液氮洗尾气回收对液氮洗系统运行的影响及对策
2021-12-24 02:49:08冀淑军
中氮肥 2021年1期
冀淑军
(山西中煤平朔能源化工有限公司,山西朔州 036800)
0 引 言
山西中煤平朔能源化工有限公司(简称平朔能化)300kt/a合成氨装置液氮洗系统采用法液空公司工艺包,在制取CO含量<5×10-6、氢氮比为3∶1的氨合成气的同时副产LNG。由于采用了膨胀机提供冷量,液氮洗尾气中CO、H2、CH4等含量高达80%以上(尾气中各组分的设计值为CO74%、H28%、N215%、CH41%、Ar1%,实测值为CO65%、H213%、N219%、CH42%、Ar1%),因此,设计上将液氮洗尾气(压力0.08MPa,流量5488m3/h)通过MW-80/0.64-32型往复式压缩机提压至3.2 MPa后返回变换系统,以回收利用尾气中的CO、H2、CH4等有效气成分,相较于传统的液氮洗工艺将尾气直接作为燃料气,该设计有着明显的节能优势。
实际生产中,液氮洗尾气回收后,变换系统只需适当加大蒸汽量保证原料气的水气比满足变换反应所需即可,低温甲醇洗系统工况无明显变化,影响最大的是液氮洗系统,主要表现为在同等生产负荷下氮洗塔温度回升而甲烷回收塔过冷,系统冷量不平衡,存在氨合成气中CO含量超标、副产品LNG纯度降低等不利于液氮洗系统安全、稳定运行的风险。后通过一系列优化调整,实现了系统的稳定、长周期运行。以下对有关情况作一简介。
1 液氮洗系统工艺流程简介
平朔能化液氮洗系统工艺流程如图1,主要包括纯化单元、CO洗涤和LNG回收单元、中压氮气单元及氮气循环回路。
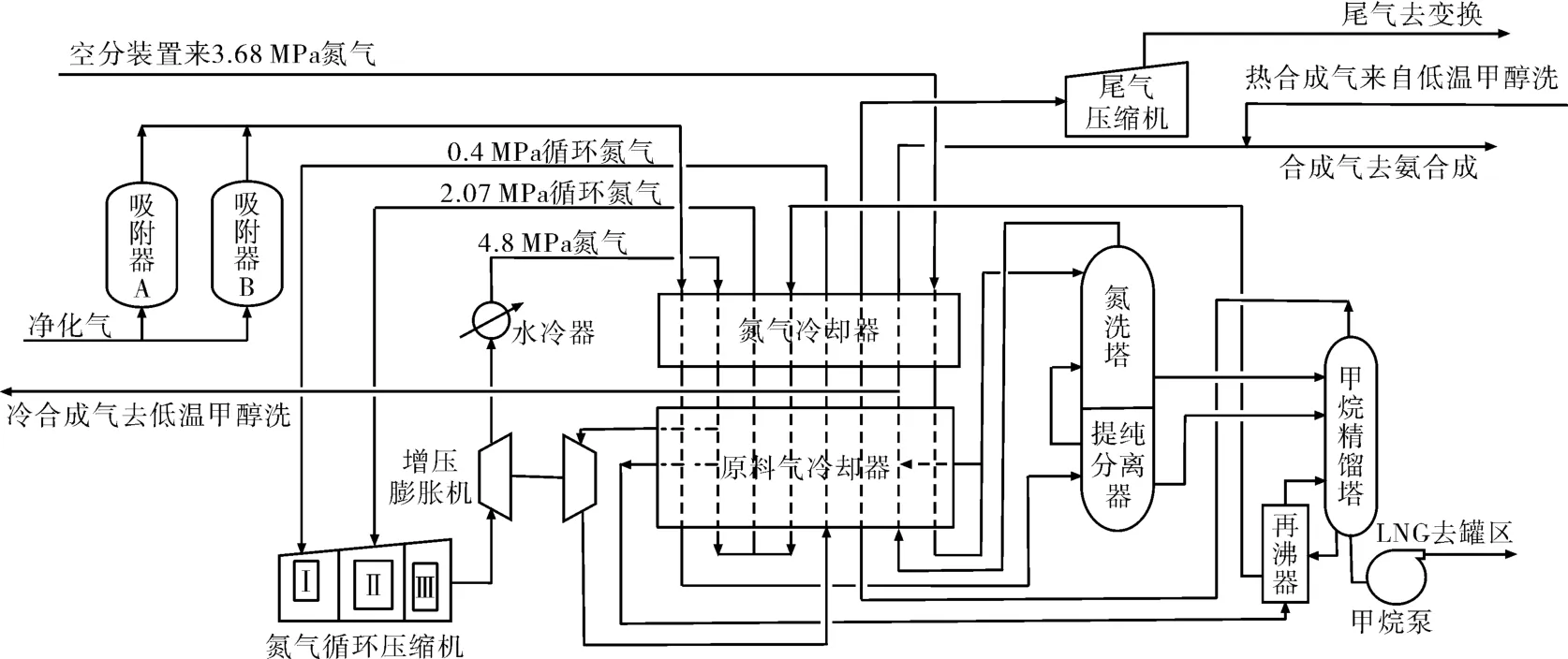
图1 液氮洗系统工艺流程简图
1.1 纯化单元
来自低温甲醇洗系统的净化气,在分子筛吸附器中脱除微量的CO2和CH3OH,使其含量均小于0.1×10-6,作为液氮洗系统的原料气。2台分子筛吸附器内装13X型分子筛,当一台吸附器净化原料气时,另一台吸附器用低压氮气加热再生,交替运行或再生。
1.2 CO洗涤和LNG回收单元
分子筛吸附器出口气经原料气冷却器冷却至-182℃,进入气体提纯分离器进行气液分离,分离出的气相至氮洗塔中与塔顶喷淋下来的液氮逆流接触;出氮洗塔顶的富氢气经原料气冷却器复热后,一部分去低温甲醇洗系统为其提供部分冷量,一部分继续经氮气冷却器复热后与低温甲醇洗系统返回的热合成气汇合;合格合成气送往氨合成系统。
氮洗塔底部溶解有CO、H2等的液氮,送至甲烷回收塔(即甲烷精馏塔)上部进行闪蒸;气体提纯分离器底部富甲烷液由中部进入甲烷回收塔精制提纯;甲烷回收塔顶部尾气经原料气冷却器、氮气冷却器复热后,经尾气压缩机提压至3.2MPa后送变换系统;甲烷回收塔塔釜LNG产品由甲烷泵输送,经过冷器降温后送至综合罐区LNG储罐;甲烷回收塔底部物料由再沸器加热,其热源为增压机提压后经氮气冷却器、原料气冷却器降温后的一股4.8MPa氮气。
