一种高碳Cr5轧辊钢的热变形行为研究
2021-12-22 06:14:58白兴红赵席春赵德利郭峰
金属加工(热加工) 2021年12期
白兴红,赵席春,赵德利,郭峰
天津重型装备工程研究有限公司 天津 300457
1 序言
轧辊是轧钢设备中的重要备件,使用环境、工作状态等要求其具有较高的接触疲劳强度,良好的应力状态、抗裂纹扩展能力,以及优良的耐磨性。Cr5钢因其较高的合金含量而拥有优越的淬硬性、淬透性以及良好的耐磨性和抗断裂性,成为连轧机支承辊和有色轧机工作辊的主流产品材料[1,2]。随着冶金质量的提高和热工艺的完善,从改善耐磨性考虑提高碳含量[3,4],但增加碳含量会使锻造、热处理难度增大。
基于动态材料模型建立起来的热加工图技术能确定各个加工区域的功率耗散和流变失稳情况[5],可为热加工工艺参数的制定提供理论指导。目前,采用热加工图定量优化合金的热加工工艺,已在镍基合金、锆合金、304L不锈钢及钛合金等得到了成功的应用[6,7]。本文采用流变曲线分析及热加工图技术对一种高碳Cr5轧辊钢的热变形特性进行研究,为其热加工工艺的制定和优化提供依据。
2 试验材料及方法
试验材料为新型C r 5 轧辊钢,感应电炉熔炼,锻至成棒,进行退火处理。热压缩试验在Gleeble-3800型热/力模拟试验机上进行,试样尺寸φ8mm×15mm,试样两端垫有石墨片,以减小摩擦。试样以10℃/s的速度从室温加热到1250℃,保温10min后以10℃/s速度分别冷却到900℃、950℃、1000℃、1050℃、1100℃、1150℃、1200℃,保温1min,然后分别以0.001s-1、0.01s-1、0.1s-1和1s-1的应变速率压缩至真应变0.7,变形结束后迅速水冷,以保留高温状态下的奥氏体晶粒。最后用线切割方法将淬火试样沿轴向剖开,进行显微观察。
3 试验结果与讨论
3.1 流变曲线
试验钢在9 0 0 ~1 2 0 0 ℃的范围内,分别以0.001s-1、0.01s-1、0.1s-1和1s-1的应变速率进行真应变为0.7的热压缩变形,获得了该试验钢的流变曲线,如图1所示。
从图1可以看出,随着变形温度的降低和应变速率的增大,试验钢热变形时的应力升高:在应变速率相同的条件下,变形温度越高,动态软化速率越快,因而峰值应力和稳态流变应力随着变形温度的升高而逐渐降低;在变形温度相同条件下,应变速率增大,加工硬化率提高,峰值应力和稳态流变应力也随之提高。
合金钢的流变曲线一般分为两种类型:一种是动态回复型;另一种是动态再结晶型[6-8]。当应变速率为0.001s-1时(见图1a),试验钢的流变曲线都会出现峰值,即属于动态再结晶;并且在图1a中,当变形温度超过1000℃后,流变应力达到峰值后还出现了稳态应力平台,这是完全动态再结晶的特征。当应变速率为0.01s-1时(见图1b),在温度高于1000℃时试验钢的流变曲线出现了峰值,属于动态再结晶;当应变速率增大为0.1s-1和1s-1时(见图1c、d),流变曲线已不再出现明显的峰值,属于动态回复型。

图1 试验钢在不同应变速率下的流变曲线
3.2 热变形后的显微组织
试验钢在不同热变形条件下的显微组织如图2所示。从中可以看出,在1050℃、0.001s-1工艺条件下,热变形后的组织属于完全再结晶状态,为晶粒度4~5级的等轴晶(见图2a);在1000℃、0.01s-1工艺条件下的为部分再结晶组织,在原奥氏体晶界上出现了细小的再结晶晶粒,尺寸不足20μm,可见晶界是该试验钢容易发生动态再结晶的位置(见图2b);当应变速率升高至0.1s-1和1s-1时,热变形后的组织基本均为普通形变组织,粗大的奥氏体晶粒因变形而被拉长(见图2c、d),这与前述的流变曲线是相对应的。
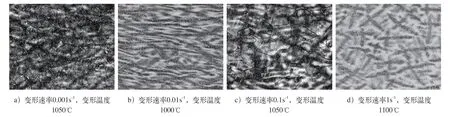
图2 试验钢经不同工艺变形后的显微组织
通过对图2热变形后的组织观察得知,试验钢的再结晶程度随着变形温度的升高和应变速率的降低而增大,其中应变速率的影响尤为明显。这是因为在相同变形量下,应变速率越大,所得到的位错密度越高,即加工硬化和形变储能越高,从而为奥氏体再结晶提供的驱动力越大。
3.3 热变形方程的建立
金属热变形过程是一个热激活过程。金属材料在高温变形时的流变应力既与材料化学成分有关,又与变形温度、应变速率及变形量有关。当材料的成分确定时,流变应力与变形条件之间的关系可用经典的双曲正弦函数来描述[9],即

