
YB65A硬条包装机烟条缺包检测装置的研发
2021-12-18 13:42赵长财刘国栋
电脑知识与技术 2021年31期
关键词:检测
赵长财 刘国栋

摘要:硬条包装的前道工序是小包透明纸包装,完成透明纸包装后进行烟包堆叠成组。在实际生产过程中由于无法避免的偶尔机械挤烟或者剔除质量缺陷的烟包后未能及时补包,造成硬条包装工序生产的A类质量缺陷条缺包,从而产生严重质量事故。该文分析YB65A硬条包装机发生机械挤烟的过程,研发一套烟条缺包装置,使得烟条缺包检出率达到99%以上。
关键词:YB65A包装机;A类质量缺陷;烟条缺包;检测
中图分类号:TP393 文献标识码:A
文章编号:1009-3044(2021)31-0141-02
Research and Development of Detection Device for Cigarette Missing Package of YB65A Rigid Packaging Machine
ZHAO Chang-cai, LIU Guo-dong
(Tianshui Cigarette Factory of Gansu Tobacco Industry Co., Ltd,Tianshui 741020,China)
Abstract: The previous process of hard strip packaging is small transparent paper packaging. After finishing the transparent paper packaging, the cigarette packages are stacked into groups. In the actual production process, due to the unavoidable occasional mechanical cigarette extrusion or the failure to timely repair the package after removing the defective cigarette package, the class A quality defect package in the hard strip packaging process is missing, resulting in serious quality accidents. This paper analyzes the process of mechanical cigarette extrusion in YB65A rigid packing machine, and develops a cigarette missing package device, which makes the detection rate of cigarette missing package reach more than 99%.
Key words: YB65A packing machine; Class A quality defects; Lack of cigarette package; testing
1 引言
YB65A型條盒包装机是一台自动化程度较高的包装设备,设备采用凸轮作为控制系统元件,对主要的工作部件和执行机构进行运动控制,从而使各工作机构按给定的先后顺序进行动作,实现自动控制。此外,YB65A包装机使用电气控制系统,该电气控制系统包括电控柜和机身上电气装置两部分。设备上设有自动检测和剔除装置,各种电气检测系统检查条内少包、条盒折角等缺陷,这些不合格的烟条均能自动剔除。设备还采用了各种传感器作为自动控制和检测装置,从而提高机器的自动化程度和包装质量[1]。
目前,YB65A包装机现有的烟条缺包检测装置由5个电容式接近开关作为检测探头,效果较好。近年来,随着技术的不断进步,香烟的外包装材料也发生了巨大的变化,使得以电容式接近开关作为检测方式不能适应新的作业环境,直接导致的结果就是这种检测系统无法通过工艺要求。本论文就从出现的A类质量缺陷条缺包出发,深入分析设备产生烟条缺包质量缺陷烟条的工作机理,研究出一套能消除烟条缺包质量缺陷的检测装置。
2 总体设计
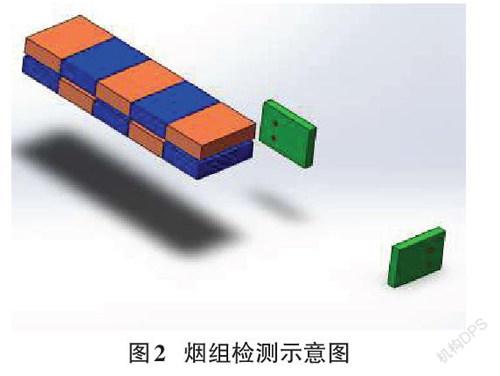
我们根据烟包成型、烟组走向的工作流程,上游机YB55型小盒透明纸包装机通过输出转盘将已叠成两层的包有透明纸的烟包送至本机的输入通道,在通道顶部装有毛刷,使烟包在通道中运行时保持准确的位置。推条器将推着烟包和条盒纸进入条盒成型通道。我们对YB65A包装机中烟包形成硬条的工作流程进行分析,并利用现有的控制技术、开关技术、输入输出原理设计出一套检测系统,实时根据烟包的走向,检测条盒缺包。