1.3 中压氮气单元
空分装置来的3.68MPa中压氮气,经氮气冷却器、原料气冷却器冷却成为液氮,一部分进入冷合成气中作为冷配氮,一部分送至氮洗塔顶作为洗涤氮。
1.4 氮气循环回路
氮气循环压缩机三段出口3.07MPa的氮气,经增压机进一步提压至4.8MPa,再经增压机后水冷器、氮气冷却器、原料气冷却器冷却后分为三股:第一股进入膨胀机减压至0.4MPa,在原料气冷却器、氮气冷却器内释放冷量后返回氮气循环压缩机一段入口;第二股进入甲烷回收塔塔底再沸器进一步冷却后,一部分去与过冷器相连的热虹吸罐,作为过冷器的冷源,继续降温后再膨胀至2.07MPa,另一部分通过节流阀直接膨胀至2.07MPa,复热后去氮气循环压缩机二段入口;第三股直接节流膨胀至2.07MPa,与第二股中压氮气汇合。
2 尾气回收后液氮洗系统工况变化及影响
2.1 氮洗塔温度回升
空分装置来的3.68MPa氮气,经氮气冷却器、原料气冷却器冷凝为液氮后,在氮洗塔中与原料气中的CO进行传热传质,CO被冷凝为液态的同时部分液氮汽化为N2。液氮洗属于物理洗涤过程,氮洗塔顶部富氢气的温度反映了原料气中CO的冷凝程度,顶部富氢气的设计温度指标为-192℃。液氮洗尾气回收后,氮洗塔顶部富氢气温度回升约2℃,这表明原料气中CO冷凝程度下降,有可能造成外送合成气中的CO超过5×10-6的设计指标(上限),会致使氨合成催化剂中毒而中断合成氨的生产。
2.2 甲烷回收塔过冷致LNG纯度降低
液氮洗尾气回收后,在氮洗塔温度回升的同时甲烷回收塔却表现为过冷,具体现象及影响如下:①甲烷回收塔顶部气相(尾气)温度降低,经复热后尾气温度较之前正常生产时降低10℃左右,热端温差增大,正常值为2~3℃,现上涨至15℃左右;②甲烷回收塔塔釜LNG温度降低,即使增加再沸器的加热氮气量,也难以维持塔釜LNG温度在-153℃的正常指标,LNG中轻组分增多,LNG纯度仅能达到98%左右,在线分析表直观地反映出LNG纯度较液氮洗尾气回收前降低1.5%左右。
2.3 外供低温甲醇洗系统的冷量减少
平朔能化液氮洗系统由氮气循环压缩机、增压膨胀机组成的氮气循环回路外供冷量,冷量相对充足,但为维持甲烷回收塔不至于过冷,外供低温甲醇洗系统的冷量较液氮洗尾气回收前是减少的:①在膨胀机喷嘴、回流阀阀位一定的情况下,氮气循环压缩机出口压力反映了制冷系统负荷的大小,液氮洗尾气回收后,氮气循环压缩机出口压力较之前降低约0.15MPa,表明系统外供冷量减少了;②出原料气冷却器的-60℃左右的冷合成气(约2/3的气量,剩余约1/3的气量经氮气冷却器继续复热),不经氮气冷却器继续复热,而送低温甲醇洗系统对变换气进行冷却,即液氮洗系统为低温甲醇洗系统提供部分冷量,液氮洗尾气回收后,去低温甲醇洗的冷合成气温度上升3~4℃,意味着液氮洗系统外供低温甲醇洗系统的冷量减少了。液氮洗尾气回收前后液氮洗系统有关工艺参数的对比见表1。