Q——热变形激活能,是一个反映材料热变形难易程度的参数;
σ——峰值应力或稳态流变应力(MPa),或相应于某特定应变量的流变应力,本文中σ取峰值应力σp;
R——气体常数;
T——绝对温度(K);
n——应力指数;
A、α——材料常数。
Zener-Hollomon参数即Z参数,用以表征变形温度与应变速率对变形过程特别是变形抗力的综合作用。Z参数由式(2)表示,即

结合式(1)和式(2)可得:

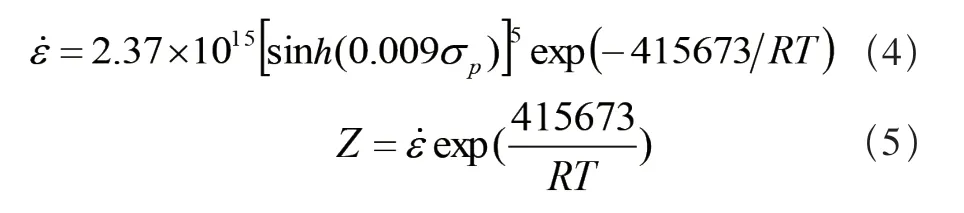
根据相关文献[10],用线性回归的方法可求得A=2.37×1015,α=0.009,n=5.0,Q=415.673kJ/mol。经上述计算,试验钢在900~1200℃及0.001~1s-1条件下的热变形方程及Z参数分别为
3.4 流变应力峰值的预测
从图1中获取每个热变形条件下的峰值应力,其与Z参数的关系,如图3所示。很显然,lnZ与ln[sinh(α σp)]较好地满足线性关系,线性回归系数为0.996。根据式(3),可以获得包含Z参数的流变应力方程为
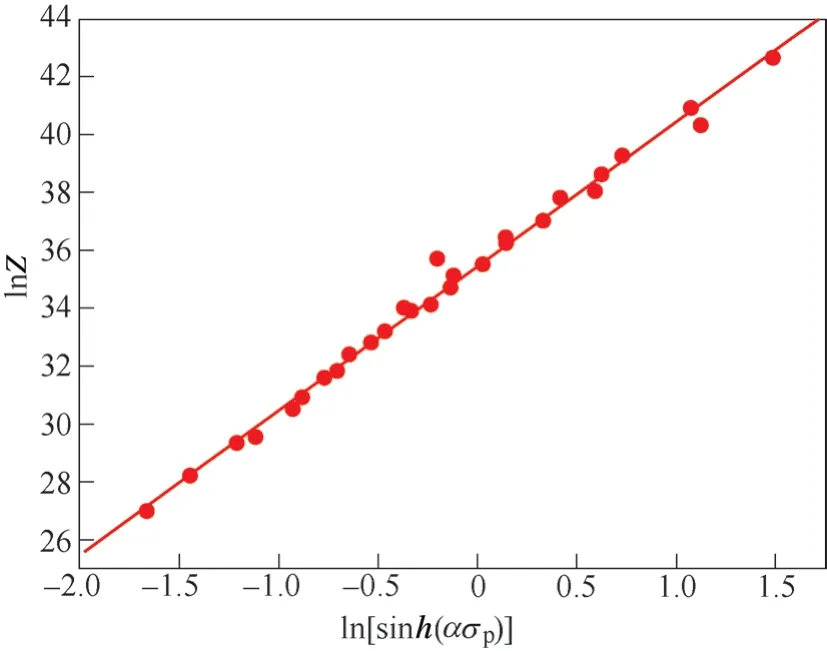
图3 试验钢ln[sinh(α σp)]与Z参数的关系