在进烟口设立2个常感应探头,在尾部设立2个探头,当无烟包经过入口通道(2个入口探头未感应到)时或者尾部的2个探头未感应到烟包到位时,此时就被我们判定为烟条缺包,这也是我们的设计理念。此检测系统可完全检测所有的烟包。如果有缺包发生则探头感应到故障,将故障反馈至PLC进行处理,提醒操作工及时取出缺包烟条开机,防止产生缺包烟条。
其中小型PC处理系统为整个检测系统的处理器,和设备的电气线缆相连,时刻将处理信号反馈至设备。推耙信号是将设备的相位实时传递至小型PC处理系统。烟包光纤探头、红色报警灯、黄色信号灯、绿色工作灯以及停机信号组成了系统的输入输出。
3 系统软件设计
YB65A包装机的生产能力40条/min,这就对我们设计的检测系统提出了很高的要求,不但需要实时对条盒缺包进行检测,而且还需要提高准确率。在软件设计时,就需要很强的逻辑缜密。本软件系统利用组合逻辑电路[2]在任意时刻的输出仅仅取决于该时刻的输入,与电路原来的状态无关的特点进行展开,组合逻辑电路是由与门、或门和非门等门电路组合形成的逻辑电路。其逻辑函数表述如下:
Li=f(A1,A2,A3……An) (i=1,2,3……m)
其中,A1~An为输入变量,Li为输出变量。
组合逻辑的输出由其输入确定的法则,通常称为开关函数[3]。本论文中的每一个烟组的检测有无就相当于输入的开关,因为变量是离散的,所以函数和变量是二进制的,符号“1”和“0”通常用来表示这两个值。探头检测到设定烟包的有无,经过4个探头之间的相互逻辑运算,并和推耙信号的运算,将得到的结果传送至小型PC处理系统,也就是将开关函数传递至小型PC处理系统。
小型PC处理系统对得到的开关函数进行处理,将处理后的结果分两条线进行处理。第一条线路就是将信号传递至YB56A包裝机:判断设备是否需要停机;第二条线路就是将信号进行外部显示:黄色信号灯、红色报警灯、绿色工作灯,将信号传递给操作工,该进行怎样的操作。如果不发生烟条缺包时,绿色工作灯亮,设备不停机;当发生烟条缺包信号时,将会发生设备停机,红色报警灯亮,操作工需要立即查看烟条,将缺陷烟条及时取出;当该检测系统不需要投入使用时,操作工可以按压旁通按钮,此时设备正常运行,黄色信号灯亮,但是此时存在非常严重质量安全隐患,需要立即取消旁通,使检测系统正常投入使用。
4 系统测试
检测系统设计完成后,就需要根据设计方案对系统进行安装。我们在安装过程中为了提高系统的安全性,将小型PC系统、端子、光纤放大器、断路器等元器件控制在一个小型电控柜内,此外,所有线路均设置在保护套内,防止线路损坏。
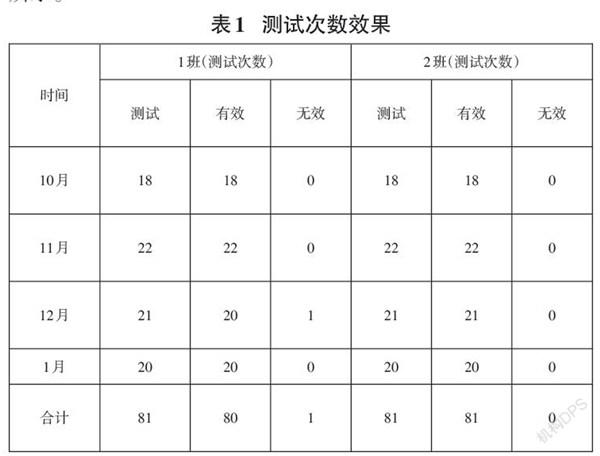
为确保检测装置的有效性,就需要对检测进行试验以及实时监测。首先我们要做的就是对检测系统进行试验,观测其有效性,我们对缺包烟条分班次进行了现场跟踪测试,如下表所示。
从上表可以看出,通过4个月的试验,该检测系统能实现要求的功能,可以做到对烟条的全方位检测,两个班在测试中都有很好的效果。试验完成后就需要进行实时监测,将检测系统正常投入使用。经过一段时间的持续观察后,我们发现该烟条缺包检测的准确率达到99%以上,符合我们的预期目标。
参考文献:
[1] 卷烟包装工专业知识[Z].
[2] 王茜,黄仁,许光辰.数字逻辑[M].北京:人民邮电出版社,2011(6):14-37.
[3] 李承.数字电子技术[M].北京:清华大学出版社,2014(12):20-25.
【通联编辑:李雅琪】
收稿日期:2021-05-22
作者简介:赵长财(1991-),男,甘肃武威人,硕士研究生,助理工程师。
猜你喜欢
中国设备工程(2022年12期)2022-07-11
中学生数理化·七年级数学人教版(2021年6期)2021-11-22
中学生数理化·七年级数学人教版(2021年6期)2021-11-22
中学生数理化·七年级数学人教版(2021年6期)2021-11-22
中学生数理化·七年级数学人教版(2020年12期)2021-01-18
中学生数理化·七年级数学人教版(2020年12期)2021-01-18
中学生数理化·七年级数学人教版(2019年9期)2019-11-25
中学生数理化·七年级数学人教版(2019年9期)2019-11-25
中学生数理化·七年级数学人教版(2019年12期)2019-05-21
中学生数理化·七年级数学人教版(2019年12期)2019-05-21