表1 液氮洗尾气回收前后液氮洗系统有关工艺参数的对比
3 原因分析
针对上述问题,对比分析液氮洗尾气回收前后系统各工艺参数的变化,发现进液氮洗系统原料气中的N2含量有了明显变化。液氮洗尾气回收后,液氮洗原料气中的N2含量呈上涨趋势,最高值达到2.51%,达设计值(0.21%)的10倍以上,表明液氮洗尾气中的N2经变换系统、低温甲醇洗系统后返回液氮洗系统,在氮洗塔中冷凝成了液氮——氮洗塔去甲烷回收塔的液位调节阀 (LV321)开度由之前的约43%增至约55%,增幅达12%,可见,氮洗塔底部液体量明显增加。
液氮洗系统原料气中过量的N2在氮洗塔中冷凝的过程中,放出热量,破坏了原来的热量平衡,造成出氮洗塔的富氢气温度升高,不利于CO的冷凝,可能造成CO含量跑高;同时,此部分N2冷凝后来到氮洗塔底部,经液位调节阀(LV321)去甲烷回收塔,为甲烷回收塔送去了更多的冷量,造成甲烷回收塔冷量过剩,甲烷回收塔顶部气相尾气量增加、温度降低,经原料气冷却器、氮气冷却器复热后的尾气温度相应降低,并造成甲烷回收塔塔釜LNG温度降低,外送LNG纯度降低。
液氮洗尾气回收后,其中的N2大部分冷凝富集在氮洗塔底部,而后去了甲烷回收塔而没能去到氮洗塔顶气相(冷合成气)中;而在甲烷回收塔中,此部分N2大部分去到气相(尾气)中,留在液相LNG中的是极少量的,最终通过变换系统、低温甲醇洗系统又回到液氮洗系统原料气中。因此,液氮洗系统原料气中的N2不断循环积累,随着系统运行时间的延长,原料气中的N2含量会越来越高。
4 优化措施
4.1 工艺优化以保证合成气中CO含量合格
首先加大外供冷量,氮洗塔顶温度不得突破-190℃,防止因合成气中CO超标而使生产中断。原料气中过量的N2源于补入的中压氮气,尤其是洗涤氮过量时很容易出现。因此,生产中要注意液氮洗系统洗涤氮和冷配氮的流量与原料气量匹配适宜,最大不宜超过设计量的10%,如此在保证外送合成气CO含量、氢氮比合格的同时,可有效降低液氮洗尾气中的N2含量,使液氮洗系统原料气中的N2含量维持在一个可控范围而不至于造成系统工况紊乱。
4.2 LNG纯度的调控
因甲烷回收塔过冷造成的LNG纯度低,可以通过适当增大甲烷回收塔底部再沸器的加热氮气量及温度来缓解。最根本的措施还是控制液氮洗原料气中的N2含量,只要氮洗塔去甲烷回收塔的液体量恢复至正常值,LNG的纯度就能保证在99.5%以上。
