17Cr2Ni2MoA钢与18Cr2Ni4WA钢性能对比
2021-12-22 06:14:54田林朱科米琇娟
金属加工(热加工) 2021年12期
田林,朱科,米琇娟
西安煤矿机械有限公司 陕西西安 710200
1 序言
随着国内外材料科学技术的快速发展,我国制造业对齿轮材料的选用已不局限于国内已有材料,越来越多的企业引进国外一些综合性能优良的齿轮材料。17Cr2Ni2MoA钢就是一种力学性能和工艺性优异的国产渗碳齿轮材料[1,2],该材料经过渗碳淬火后性能和国内重型机械广泛使用的18Cr2Ni4WA钢齿轮材料相当,但其热处理工艺性更优,原材料经济性更高,相比后者原材料每吨节约成本0.6万元左右。但能否最大限度的发挥17Cr2Ni2MoA钢的潜在性能,与各个使用厂家热处理工艺技术水平有关。为了使该材料成功应用在齿轮产品中,我公司进行了试验研究。
2 两种材料力学性能试验对比
(1)化学成分 两种材料化学成分见表1。

表1 18Cr2Ni4WA钢与17Cr2Ni2MoA钢化学成分(质量分数) (%)
通过对比得知,这两种齿轮材料碳含量接近,均为低碳合金渗碳钢,可以通过渗碳淬火处理提高齿轮的表面硬度。
(2)两种材料力学性能对比 为了研究两种材料的力学性能,我们投产了17Cr2Ni2MoA钢与18Cr2Ni4WA钢两种材料的同尺寸试棒进行力学性能对比。
18Cr2Ni4WA钢是我公司目前使用的材料,根据我公司生产工艺,18Cr2Ni4WA钢试棒采用的制造流程为:锻后正火+回火→机加工→渗碳→高温回火3次→机加工→调质。
由于我公司未使用过17C r2N i2M o A材料,在工艺方面参考其他厂家及各种文献后决定17Cr2Ni2MoA钢试棒采用的制造流程为:锻后正火+回火→机加工→渗碳→高温回火→机加工→调质。
根据上述工艺过程热处理后,将试棒按照标准加工成试样进行检验,结果见表2。
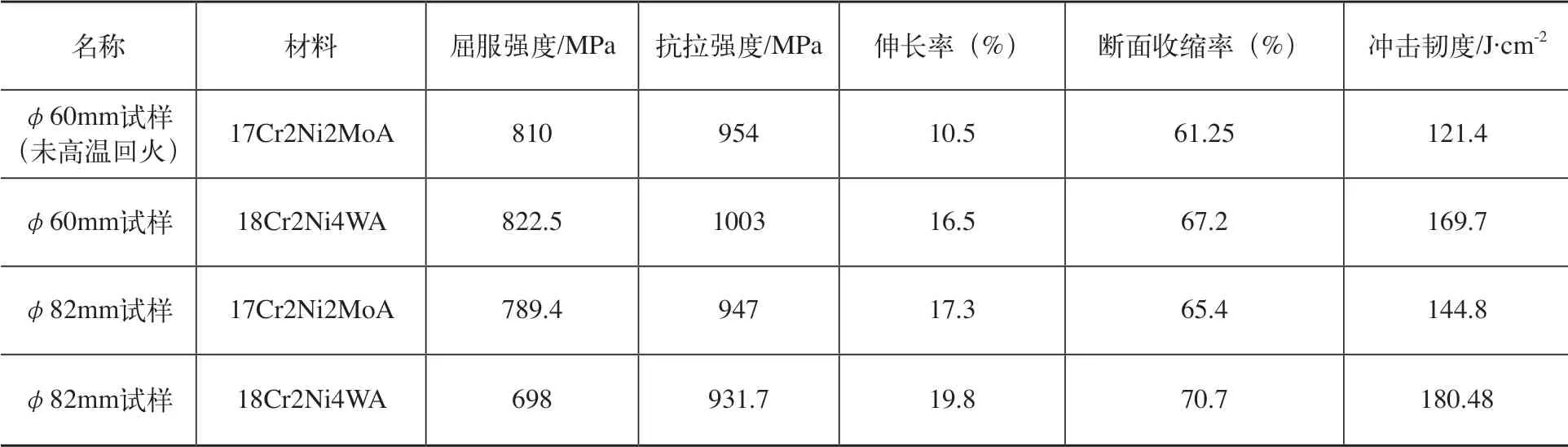
表2 两种材料试样热处理后力学性能
(3)试棒力学性能检测结果分析
1)相同尺寸的17Cr2Ni2MoA钢和18Cr2Ni4WA钢渗碳调质后,屈服强度、抗拉强度接近。
2)17Cr2Ni2MoA钢相比18Cr2Ni4WA钢的冲击韧度稍低。
3)17Cr2Ni2MoA钢相比18Cr2Ni4WA钢的断面收缩率稍低,相差5%~7%。
4)17Cr2Ni2MoA钢相比18Cr2Ni4WA钢的伸长率稍低,相差6%。