因此,根据式(6)便可估算出材料在一定变形温度和应变速率条件下的流变应力峰值,以期预测该钢种在实际生产过程中的应力水平,为其热加工工艺的制定提供理论依据。
3.5 热加工图
金属塑性成形是指金属材料在一定的外力作用下,利用其塑性变形并获得一定力学性能的加工方法。建立热加工图的主要目的就是通过对塑性成形过程的分析与模拟,掌握各种工艺参数对成形过程中金属流动规律的影响,分析材料在不同变形条件下的高温变形机制,从而获得热加工“安全区”和“不安全区”,达到控制组织演变、避免缺陷的产生和优化工艺参数的目的[9,10]。
热变形过程中的工件可视为一个功率耗散体,而应变速率敏感指数(m)决定了系统功率在粘塑变形引起的功率耗散和组织变化引起的功率耗散之间的分配。其中,在变形过程中有组织变化而消耗的功率比用η表示(称为功率耗散率),η可由式(7)表示,即

η值取决于热变形温度T及应变速率,的变化规律即为能量耗散图。η值的差别,一方面反映了热变形温度及应变速率的不同,另一方面,也反映了热变形过程中组织变化的不同。在不同的应变速率和变形温度条件下,发生动态回复及动态再结晶的区域为热加工的安全区域,此时功率耗散是由位错的消失引起的;在再结晶区域,材料具有较高的塑性,相对而言,再结晶区具有较高的能量消耗效率。
在低温高应变速率条件下,可能会导致材料第二相粒子处形成微孔或晶界处的楔形开裂,非常高的应变速率甚至会产生绝热剪切。基于Ziegle塑性流变理论发展的连续热加工失稳准则,给出以下判据,满足该判据条件时,材料可能发生流变失稳[11],表达式为

