-24],因此pH值的控制显得尤为重要。二次启动期间,进水的pH值被严格控制在6.8~7.2。由图5可知,启动初始阶段,由于反应器内有机物被厌氧微生物不断的降解造成了反应器内挥发酸累计,使得出水pH值始终低于进水pH值,COD的去除率效果不佳。随着该UASB反应器启动时间的增加,底部污泥不断得以驯化,厌氧微生物不断稳定,使得产甲烷菌不断繁殖,COD的去除率显著提高,最终稳定在70%左右。此时,出水pH基本稳定在7.0,且几乎不受进水pH影响,并一直比进水pH值高,满足污水排放标准。
3 结 论
(1)UASB反应器二次启动试验当运行稳定时,COD的去除率最高可达71%,证明该反应器处理低磷啤酒废水是稳定且高效的,且UASB反应器仅作为预处理单元就可将啤酒废水中大部分有机污染物处理掉,有利于促进后续工艺的处理。
(2)相比进水水质符合最佳碳氮磷质量比为200∶5∶1的UASB反应器,该二次启动反应器对COD去除效果相对较差,这是由于低磷环境抑制了厌氧微生物正常的生理代谢活动,从而使得反应器内颗粒污泥活性未激发完全,导致有机物的去除相对不够彻底。说明厌氧反应器的启动中,应尤其注重厌氧微生物的生存环境,供给足够的营养元素才能使其充分发挥活性,并能有效去除废水中有机污染物。
(3)UASB反应器的二次启动,可直接利用反应器内原始的成熟颗粒污泥,无需另外接种。缩短了二次启动的时间,也将促进 UASB反应器在未来得以广泛应用。且相比初次启动耗时80 d,二次启动仅历时45 d,启动速率快、效率高。验证了UASB反应器二次启动的可行性,为该反应器的二次启动提供了科学依据和试验方法。
猜你喜欢
云南化工(2021年11期)2022-01-12 06:06:36
科学(2020年6期)2020-02-06 08:59:58
流行色(2018年10期)2018-03-23 03:36:24
数学小灵通·3-4年级(2017年12期)2018-01-23 03:38:05
环境保护与循环经济(2017年4期)2018-01-22 03:27:11
山东工业技术(2016年15期)2016-12-01 05:30:54
山东青年(2016年2期)2016-02-28 14:25:44
中国资源综合利用(2016年3期)2016-01-22 07:28:17
化工进展(2015年6期)2015-11-13 00:27:28
专用汽车(2015年2期)2015-03-01 04:06:52