5 ) 在 本 次 试 验 中, 对φ6 0 m m 试 样17C r2N i2M o A材料因特殊情况未进行渗碳后高温回火处理,对其后续整体淬火硬度、强度、冲击韧度影响不大,但对伸长率的影响较大,因此17Cr2Ni2MoA钢渗碳后进行一次高温回火,对零件整体性能非常重要。
3 两种材料热处理工艺性对比
为了研究两种材料的热处理工艺性能,我们投产了17Cr2Ni2MoA钢与18Cr2Ni4WA钢两种材料的同尺寸试样进行工艺性对比。
按照现有的18Cr2Ni4WA钢渗碳工艺,将两种材料的试样同生产中的工件一起装炉,分两炉同时进行渗碳,渗碳后高温回火一次,检验试样的渗碳结果,见表3。

表3 试样渗碳结果
渗碳后检验结果分析:
1)碳化物(K)级别有差异,但差异不大,完全可保证碳化物级别符合K≤4级的国家标准。
2)17Cr2Ni2MoA钢工艺性优良,其一次高温回火后残留奥氏体基本可降至2级,可进行后续调质或整体淬火工序;18Cr2Ni4WA钢一次高温回火后残留奥氏体级别依旧较大,需进行2~4次的高温回火工序,方可降低。
3)渗碳层深度有差异,但差异不大。本次试验中,17C r2N i2M o A钢的渗碳层深度稍小于18Cr2Ni4WA钢。
4 结束语
17Cr2Ni2MoA钢与现在使用的18Cr2Ni4WA钢的力学性能相差不大,但是工艺性能更好,成本降低,完全可以替代我公司现有的18Cr2Ni4WA钢。
齿轮在采煤机中为主要零部件,占比较大,17Cr2Ni2MoA钢的应用每年至少为我公司节约齿轮制造成本300万元以上。另外,由于该材料工艺性能优良,渗碳后高温回火次数减少,所以可缩短齿轮加工周期,减少齿轮产品变形。这样不仅进一步提高齿轮的热处理质量,而且降低了后续机加工成本。
猜你喜欢
中国特种设备安全(2021年11期)2021-05-05 06:13:08
金属加工(热加工)(2020年12期)2020-02-06 05:58:58
科技风(2019年23期)2019-10-21 21:09:05
电子制作(2018年14期)2018-08-21 01:38:36
中南大学学报(自然科学版)(2016年2期)2017-01-19 07:36:51
现代工业经济和信息化(2016年12期)2016-05-17 05:37:50
凿岩机械气动工具(2015年3期)2015-11-11 07:32:56
钛工业进展(2014年5期)2014-02-28 16:42:29
河南科技(2014年15期)2014-02-27 14:12:35
河南科技(2014年14期)2014-02-27 14:11:53