按照相关文献[8,10]中的计算方法,将功率耗散图和流变失稳图叠加在一起得到试验材料在不同真应变时的热加工图,如图4所示。图中的等高线数字表示能量消耗效率η,阴影部分表示非稳定变形区域。
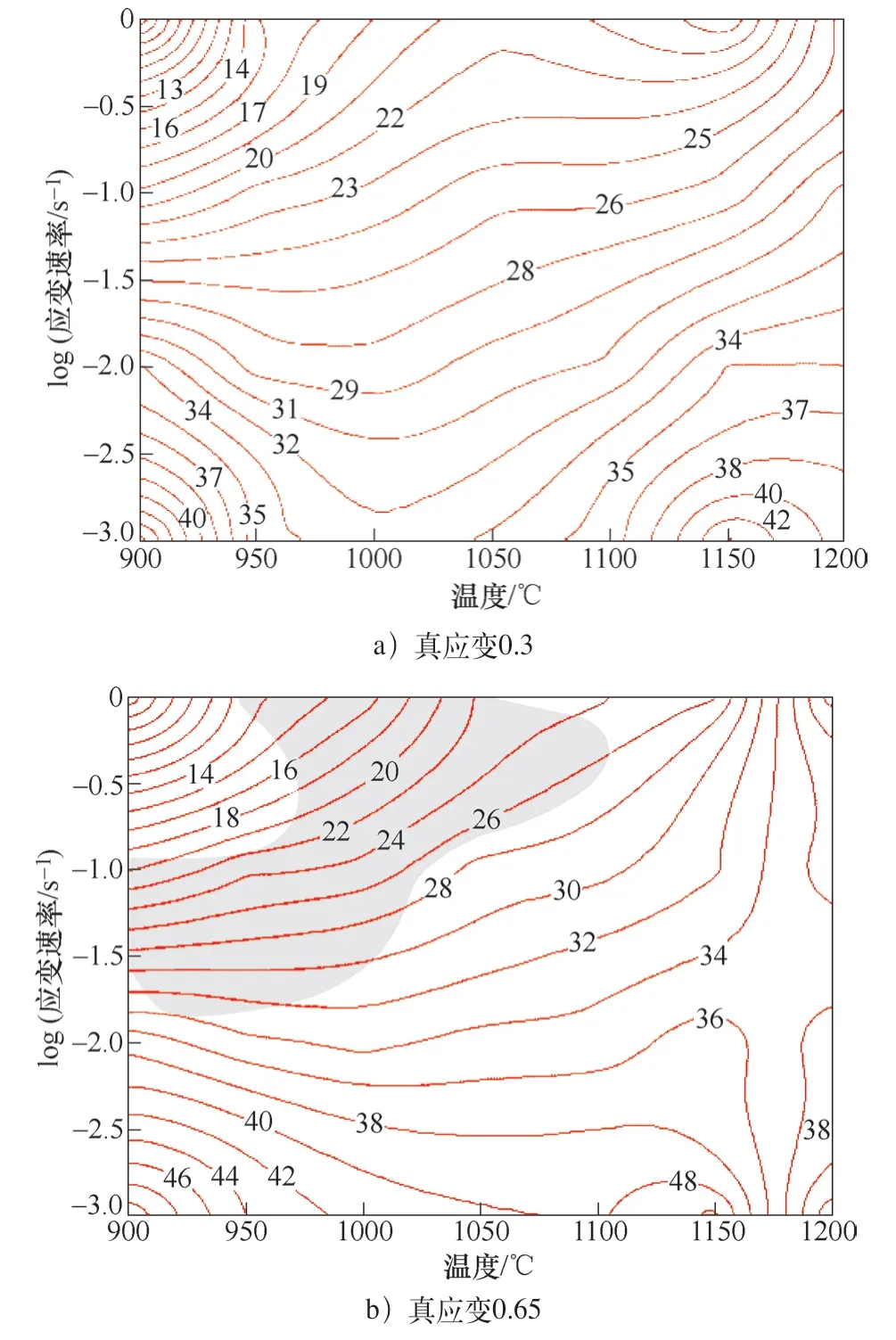
图4 试验钢的热加工图
明显地,试验钢的功率耗散值随着温度的升高和应变速率的降低而升高,不同应变量情况类似。真应变0.65时,变形条件为1150℃和0.001s-1时功率耗散值达到了最大值48%,而在较高应变速率条件下出现了流变失稳区(见图4b)。
本试验条件下,根据对不同应变量下热加工图的分析,可判定900~1200℃、0.001~0.01s-1变形条件下的变形机制基本全是动态再结晶,功率耗散系数>36%,为最佳变形条件;1050~1200℃、0.01~0.1s-1,1100~1200℃、0.1~1s-1的变形条件下的变形机制为动态回复型,属于安全工艺参数范围;真应变为0.65时,在900~1050℃、0.1~1s-1变形条件下试验钢出现了流变失稳现象,实际生产中应该避免在流变失稳区进行热变形。试验钢热加工图的建立,为该钢种热加工工艺的优化提供了理论依据。
4 结束语
1)试验钢在变形温度900~1200℃、应变速率0.001~1s-1条件下进行热压缩变形时,加工硬化率随着应变速率的升高和变形温度的降低而升高。
2)试验钢的再结晶程度随着应变速率的降低和变形温度的升高而增大,其中应变速率的影响尤为明显。
3)试验钢热变形激活能为415.673kJ/mol,热变形方程和Z参数计算分别为见式(4)和式(5)。
4)在900~1200℃、0.001~0.01s-1变形条件下,高碳Cr5轧辊钢的变形机制为动态再结晶,功率耗散系数>36%,得到典型的等轴晶晶粒,是理想的热加工组织状态。
5)真应变达到0.65时,在900~1050℃、0.1~1s-1变形条件下,高碳Cr5轧辊钢出现了流变失稳现象,实际生产中应注意避免。
猜你喜欢
金属加工(热加工)(2023年2期)2023-02-27 07:41:36
金属加工(热加工)(2023年1期)2023-02-02 07:26:06
少先队活动(2022年9期)2022-11-23 06:55:52
锻压装备与制造技术(2021年3期)2021-08-13 08:40:14
金属加工(热加工)(2020年12期)2020-02-06 05:59:26
上海金属(2016年3期)2016-11-23 05:19:38
通信电源技术(2016年6期)2016-04-20 06:21:16
通信电源技术(2016年5期)2016-03-22 01:09:44
大型铸锻件(2015年1期)2016-01-12 06:32:58
上海金属(2014年3期)2014-12-19 13:09:04