4.3 低温甲醇洗系统的工艺调节
低温甲醇洗系统的氨冷器需及时增加外供液氨量,补充液氮洗系统减少供给的冷量,确保低温甲醇洗系统冷量足够以及循环甲醇温度的合格,进而才能控制进液氮洗系统原料气中的H2S含量<0.1×10-6、CO2含量<20×10-6(设计指标许可范围),这是液氮洗系统稳定运行的前提和基础,如此才可为液氮洗系统的优化操作提供条件和空间。
4.4 液氮洗原料气中N2含量的调控
加强液氮洗原料气中N2含量的分析检测,当液氮洗原料气中N2含量>1.0%时,对液氮洗尾气部分回收、部分放空,以保证液氮洗系统的稳定运行。为避免液氮洗尾气去火炬燃烧造成浪费,对液氮洗尾气管线进行改造,将不能回收的这部分液氮洗尾气送去替换厂区部分燃料气或去锅炉掺烧。
5 优化效果
液氮洗尾气回收后,通过优化调整,液氮洗系统的运行工况明显改善,优化调整前后有关工艺参数的对比见表2。可以看出:优化调整后,液氮洗原料气中N2含量控制在1.0%以下,能够保证液氮洗系统的稳定运行;氮洗塔塔顶富氢气的温度控制在-192℃,可使CO冷凝彻底,保证合成气中的CO含量合格;甲烷回收塔不致过冷,其底部温度稳定控制在-153℃,LNG产品纯度不低于99.5%;甲烷回收塔顶部气相(尾气)温度回升至20℃左右,原料气换热器冷端温差恢复至5℃以下,液氮洗系统实现了长周期、稳定运行。

表2 液氮洗系统优化调整前后有关工艺参数的对比
6 结束语
平朔能化合成氨装置液氮洗尾气回收后,由于N2的不断积累,对液氮洗系统工况造成了不利的影响。通过优化调整,将液氮洗原料气中N2含量控制在了合理范围内,消除或减轻了由于原料气中N2含量高而造成的液氮洗冷箱内氮洗塔和甲烷回收塔的冷热量分配不均衡,从而避免了合成气中CO含量超标、LNG产品不合格,由此更好地发挥了液氮洗系统净化原料气的同时副产LNG的优势,并促进了合成氨装置的节能减排、增产增效。
猜你喜欢
分子催化(2022年1期)2022-11-02 07:10:44
科技创新导报(2022年10期)2022-03-24 22:42:13
皮肤病与性病(2021年3期)2021-07-30 08:08:12
黑龙江动物繁殖(2020年2期)2020-12-17 14:39:26
中国化工贸易·下旬刊(2020年1期)2020-05-28 17:25:45
中国特种设备安全(2019年5期)2019-07-16 08:52:08
河南化工(2017年5期)2017-06-09 18:07:43
石油工业技术监督(2016年2期)2016-04-06 14:59:23
中国医疗美容(2015年2期)2015-07-19 10:11:59
华东理工大学学报(自然科学版)(2015年5期)2015-02-27 13:49:56